Изобретение относится к нанесе- нию покрытий газотермическими мет.ода- ми, в частности к оплавлению газотермических покрытий из самофлюсующихся сплавов, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - уменьшение коробления деталей с покрьп иями.
Согласно предлагаемому способу оплавление покрытия производят вначале сплошной полосой по его периметру, а дальнейшее оплавление производят последовательным чередованием оплавленных и неоплавленных участков покрытия от краев детали к центру.
Сплошную оплавленную полосу получают одновременным оплавлением всех границ покрытия, причем площадь этой полосы составляет 5-15% от общей площади покрытия; при оплавлении покрытий на деталях, работаюпщх в условиях возвратно-поступательного движения, центральную часть покрытия площадью 5-15% оставляют неоплавленной; оплавление покрытий на деталях, работающих в условиях вращательного движения, производят последовательным чередованием оплавленных и неоплавленных .радиально противоположных участков, центральную часть покрытия площадью 5-15% оставляют, неоплавленной.
При выполнении процесса оплавления покрытий в указанной последовательности происходит перераспределение остаточных напряжений по всей поверхности и объему детали, которое способствует уменьшению ее коробления
Сплошная оплавленная полоса по границе покрытия площадью не менее 5% от площади покрытия создает такое натяжение подложки, что остаточные напряжения, возникаю1дае в покрытии при зональном оплавлении участков, уже не могут вызвать значительного коробления детали.
При площади полосы более 15% наблюдается увеличение коробления дета1244204
15% недопустимо из-за снижения износостойкости покрытия.
Изобретение осуществляют следующим образом.
5 Напыляют на деталь покрытие самофлюсующегося сплава, например плазменной горелкой, затем производят оплавление покрытия в указанной последовательности подходящим источником
10 нагрева, например газовой горелкой.
Пример. Покрытие из самофлюсующего сплава марки ПГ-СР4 напыляют на пластины размером 125x70 мм толщиной 4, 6, 8 мм из стали 45.
(5 Покрываемую поверхность предварительно подвергали дробеструйной обработке.
Детали с нанесенным покрытием на- гревали до 1150 К, а затем при 1320 К
20 производили оплавление горелкой Москва.
Общая площадь, оплавленных участков покрытия находилась в пределах 60 - 85%.
25
Ю
35
40
45
При этом одни пластины оплавляли с чередованием оплавленнЬпс и неоплавленных участков, начиная от одного края изделия к другому, как в известном решении, а другие оплавлялись в соответствии с предлагаемым способом: вначале оплавлялась сплошная полоса по краям обрабатываемых пластин, а затем осуществлялось оплавление поэтапным чередованием оплавленных и неоплавленных участков покрытия от его краев к центру без оплавления центральной части покрытия площадью 5 - 15%. .
Наблюдали различную степень коробления оплавленных деталей в зависимости от. сравниваемых технологических приемов обработки металлизацион- ных покрытий.
Коробление пластин с оплавленными покрытиями после их охлаждения со скоростью 200 град/ч определяли по следующей методике.
Пластина устанавливалась на контрольно-поверочную плиту покрытием вниз. На этой же плите устанавливалась стойка с индикатором часового типа. Измерительный наконечник индикатора перемещался по ненапыленнсгй стороне пластины в двух взаимно перпендикулярных направлениях. За величину коробления измеряемой пластины принимали разность наибольшего и наименьшего показаний индикатора. Сред
ли уже в процессе оплавления такой полосы.
Наличие неоплавленной центральной части покрытия площадью не менее 5% положительно влияет на перераспределения остаточных напряжений, что при- водит к снижению коробления детали.
Увеличение площади неоплавленной центральной части до величины более
При этом одни пластины оплавляли с чередованием оплавленнЬпс и неоплавленных участков, начиная от одного края изделия к другому, как в известном решении, а другие оплавлялись в соответствии с предлагаемым способом: вначале оплавлялась сплошная полоса по краям обрабатываемых пластин, а затем осуществлялось оплавление поэтапным чередованием оплавленных и неоплавленных участков покрытия от его краев к центру без оплавления центральной части покрытия площадью 5 - 15%. .
Наблюдали различную степень коробления оплавленных деталей в зависимости от. сравниваемых технологических приемов обработки металлизацион- ных покрытий.
Коробление пластин с оплавленными покрытиями после их охлаждения со скоростью 200 град/ч определяли по следующей методике.
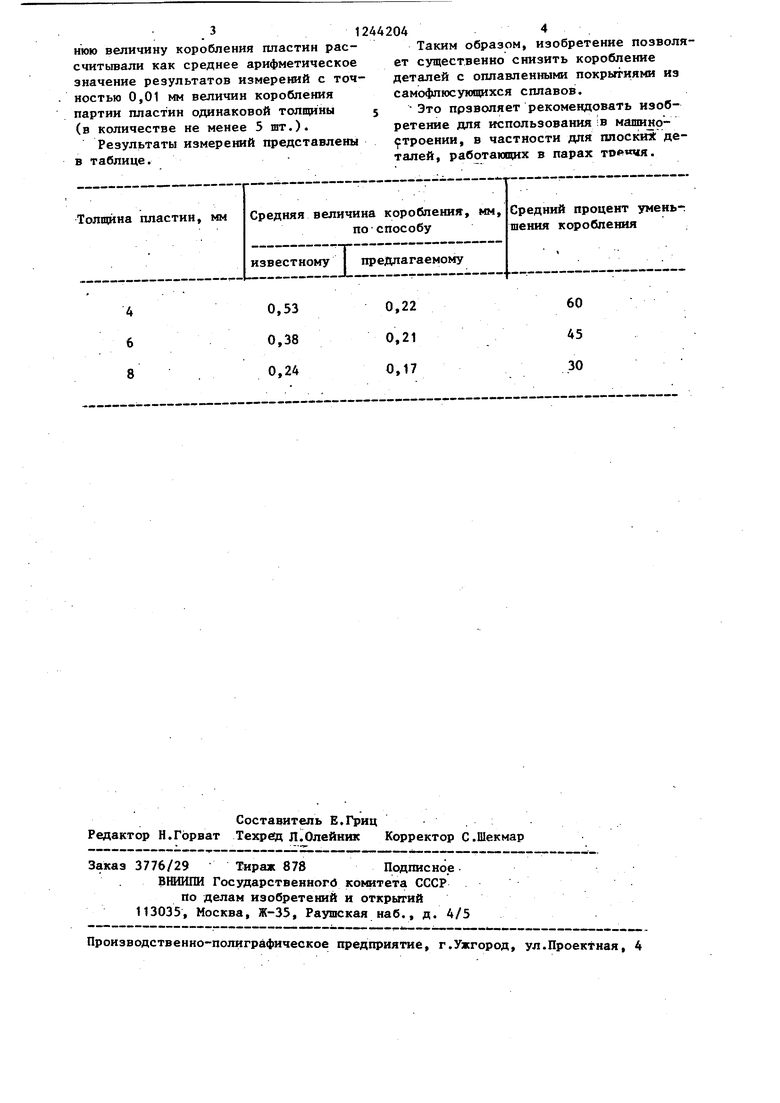
Пластина устанавливалась на контрольно-поверочную плиту покрытием вниз. На этой же плите устанавливалась стойка с индикатором часового типа. Измерительный наконечник индикатора перемещался по ненапыленнсгй стороне пластины в двух взаимно перпендикулярных направлениях. За величину коробления измеряемой пластины принимали разность наибольшего и наименьшего показаний индикатора. Среднюю величину коробления пластин рас- считьгоали как среднее арифметическое значение результатов измерений с точностью 0,01 мм величин коробления партии пластин одинаковой толщины (в количестве не менее 5 шт.).
Результаты измерений представлены в таблице.Толщина пластин, мм
Средняя величина коробления, мм, по Способу
известному
4 6 8
0,53 0,38 0,24
Таким образом, изобретение позволяет существенно снизить коробление деталей с оплавленными покрытиями из самофлюсующихся сплавов.
Это прзволяет рекомендовать изобретение для использования :в мапшно- троении, в частности для плоскшК деталей, работающих в парах .
Средний процент уменьшения коробления
I
предлагаемому
0,22 0,21 0,17
60 45 30
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлизационных покрытий | 1977 |
|
SU645984A1 |
| Способ обработки газотермических покрытий из самофлюсующихся сплавов | 1989 |
|
SU1713975A1 |
| Способ нанесения покрытий | 1987 |
|
SU1553569A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНЫХ ПОКРЫТИЙ | 1989 |
|
RU2021390C1 |
| СПОСОБ НАПЛАВКИ САМОФЛЮСУЮЩИХ ПОРОШКОВ | 1992 |
|
RU2042738C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2030472C1 |
| Способ получения покрытий | 1989 |
|
SU1742352A1 |
| СПОСОБ ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2198239C2 |
| Способ нанесения покрытий на основе самофлюсующихся сплавов | 1989 |
|
SU1816799A1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1993 |
|
RU2042728C1 |
| Антошин Е.В | |||
| Газотермическое напыление покрытий | |||
| М.: Машиностроение, 1974, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ обработки металлизационных покрытий | 1977 |
|
SU645984A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
