В известных станках для изготовления шторок воздушных фильтров нарезанные но заданным размерам стальные проволочные сетки загибают с двух сторон; загнутые концы сетки подвергают обжатию с носледующей точечной приваркой их к средней ее части. Последней операцией является просечка двух пазовНеобходимость загибать края сетки во встречных направлениях с перекрытием друг друга затрудняет механизацию процесса вследствие сложности этой операции, и поэтому изготовление шторок до сего времени производится вручную.
В предлагаемом станке эта операция осуш,ествляется при помоши магнитного стола. Заготовка, уложенная на столе своей средней частью, удерживается от смещения во время загибки краев двумя роликами, движуш,имися по копирам навстречу один другому.
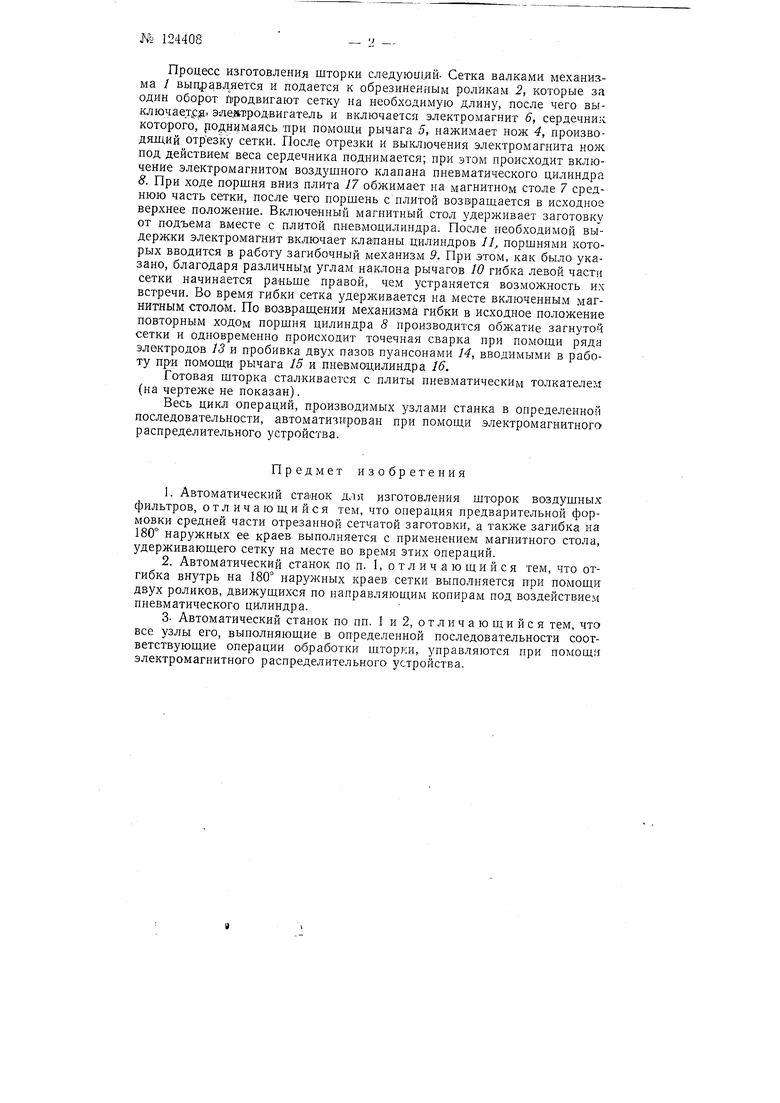
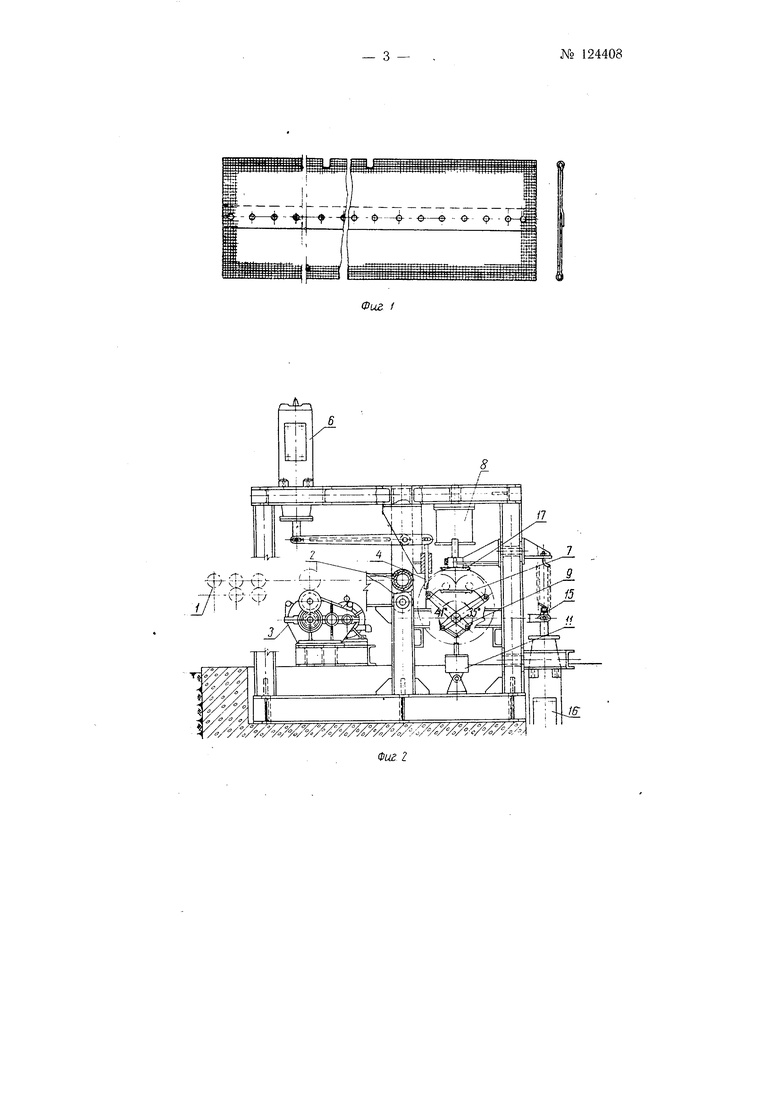
На фиг. 1 показана шторка воздушного фильтра; на фиг. 2-станок в общем виде; на фиг. 3-механизм загиба; на фиг. 4-магнитный стол.
Станок состоит из механизма 1 подачи и правки сетки и обрезиненных роликов 2 для отмер а ее, имеющих привод от электромотора через редуктор S. Отрезка отмеренной-сетки выполняется ножом 4, связанным рычагом 5 с сердечником электромагнита 6. Выполнение всех остальных операций производится на магнитном столе 7 при помощи пневматического цилиндра 8 и загибочного механизма 9, состоящего из двух пар рычагов 10, связанных С поршнями воздушных цилиндров 11. При ходе порщней цилиндров 11 вниз .рычаги 10, сближаясь, ведут за собой ролики }2, прижимаемые пружинами к нанравляющим, в качестве которых использованы боковые поверхности магнитного стола 7. В исходном положении рычаги расположены под углами 35 и 4Г (фиг. 2), благодаря чему загибаемые края сетки не встречаются. В плите магнитного стола 7 размещены электроды 13 контактной сварки и пуансоны 14 для пробивки пазов в сетке, связанные рычагом 15 со штоком нневматического цилиндра 16.
№ 124408
Процесс изготовления шторки следуюишй- Сетка валками механизма / выправляется и подается к обрезиненным роликам 2, которые за один оборот П1родвигают сетку на необходимую длину, после чего выключает,.1 ЭЛе: тродвигатель и включается электромагнит 6, сердечник которого, поднимаясь при помощи рычага 5, нажимает нож 4, производящий отрезку сетки. После отрезки и выключения электромагнита ноле под действием веса сердечника поднимается; при этом происходит включение электромагнитом воздзптного клапана пневматического цилиндра 8. При ходе поршня вниз плита 17 обжимает на магнитном столе 7 среднюю часть сетки, после чего поршень с плитой возвращается в исходное верхнее положение. Включенный магнитный стол удерживает заготовку от подъема вместе с плитой пневмопилиндра. После необходимой выдержки электромагнит включает клапаны цилиндров Л, поршнями которых вводится в работу загибочный механизм 9. При этом, как было указано, благодаря различным углам наклона рычагов 10 гибка левой части сетки начинается раньше правой, чем устраняется возможность их встречи. Во время гибки сетка удерживается на месте включенным магнитным столОМ. По возвращении механизма гибки в исходное положение повторным ходом поршня цилиндра 8 производится обжатие загнутой сетки и одновременно происходит точечная сварка нри помощи ряда электродов 13 и пробивка двух пазов пуансонами 14, вводимыми в работу при помощи рычага 15 и пневмопилиндра 16,
Готовая шторка сталкивается с плиты пневматическим толкателем (на чертеже не показан).
Весь цикл операций, производимых узлами станка в определенной последовательности, автоматизирован при помощи электромагнитного распределительного устройства.
Предмет изобретения
1.Автоматический ставок для изготовления шторок воздушных фильтров, отличаюшийся тем, что операция предварительной формовки средней части отрезанной сетчатой заготовки, а также загибка на 180° наружных ее краев выполняется с применением магнитного стола, удерживающего сетку на месте во время этих операций.
2.Автоматический станок по п. 1, отличающийся тем, что отгибка внутрь на 180° наружных краев сетки выполняется при помощи двух роликов, движущихся по направляющим копирам под воздействием пневматического цилиндра.
3- Автоматический станок по пп. 1 и 2, отличающийся тем, что все узлы его, выполняющие в определенной последовательности соответствующие операции обработки щторки, управляются при помощи электромагнитного распределительного устройства.