1
Изобретение относится к порошковой металлургии, в частности к способам изготовления спеченных пористых изделий, и может быть использо вано для изготовления особо чистых фильтрующих элементов из хромонике- левых сталей и нихрома с повышенной точностью геометрическ1гх размеров.
Целью изобретения является улучшение проницаемости и чистоты поверхности изделий.
Способ осуществляют следующим образом.
Из порошка хромоникелевой стали или нихрома любым известным сдосо- бом прессуют заготовку, спекают ее в вакууме и подвергают механической обработке резанием или шлифованием с припуском на геометрический размер, превьш1ающим глубину закупори- ,вания пор, который затем снимают электрохимическ;им травлением в растворе хромового ангидрида в фосфорно кислоте до полного восстановления пористой поверхности. После травления изделие помещают в ультразвуковую ванну и проводят двухстадийную очистку с промежуточной промывкой в дистиллированной воде, а.затем сушат в вакуумном сушильном шкафу в присутствии силикагеля.
Применение в качестве электролита при электрохимическом травлении 20-25%гного раствора хромового ангирида в концентрированной фосфорной кислоте позволяет эффективно проводить процесс травления хромоникеле- вых сталей и нихрома, удаляя при этом внешний слой деформированного
ПХ23Н18
Известный 200-250 г
439042
в процессе механической обработки металла толщиной до 1 мм.
Содержание в растворе хромового ангидрида больше 25% требует увели5 чения плотности тока, что связано с трудностями эксплуатационного характера, а результаты получаются невоспроизводимыми. При соотношении меньше 20% существенно уменьшается
10 растворимость фосфатов железа и никеля., что приводит к сокращению срока с:тужбы электролита.
Для снятия деформированного в результате механической обработки слоя
15 металла экспериментально подобраны режш-а, электрохимического травления (плотность тока 0,1-0,2 А/см и температура электролита вО-ВЗ С), которые обеспечивают максимальную ско
20 ростъ съема металла.
При режимах меньше; нижних предельных разко замедляется скорость процесса, что приводит к увеличению времени травления. Процесс травления
25 становится неэффективным, особенно для стравливания припусков, полученных при обработке спеченных изделий резанием.
Епотность тока больше 0,2 А/см
30 обусловливает интенсивный разогрев электролита, перегрен контактов. При температуре свьшге 85 С выделяется большое количество шлама, загрязняющего поверхность обрабатываемого
2 изделия, происходит быстрое истощение электролита.
С целью повьщ1ения чистоты изделий разрабО тан способ очистки после электрохимического травления, обеспечи40 ваюшлй полное удаление электролита
80
45
хромового ангидрида
60-90 г
из пор изделия. Он включает промывк в водном растворе аммиака для связывания ионов хрома в растворимый аммиачный комплекс и для нейтрализации фосфоной кислоты, промежуточную промывку в дистиллированной воде и вытеснени воды из пор ацетоном, который затем высушивается под вакуумом в присутствии силикагеля, адсорбирующего влагу. Очистка проводится в ультра- звуковой ванне, способствующей проникновению очищающих жидкостей в поры изделия. Время каждой стадии промывки не менее 5 мин. Таким образом, обеспечивается гарантия получения особо чистых пористых изделий.
Пример. Необходимо получить особхэ чистые трубчатые фильтрующие элементы из порошков хромоникеле- вой стали и нихрома с геометрическими размерами
Т)
„«рг мм;
йн.
5 ° мм и ь 39,5.10,2
мм,
пористостью П размером пор
06UI,.
с.
35-30%, средним 20-40 мкм и
проницаемостью по воздуху К 10- 20 10 м.
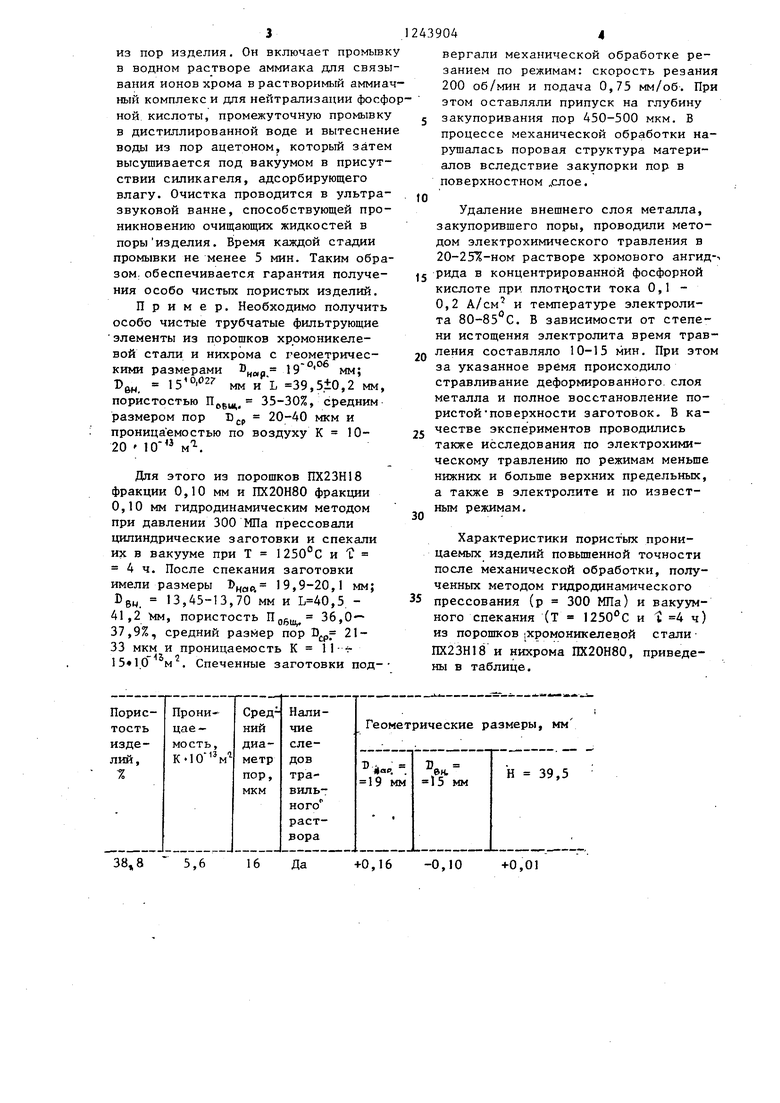
Для этого из порошков ПХ23Н18 фракции 0,10 мм и I1X20H80 фракции 0,10 мм гидродинамическим методом при давлении 300 МПа прессовали цилиндрические заготовки и спекали их в вакууме при Т 1250°С и t 4 ч. После спекания заготовки имели размеры 19,9-20,1 мм; бн. 13,45-13,70 мм и ,5. - 41 ,2 -мм, пористость П(,ц 36,0 37,9%, средний размер пор 21- 33 мкм и проницаемость К 11- м . Спеченные заготовки под38,8
5,6
16
Да
вергали механической обработке резанием по режимам: скорость резания 200 об/мин и подача 0,75 мм/об. При этом оставляли припуск на глубину закупоривания пор 450-500 мкм. В процессе механической обработки нарушалась поровая структура материалов вследствие закупорки пор в поверхностном „слое.
у ре .
to
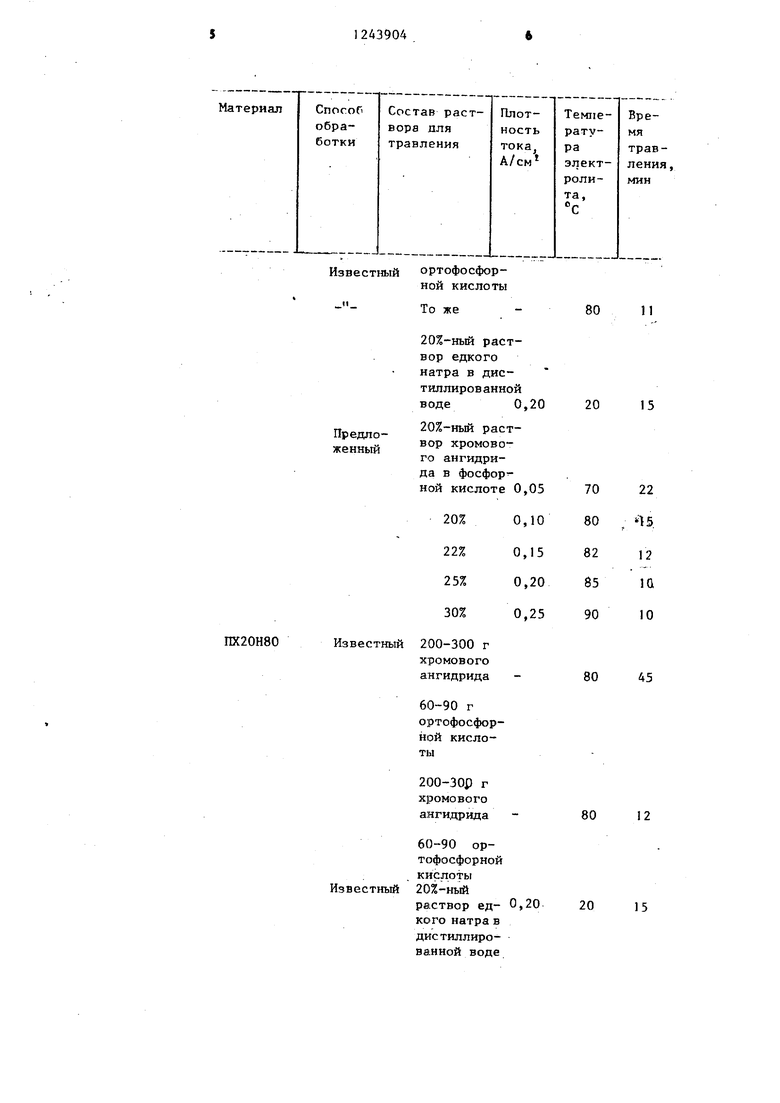
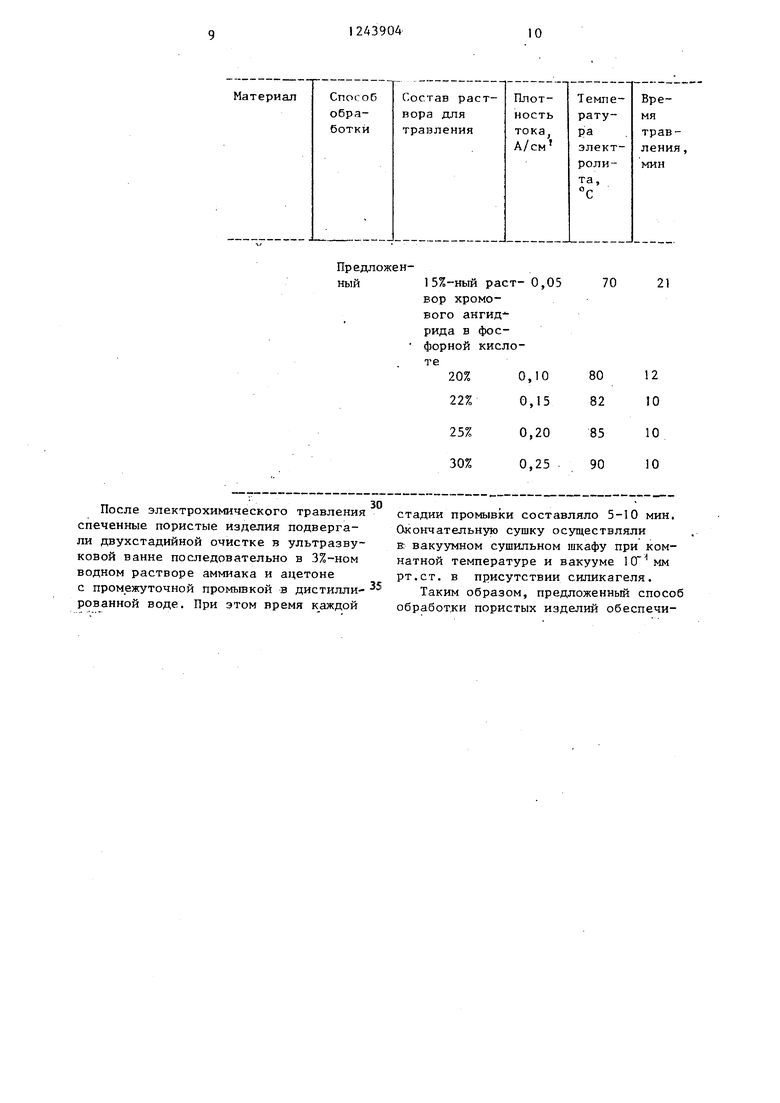
Удаление внешнего слоя металла, закупорившего поры, проводили методом электрохимического травления в 20-25 -нок растворе хромового ангид--, 5 рида в концентрированной фосфорной кислоте при плотности тока 0,1 - 0,2 А/см и температуре электролита 80-85°С. В зависимости от степени истощения электролита время травления составляло 10-15 мин. При этом за указанное время происходило стравливание деформированного, слоя металла и полное восстановление пористой поверхности заготовок. Б качестве экспериментов проводились также исследования по электрохимическому травлению по режимам меньше нижних и больше верхних предельных, а также в электролите и по известным режимам.
20
25
30
Характеристики пористых проницаемых изделий повьппенной точности после механической обработки, полученных методом гидродинамического прессования (р 300 МПа) и вакуумного спекания (Т 1250 с
и I
4 ч)
из порошков Хромоникелевой стали
ПХ23Н18 и нихрома ПХ20Н80, приведены в таблице.
+0,16 -0,10 +0,01
Известный
Предложенный
Х20Н80
Известный 200-300 г хромового ангидрида - 80 45
60-90 г ортофосфор- ной кислоты
200-ЗОр г хромового ангнцрида - 80 12
60-90 ор- тофосфорной кислоты Известный 20%-ный
раствор ед- 0,20 20 15 кого натра в дистиллированной воде
ортофосфор- ной кислоты
То же-8011
20%-ньй раствор едкого натра в дис- т:иллиров энной воде0,20
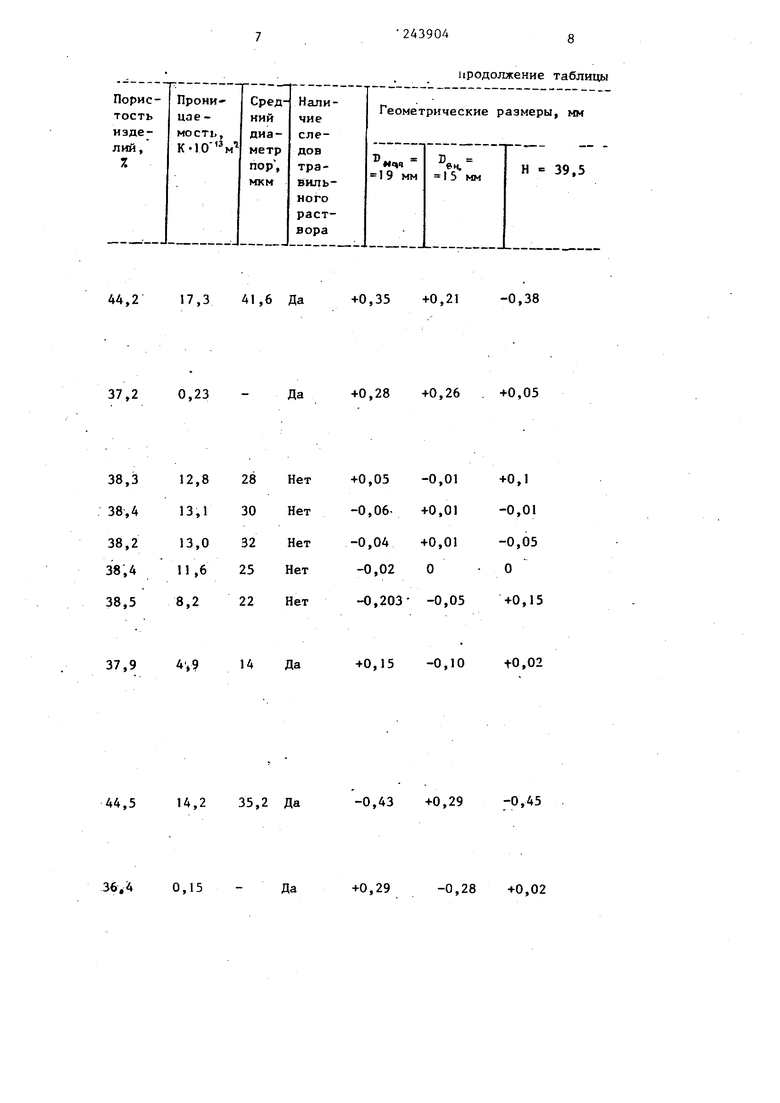
20%-ный раствор хромового ангидрида в фосфор44,2
17,3 41,6 Да
37,2
0,23
Да
37,9
4V9
14
Да
44,5 14,2 35,2 Да
0,15
Да
продолжение таблицы
+0,35 +0,21
-0,38
+0,28 +0,26 . +0,05
+0,05-0,01
-0,06-+0,01
-0,04+0,01
-0,02О-0,203--0,05
+0,15 -0,10 to,02
-0,43 +0,29 -0,45
+0,29
-0,28 +0,02
Предложенный
тт30
После электрохимического травления спеченные пористые изделия подвергали двухстадийной очистке в ультразвуковой ванне последовательно в 3%-ном водном растворе аммиака и ацетоне с пром ежуточной промывкой в дистилли- рованной воде. При этом время каждой
0,05
70
21
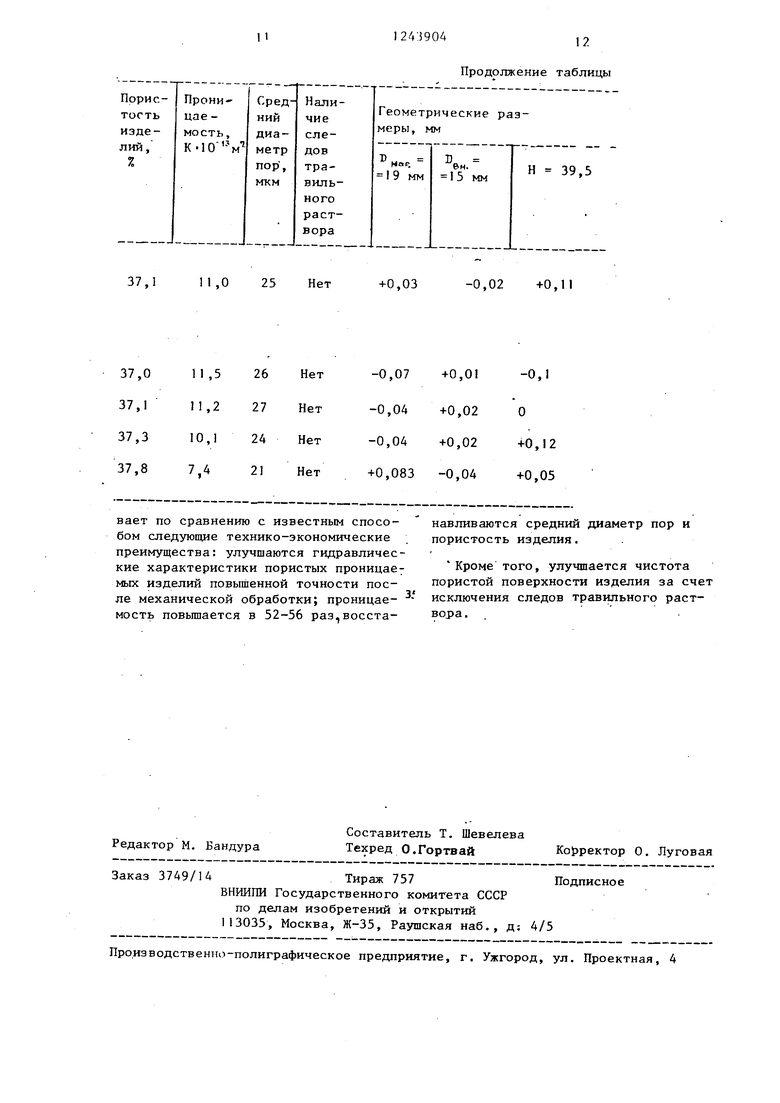
стадии промывки составляло 5-10 мин. Окончательную сушку осуществляли В: вакуумном сушильном шкафу при комнатной температуре и вакууме рт.ст. в присутствии силикагеля.
Таким образом, предложенный способ обработки пористых изделий обеспечи11
37,1
11,0
25
Нет
вает по сравнению с известным спосо-навливаются средний диаметр пор и
бом следующие технико-экономическиепористость изделия.
преимущества: улучшаются гидравлические характеристики пористых проницае- Кроме того, улучшается чистота
мых изделий повышенной точности пос-пористой поверхности изделия за счет
ле механической обработки; проницае- исключения следов травильного растмость повьппается в 52-56 раз,восста-вора.
Редактор М. Бандура
Заказ 3749/14
Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-35, Раушская наб., д: 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
124:J90A12
Продолжение таблицы
+0,03
-0,02 +0,11
Составитель Т. Шевелева Техред О.Гортвай
Ко1)ректор О. Луговая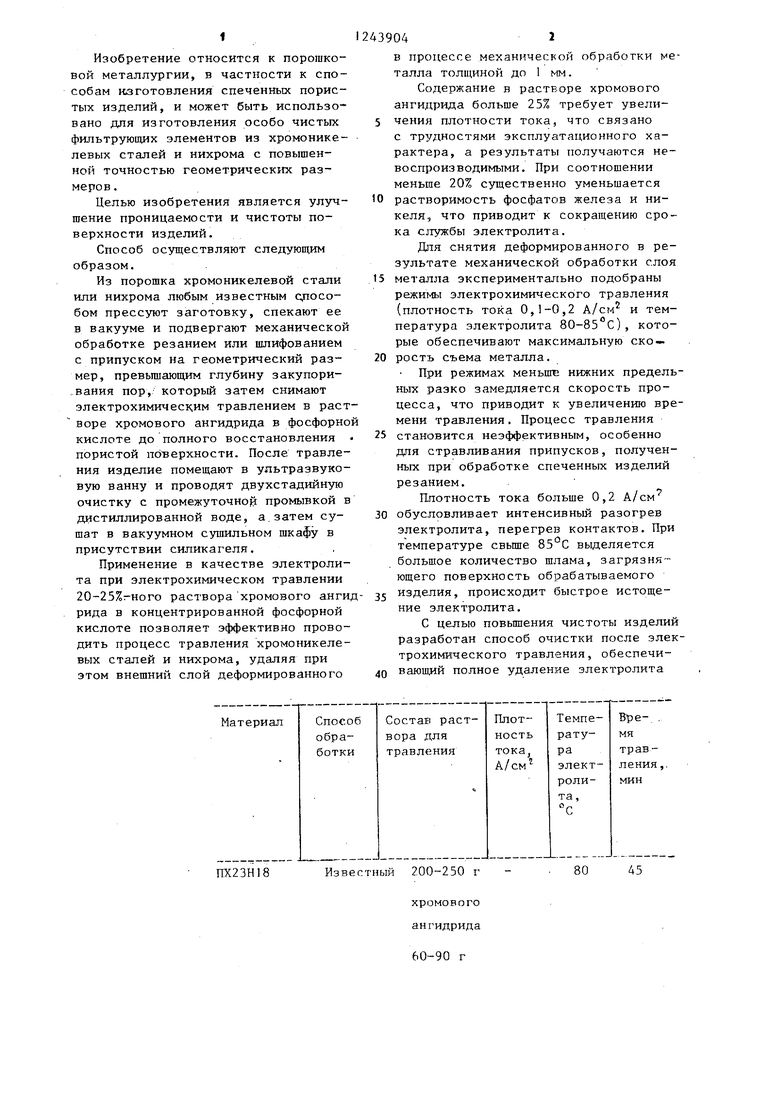
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки порошковых деталей | 1990 |
|
SU1726134A1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО НИКЕЛЯ И ЕГО СПЛАВОВ | 2006 |
|
RU2311470C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU389888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОЛЯРИЗУЕМОГО ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО КОНДЕНСАТОРА | 2015 |
|
RU2611722C1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| Антифрикционный композиционный материал на основе железа | 2023 |
|
RU2811315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРОВ ДЛЯ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ ПОВЕРХНОСТИ | 2008 |
|
RU2389973C2 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU389888A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Япольский A.M | |||
| Травление металлов | |||
| М.-Л. | |||
| Машиностроение, 1964, .с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
