Изобретение относится к порошковой металлургии, в частности к способам очистки поверхности и химико-термической обработки изделий из порошковых материалов.
Известно, что при спекании порошков в вакууме поверхностные поры остаются открытыми. При спекании в защитных атмосферах, а особенно без защитных атмосфер, поверхность пор закрывается продуктами окисления металлов, входящих в состав шихты; В связи с тем, что при последующей химико-термической обработке пористых изделий из порошковых материалов насыщение происходит через поверхности изделий и пор, структура насыщенного слоя и его состав резко отличаются от структуры состава компактных материалов. Поэтому после спекания в защитной атмосфере и без нее необходимо применять дополнительные меры по очистке поверхности изделий и раскупориванию пор, т.е. подготовке и активации поверхности перед последующими химико- термическими обработками. Существующие методы механической очистки изделий не позволяют произвести очистку всей поверхности пор и их открытия. Кроме того, при шлифовании происходит закрытие пор абразивными продуктами.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ обработки пористых изделий, включающий травление в 20-25%- ном растворе хромового ангидрида в концентрированной фосфорной .кислоте и очистку, которую проводят с наложением ультразвука последовательно в водном рас- творе,аммиака и ацетона с промежуточной промывкой в воде.
Недостатком известного способа является многостадийность очистки, низкая производительность, необходимость использования активных в коррозии и токсичных веществ, а также недостаточное удаление окислов металлов, тормозящих диффузию при последующей химико-термической обработке.
Цель изобретения - повышение производительности обработки порошковых материалов и экологических показателей процесса.
Поставленная цель достигается тем, что в способе обработки порошковых материалов, включающем электрохимическое травление, на обрабатываемую поверхность воздействуют разрядами мощностью N 0,1-1.5 кВт/см , генерируемыми в элект(Л
С
х|
го
СЬ
GO Јь
ропроводящей водной среде с удельной электропроводностью# 0,05-0,2 в течение 0,1-5 мин.
Воздействие микроразрядов на обрабатываемую поверхность приводит к восстановлению оксидов, развитию истинной площади поверхности за счет образования микрократеров, что увеличивает фронт диффузии. Кроме того, процесс характеризуется высокими экологическими показателями, так как вместо фосфорной кислоты, хромового ангидрида, аммиака, ацетона используется водный раствор нетоксичных соединений (К2СОз, NaCI) при комнатной температуре.
Обработку металлического изделия осуществляют следующим образом.
В электролит (водные растворы солей, химически не взаимодействующие с металлом, например К2СОз, NaCI) с заданной удельной электропроводностью погружают деталь и подключают ее к отрицательному полюсу источника тока. Вторым электродом служит погруженная в электролит пластина из нержавеющей стали. После подачи напряжения на границе раздела сред металл - электролит формируется газовая оболочка, в которой осуществляется электрический разряд определенной мощности. Под действием последнего происходит очистка металла, восстановление оксидов и активация поверхности. Восстановление оксидов происходит ввиду того, что газовая оболочка, образующаяся вокруг детали, погруженной в электролит и подключенной к отрицательному полюсу источника тока, состоит преимущественно из водорода. Активация поверхности заключается в том, что воздействие разрядов на поверхность спеченного изделия приводит к образованию микрократеров, увеличивающих истинную площадь поверхности, расширяющую фронт диффузии, что ускоряет проведение последующей химико-термической обработки. Минимальная удельная мощность, необходимая для развития и стабилизации горения разряда, Np 0,1 кВт/см2, а при Np 1,5 кВт/см2 воздействие более мощного разряда вызывает эрозию поверхности детали и изменение ее размеров, что нежелательно/ При 0,05 см наблюдается большие потери мощности в объеме электролита при прохождении электрического тока, а использование электролита с% 0,2 нерационально из-за возможности осаждения соли на поверхности детали из раствора и повышенной эрозии детали.
Время 0,1 мин является минимальным для достижения эффекта обработки, а при воздействии разряда более 5 мин состояние поверхности изменяется незначительно.
Приме р. Деталь - уплотнительное кольцо, изготовленное из порошка марки ЖГР1Д1, 5Х2Н1, спрессованное с усилием 0 250 тс и спеченное методом ТВЧ в течение 35-40 с, подвергали очистке и активации в электролите для последующей нитроцемен- тации.
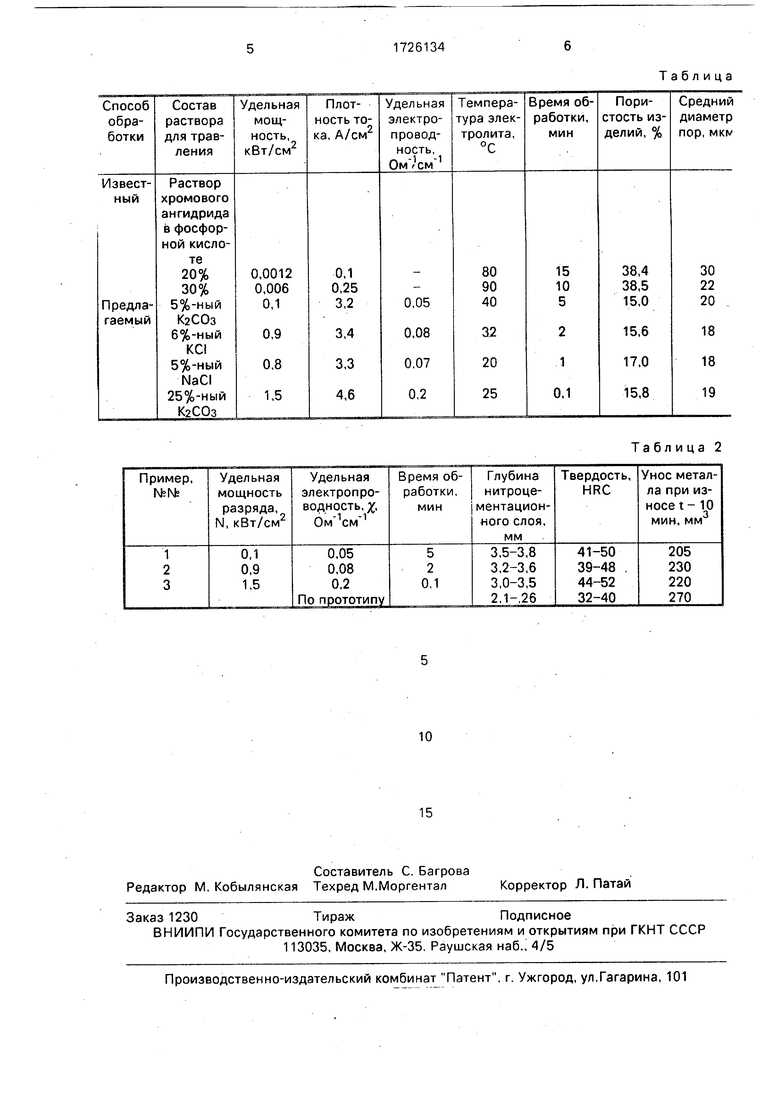
Результаты, полученные при конкрет- 5 ном выполнении обработки при граничных и средних значениях в защищаемых пределах, сведены в табл.1.
После проведения обработки по прототипу и предлагаемому способу детали были 0 подвергнуты газовой нитроцементации.
Полученные результаты по глубине нитроцементации, твердости и износным испытаниям приведены в табл. 2.
Как видно из данных табл. 2, обработка 5 деталей по предлагаемому способу при указанных режимах позволяетувеличить глубину нитроцементационного слоя в 1,4-1,5 раза, износостойкость в 1,2-1,4 раза.
Использование предлагаемого способа 0 обработки по сравнению с прототипом повышает производительность обработки порошковых изделий за счет уменьшения числа стадий обработки с трех до одной. Скорость обработки также повышается за 5 счет использования концентрированных потоков энергии и обеспечивается качественное и скоростное удаление загрязнений, восстановление оксидов, увеличение плотности дислокаций в структуре поверхност- 0 ных слоев металла. Совокупность всех этих признаков приводит к ускорению процесса насыщения, улучшению эксплуатационных характеристик спеченных изделий. Для проведения способа используют нетоксичные водные растворы.
Формула изобретения
Способ обработки порошковых дета- лей, включающий электрохимическое травление заготовки, отличающийся тем, что, с целью повышения производительности и экологических показателей, в процессе травления на заготовку воздействуют 0 электрическим разрядом мощностью 0,1- 1,5 кВт/см , генерируемым в среде с удельной электропроводностью 0,05-0,2 см в течение 0,1-5 мин.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ жидкофазного синтеза многокомпонентного керамического материала в системе ZrO-YO-GdO-MgO для создания электролита твердооксидного топливного элемента | 2015 |
|
RU2614322C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ИЗ ПОРОШКОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2012 |
|
RU2615415C2 |
| ОТРИЦАТЕЛЬНЫЕ ЭЛЕКТРОДЫ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ЯЧЕЕК | 2019 |
|
RU2801308C2 |
| Способ формирования нанопористого оксида на поверхности имплантата из порошкового ниобия | 2015 |
|
RU2633143C2 |
| Способ обработки пористых изделий | 1984 |
|
SU1243904A1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ВЕНТИЛЬНОГО МЕТАЛЛА, ОБЛАДАЮЩИХ БОЛЬШОЙ УДЕЛЬНОЙ ПОВЕРХНОСТЬЮ И НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА | 2014 |
|
RU2678220C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОЛЯРИЗУЕМОГО ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО КОНДЕНСАТОРА | 2003 |
|
RU2254641C2 |
| ТВЕРДООКСИДНЫЕ ТОПЛИВНЫЕ ЭЛЕМЕНТЫ С НЕСУЩИМ АНОДОМ И С КЕРМЕТНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2342740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
Сущность изобретения заключается в том, что деталь подвергают электрохимическому травлению, в процессе которого на деталь воздействуют электрическим разрядом. Мощность разряда 0,1-1,5 кВт/см2. Разряд генерируется в среде с удельной электропроводностью 0,05-0,2 Ом, в течение 0,1-5 мин. 2 табл.
Таблица 2
| Способ обработки пористых изделий | 1984 |
|
SU1243904A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
