I , 1245
Изобретение относится к литейному производству, в частности к литник о в системам для заливки черных и цветных сплавов в литейные формы.
. Цель изобретения - повышение эф- фективности очистки металла при снижении трудоемкости и повьшение компактности.
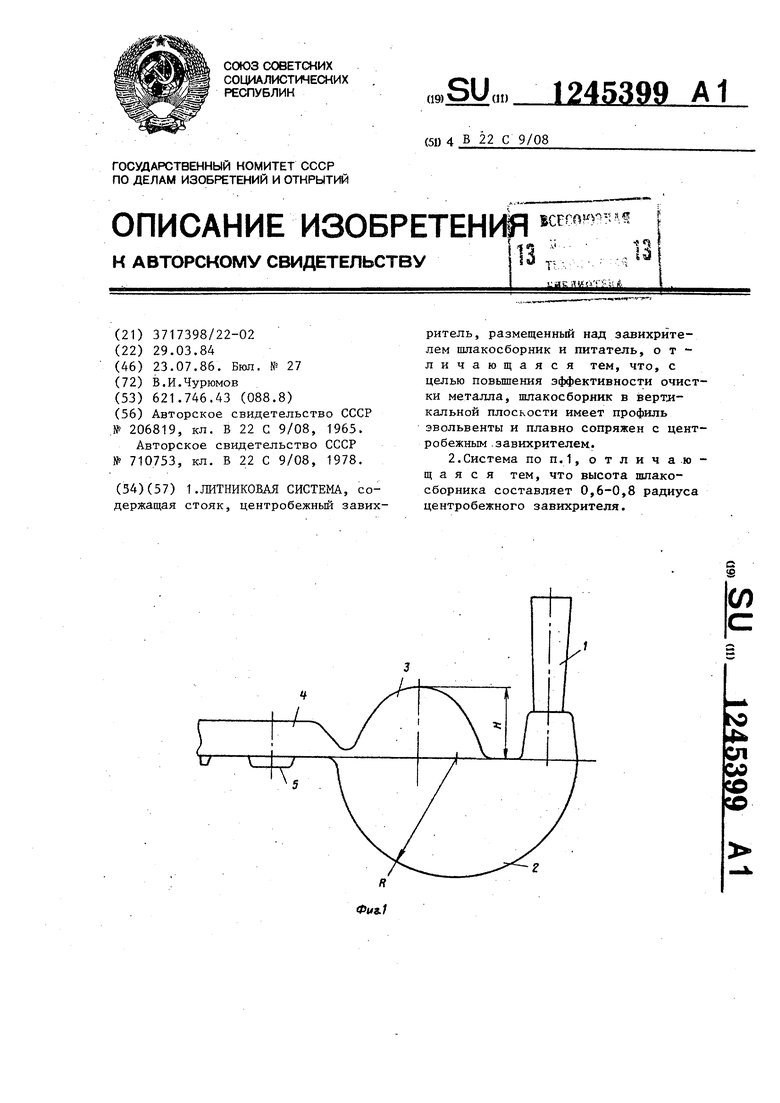
На фиг.1 представлена литниковая система, общий вид; на фиг.2 - то
Литниковая система содержит стояк 1, центробежный завихритель 2, ишакосборник 3, канал 4 отвода металла и питатель 5. Шлакосборник 3 по линии разъема формы имеет одинаковую с центробежным завихрителем толтцину, размещен над, ним и имеет высотуН , равную 0,6-0,8 его радиуса R .
Начиная от своего основания, т.е от линии разъема, шлакосборник 3 кверху гиперболически сужается в поперечном сечении. Его верхняя поверхность, плавно сопрягалась по линии разъема с центробежным завихрителем 2,, имеем в вертикальном сечнии эвольвентный профиль.
Литниковая система работает следующим образом.
Жидкий металл из стояка проходит в центробежньш завихритель и, дви- л аясь узким потоком по окружности радиуса R, закручивается и попадает в ишакосборник, где поднимается по
эвольвенте вверх. Под действием центробежной силы, возниканлцей в
результате поворота потока, металл, обладающий большим весом, прижимается к стенкам формы, а более легкие включения выталкиваются в центр полости, образованной шлакосборником и центробежным завихрителем. Сужение сечения потока металла в верхней части -шлакосборника создает раз ницу С1(:оростей металла по высоте, что также способствует отделению неметаллических включений от метал- ла и концентрации их в центральной части пшакосборника и центробежного завихрителя. Чистый металл, движущийся вдоль нижней стенки центробежного завихрителя, попадает в канал 4 отвода металла, а затем через питатель 5 в полость формы.
Соотношение между радиусом центробежного завихрителя и высотой пшакосборника -выбирается исходя из условий получения качествецной отливки без неметаллических включений, минимального размера литниковой системы и экономичного расхода жидкого металла.
Выполне.ние профиля шлакосборника по эвольвенте способствует более эффективной очистке металла от шлаковых включений, так как эвольвента (в отличие от окружности) имеет в каждой последующей точке изменяющийся радиус кривизны, что приводит при движении металла по ее профилю к изменению его скорости и, соответственно, скорости .шлаковых час- тиц и их лучшему разделению.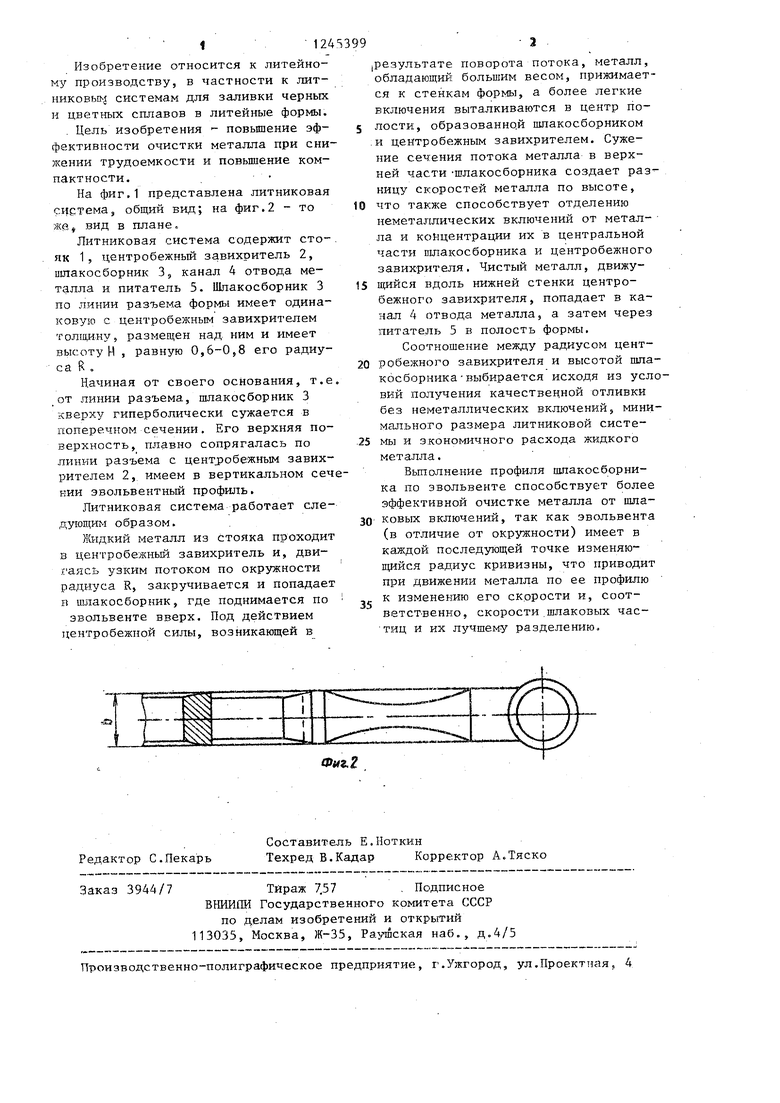
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система | 1978 |
|
SU710753A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 2008 |
|
RU2405650C2 |
| ЛИТНИКОВАЯ СИСТЕМА | 1968 |
|
SU206819A1 |
| Литниковая система | 1980 |
|
SU942863A1 |
| Литниковая система | 1980 |
|
SU869936A1 |
| Литниковая система | 1988 |
|
SU1719148A1 |
| Литниковая система | 1985 |
|
SU1294456A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литниковая система и способ литья с помощью нее | 2023 |
|
RU2815519C1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
Редактор С.Пекарь
Составитель Е.Ноткин
Техред В.Кадар Корректор А.Тяско
3944/7
Тираж 7.57 , Подписное ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.5 жгород, ул.Проектная, 4
| ЛИТНИКОВАЯ СИСТЕМА | 0 |
|
SU206819A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литниковая система | 1978 |
|
SU710753A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
