Изобретение относится к металлургии и предназначено для использова- вания нри скоростном охлаждении металла после горячей деформации в линии прокатного стана.
Целью изобретения является повьше- ние качества проката и сокращение отходов металла за счет отсечки воды при вводе в камеру переднего конца проката.
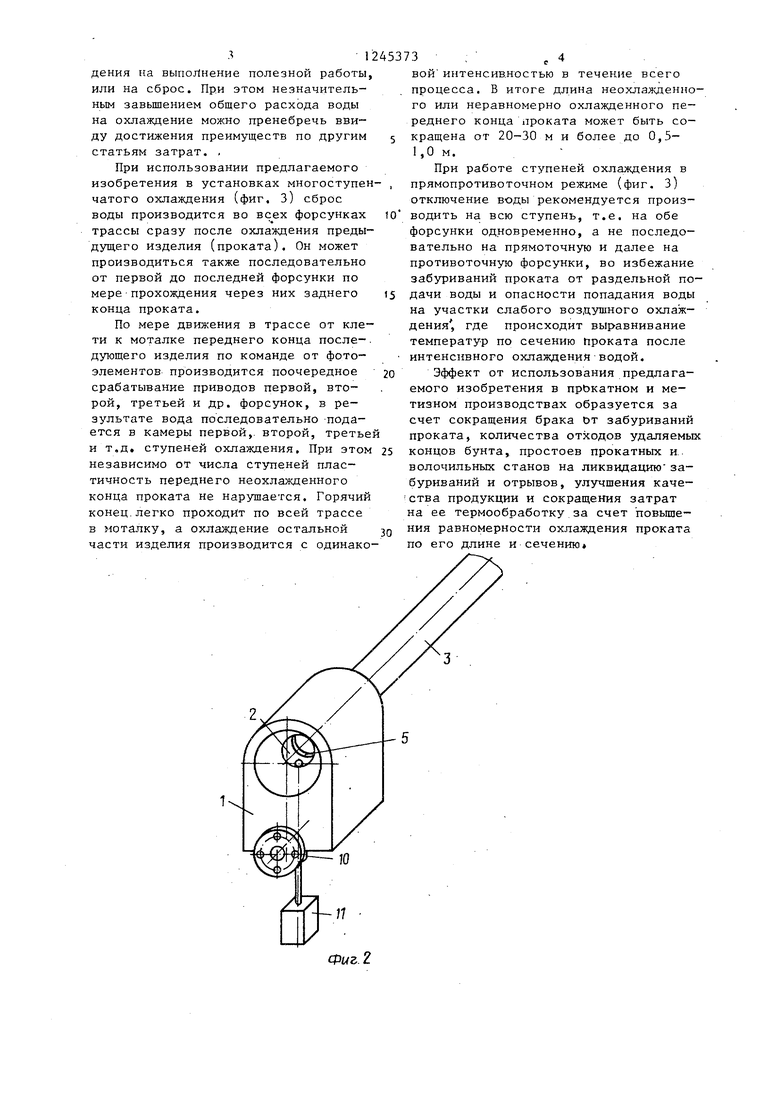
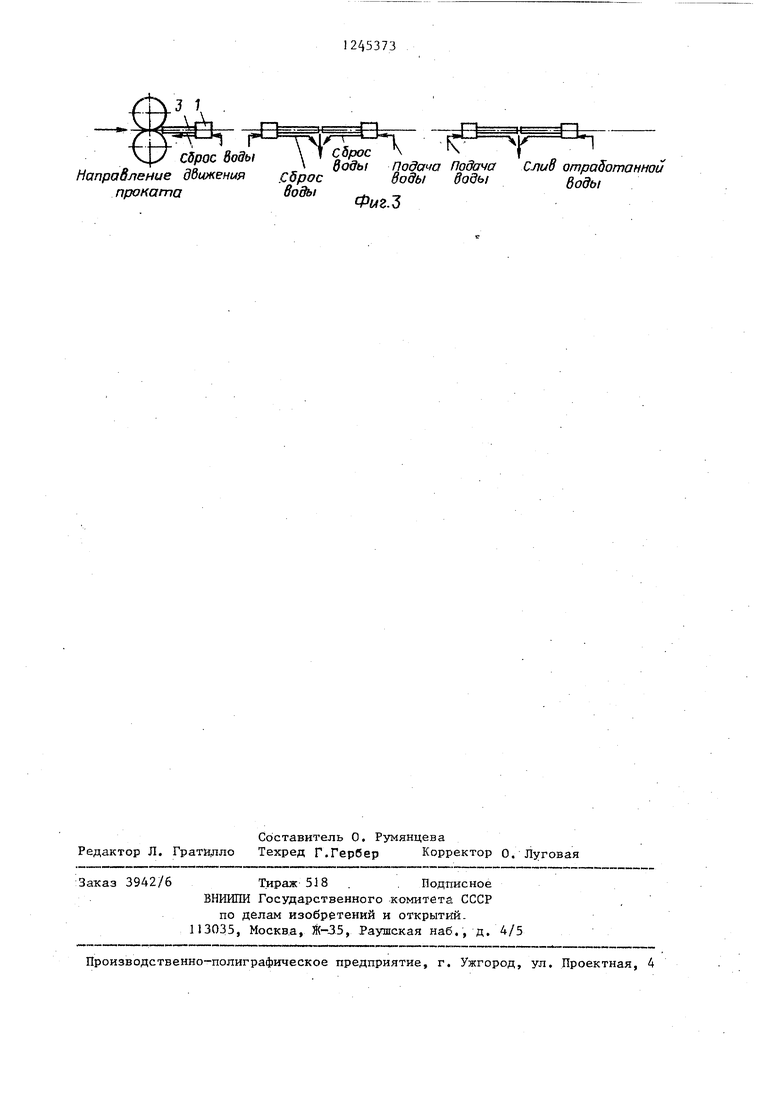
На фиг. 1 изображена форсунка, продольный разрез; на фиг, 2 - то же, общий вид; на фиг. 3 - установка устройства при многоступенчатом охлаждении .
В корпусе форсунки, содержащем канал 2 для прохождения проката в камеру 3 охлаждения, рабочую полость 4, окружающую этот канал, и наклонную кольцевую щель 5 выполнена дополнительная полость 6, из которой берут начало два канала 7 и 8 диаметром о. Один ,из них - подводящий, дрз гой - отводящий. Оба канала соединены поперечным сквозным клапаном 9,, содер- жа1цим стержень 10 с приводом II, и двумя отверстиями 12 и 13, ось первого из которых совпадает с осью подводящего канала 7, а ось второго отстоит от оси отводящего канала В на величину .
Полость клапана 9 сообщается с атмосферой через отверстие 14 в корпусе форсунки.
Равенство диаметров каналов 7 и 8 и отверстий 12 и 13 выбрано из условия простоты изготовления форсунки и обеспечения минимального гидравлического сопротивления при совмещении от- верстий и каналов 7 и 12, 8 и 13. В других специальных случаях рекомендации по равенству этих диаметров могут не соблюдаться.
Отверстие 13 в стержне Ю должно отстоять относительно отверстия 12 Б том направлении, где выполнен отводящий канал 8, и располагаться между отрерстием 12 и каналом 8,
Устройство работает следующим об- разом.
Движущийся прокат охлаждается в камере 3 водой, куда она нагнетается из рабочей полости 4 через кольцевую щель 5 форсунки. В рабочую полость 4 вода поступает из систем водоснабжения, пройдя путь через дополнительную полость 6, подводящий канал 7 и нор- мально открытое отверстие 12 в стерж45373не
10
О, занимающем с помощью привода 11 верхнее положение.
После выхода проката из камеры 3 и завершения процесса охлаждения данного изделия перемещением вниз стержня 10 от дистанционно управляемого привода 11 перекрьтается подводящий канал 7 и открывается отводящий канал 8, сечение которого совмещается с отверстием Л 3. В результате движения стержня 10 вниз поток воды кратковременно, на
1-2
равные интервалу
5
0
5
0
5
0
S
0
времени между прокаткой двух заготовок, направляется на слив, например в дренаж под клетью стана или на валки, обеспечивая прохождение через свободную от воды или частично заполненную водой камеру 3 горячего переднего конца последующего прокатываемого изделия. После выхода из камеры горячего конца заданной длины, равной 0,5-1,0 м, стержень 10 по команде возвращается в верхнее положение с помощью, например, возвратной пружины или в результате реверса привода 11, направляя веду через отверстие 2 в камеру охлаждения и перекрывая канал 8 отвода воды.
Отверстие 14 служит для Облегчения хода стержня 10 в клапане 9, устраняя разрежение в этой перемычке, образующееся при движении стержня 10 зниз.
Форсунка позволяет не только отсекать, но и регулировать расход подаваемой в камеру 3 воды за счет установки стержня 10 в промежуточное положение и частичного сброса во-. воды. Это может быть достигнуто с помощью наложения ограничений на ход привода 1.
Отверстия 12 и 13 в ст.ержне 10 могут быть заменены единой продолговатой щелью с сохранением расстояния между осями. При этом эффективность работы форсунки не нарушается, но гидравлическое сопротивление .подводящего канала возрастает за счет образования завихрений в ш.ели. Если отверстие 13 выполнить отстоящим от оси канала 8 на величину, не равную или не кратную D , то при сбросе -ВОДЫ сечения отверстия 13 и канала 8 не совместятся полностью, что по- 5 высит сопротивление канала 8,
Таким образом, перемещением стержня 10 форсунки вода периодически направляется или в камеру 3 охлаждения на выполнение полезной работы, или на сброс. При этом незначительным завьшением общего расхода воды на охлаждение можно пренебречь ввиду достижения преимуществ по другим статьям затрат. ,
При использовании предлагаемого изобретения в установках многоступен чатого охлаждения (фиг, З) сброс воды производится во всех форсунках трассы сразу после охлаждения предыдущего изделия (проката). Он может производиться также последовательно от первой до последней форсунки по мере прохождения через них заднего конца проката.
По мере движения в трассе от клети к моталке переднего конца после-. дующего изделия по команде от фотоэлементов производится поочередное срабатывание приводов первой, второй, третьей и др. форсунок, в результате вода последовательно -подается в камеры первой,, второй, третье и т.д. ступеней охлаждения. При этом независимо от числа ступеней пластичность переднего неохлажденного конца проката не нарушается. Горячий конец.легко проходит по всей трассе в моталку, а охлаждение остальной части изделия производится с одинаковой интенсив.ностью в течение всего процесса. В итоге длина неохла.жденно го или неравномерно охлажденного переднего конца iipoKaTa может быть сокращена от 20-30 м и более до 0,5- 1,0 м.При работе ступеней охлаждения в прямопротивоточном режиме (фиг. З) отключение воды рекомендуется производить на всю ступень, т.е. на обе форсунки одновременно, а не последовательно на прямоточную и далее на противоточную форсунки, во избежание забуриваний проката от раздельной подачи воды и опасности попадания воды на участки слабого воздушного охлаждения , где происходит выр авнивание температур по сечению проката после интенсивного охлаждения водой.
Эффект от использования предлагаемого изобретения в прЬкатном и метизном производствах образуется за счет сокращения брака От забуриваний проката, количества отходов удаляемы концов бунта, простоев прокатных и волочильных станов на ликвидацию за- буриваний и отрывов, улучшения каче- ства продукции и сокращения затрат на ее термообработку за счет повышения равномерности охлаждения проката по его длине и сечению
сбро
аправление дВижения проката
W
Сброс Воды
.Сброс боды
Сброс воды
Фм
т
е
CJJU0 отработанной воды
Фмг.З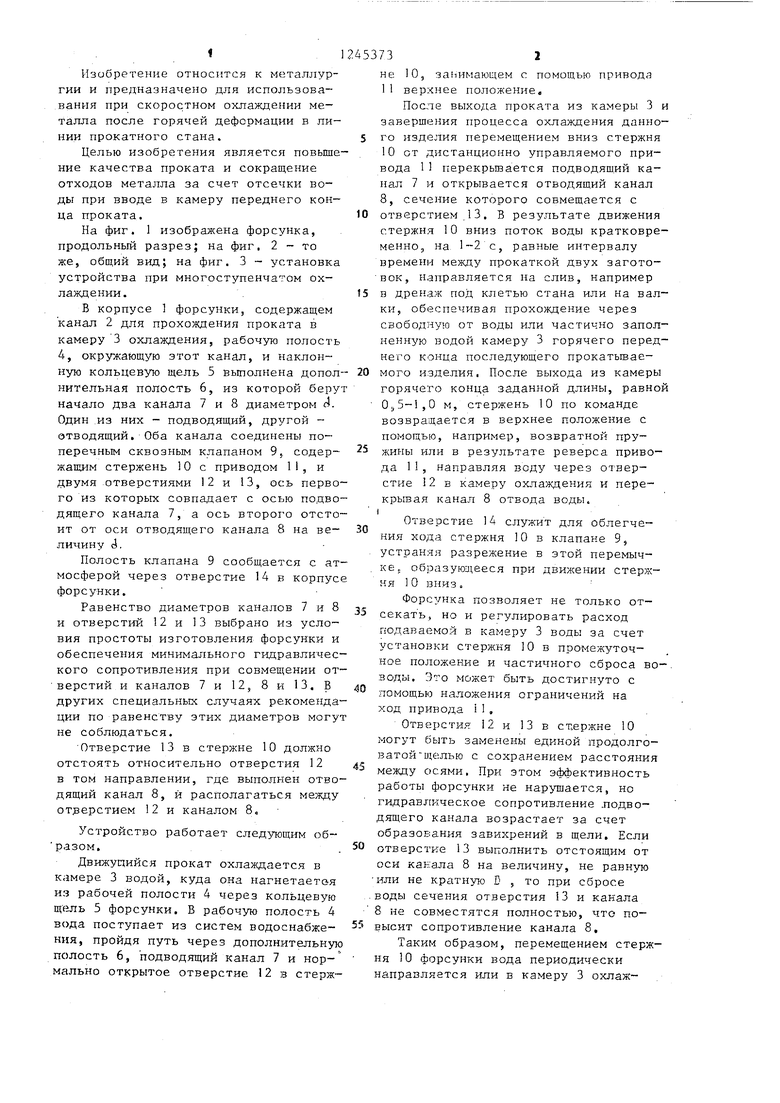
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889170A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для ускоренного охлаждения проката | 1981 |
|
SU1014922A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для охлаждения движущегося проката | 1985 |
|
SU1294406A1 |
| ОХЛАЖДАЮЩАЯ ТРАССА КРУГЛЫХ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2320436C1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Устройство для охлаждения мелкосортного проката | 1986 |
|
SU1400688A1 |
| Устройство для термического упрочнения сортового проката | 1981 |
|
SU1076462A1 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
Составитель О, Румянцева Редактор Л. Гратн-пло Техред Г.Гербер Корректор О. Луговая
3942/6
Тираж 518 . . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий. 113035, Москв.а, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Форсунка для охлаждения | 1977 |
|
SU737474A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Губинский и др | |||
| Уменьшение окали- нообразования при производстве проката | |||
| Киев: Техника;, 1981, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
