1
Изобретение относится к порошковой металлургии, в частности к производству инструмента из металлических порошков, и может быть использовано при термической обработке инструмента из быстрорежущей порошковой стали в станкоинструментальной промьшленности и машиностроении,
В составе порошковой быстрорежущей стали всегда присутствуют оксиды хрома, ванадия и железа, так как при получении стального порошка пу- .тем грануляции и размола происходит поверхностное окисление частиц порошка кислородом воздуха. При нагреве в вакууме оксиды восстанавливаются углеродом сплава по реакции
Ме Оу - С Me + cot
Ме О у+ СО Me + (1 )
2С + C0j 2COf
Целью изобретения является повышение твердости и теплостойкости изделий из порошковой быстрорежущей стали.
В среде водорода восстановление окислов хрома, ванадия и вольфрама протекает по реакции
Ме.Оу
+ Hj Me +
(2)
При температурах вьше 818, С водород является более активным восстановителем, чем углерод, поэтому в сплаве .отсутствует взаимодействие углерода с окислами и его удаление. оскольку реакция (2) протекает при збытке Н, окислы восстанавливаются более полно, чем в известном способе.
Засыпка из порошка карбида титана служит дополнительной мерой для предотвращения обезуглероживания пове рх- ности стали, поскольку карбид титана содержит в своем составе 0,5-0,6% С..
Пример. Проводилась терми- ческая обработка резцов из порошко- вой быстрорежущей стали Р6М5. Характеристика исходного стального порощ,Предложенный
50 100
10
439032
ка; фракция 45 мкм; содержание Oj- 0,55%, GC -0,74%.
Изделия, помещенные в засыпку карбида титана различной крупности в
5 лодочках нагревают в электропечах сопротивления, через которые пропускают водород с точкой росы 50° С. После их выдержки 1 ч при температуре аустенизации, равной , проводят закалку в масло.
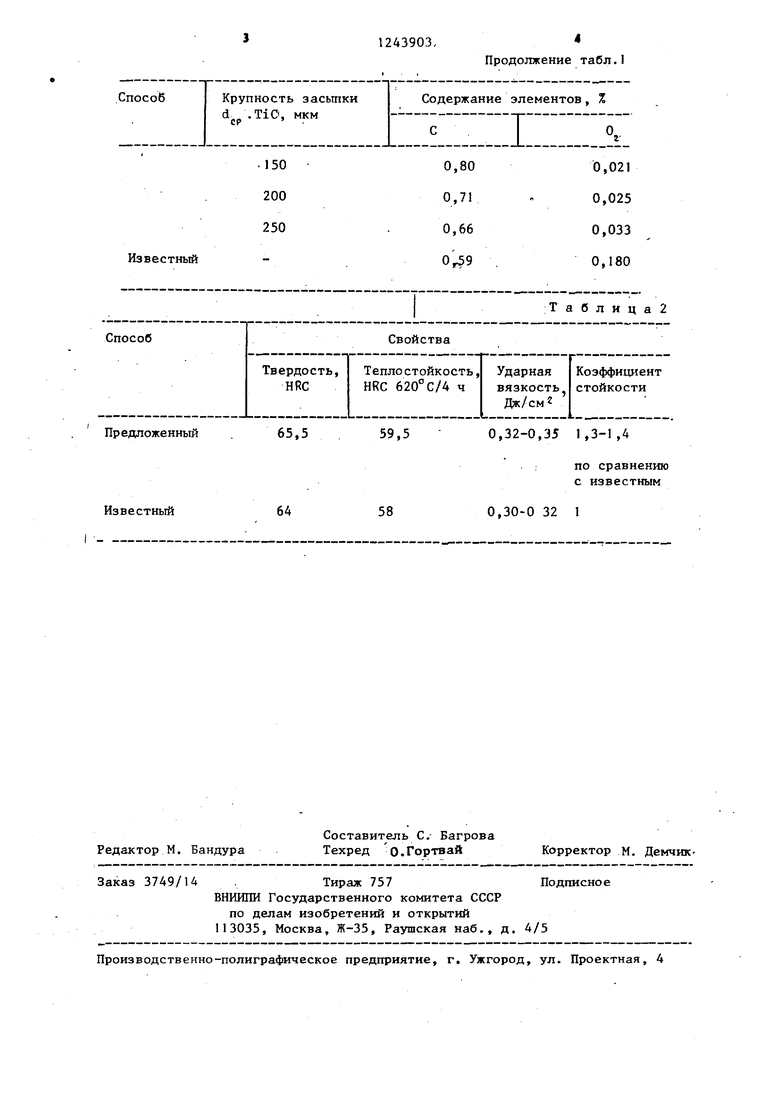
Контрольная партия образцов нагревалась под закалку и выдерживалась в вакууме, а далее закаливалась также в масло. После трехкратного отпус15 ка по 1 ч при в изделиях определялось содержание углерода и кислорода. Данные приведены в табл. 1.
Как видно из табл. 1, использование засыпки с размером частиц 10020 200 мкм позволяет сохранить содержание углерода в стали на уровне исходного. Применение более крупной засыпки не предохраняет сталь от обезуглероживания. Частицы более мелкого
25 карбида титана могут взаимодействовать со сталью, в результате чего в ней заметно повьщ1ается содержание углерода.
В табл. 2 приведены результаты из30 мерения твердости, теплостойкости, ударной вязкости и стойкости при резании образцов, полученных предло женным способом и известным.
Повьш1ение физико-механических свойств стали увеличивает работоспособность быстрорежущего инструмента в 1,3-1,4 раза. При этом себестоимость изделий практически не изменяется. Поэтому использование предлоенного способа позволяет уменьшить объем потребляемого инструмента из Зыстрорежущей порошковой стали в I,3-1 ,4 раза.
Кроме того, осуществление процес- са термообработки в вакууме требует сложного дорогостоящего аппаратурного оформления
Т а б л и ц а 1
0,97
0,74
о; 020
0,020
Предложенный
65,5
Известный
64
Редактор М. Бандура
Составитель С.- Багрова Техред о.Гортвай
Заказ 3749/14 . Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение табл.1
Таблица2
59,5
0,32-0,35 1,3-1,4
по сравнению с известным
58
0,30-0 32 1
Корректор М, Демчик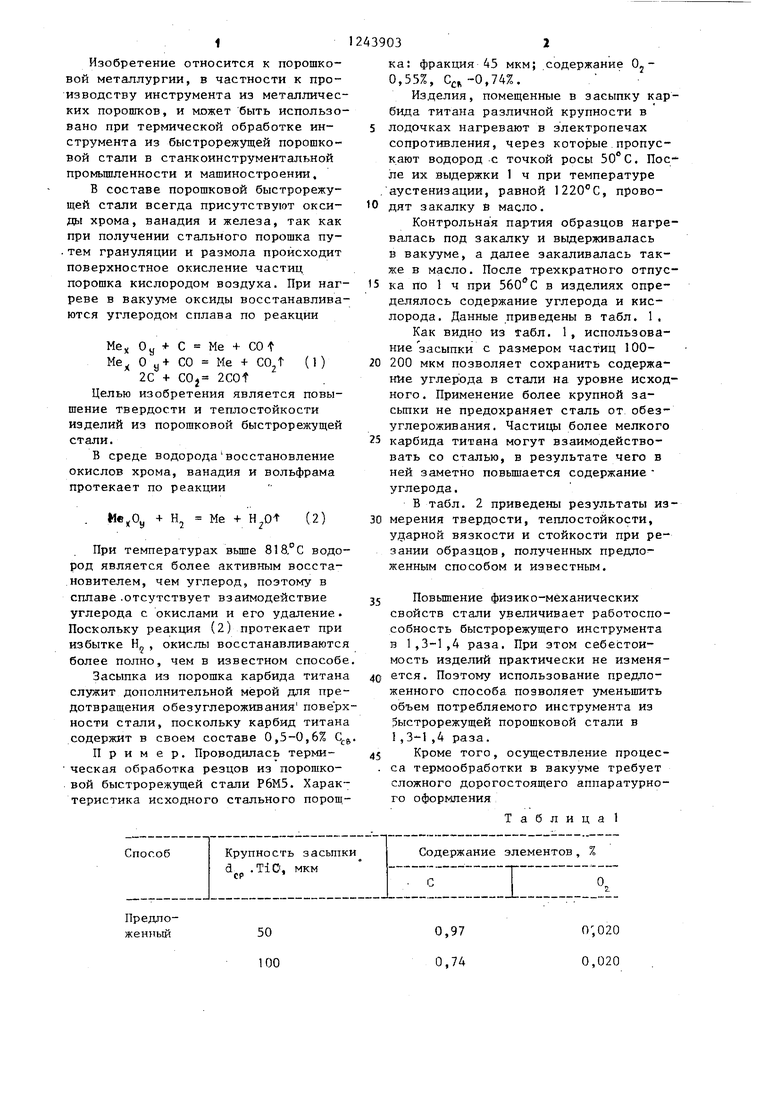
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки изделий из порошковой быстрорежущей стали | 1991 |
|
SU1803266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| ИЗДЕЛИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ | 2002 |
|
RU2221073C1 |
| Карбидосталь и способ ее получения | 1988 |
|
SU1647039A1 |
| ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ СТАЛЬ | 2004 |
|
RU2274673C2 |
| СТАЛЬ, ИЗГОТОВЛЕННАЯ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ СТАЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2415961C2 |
| ИЗНОСОСТОЙКИЙ ПОРОШКОВЫЙ МАТЕРИАЛ | 1992 |
|
RU2016122C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ВАЛКОВ | 2019 |
|
RU2750257C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| Фиргер И.В | |||
| Термическая обработка сплавов | |||
| Л.: Машиностроение, .1982, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Разгрузочное устройство установкиСуХОгО ТушЕНия KOKCA | 1979 |
|
SU850648A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
