00 --а
ел
1Б -1
«.
11:«)бретение относится к линиям изготовления изделий из стружечно-клеевой смеси и может быть применено в деревообрабатывающей промышленности.
Цель изобретения -- рас11 иреиие технологических возможностей.
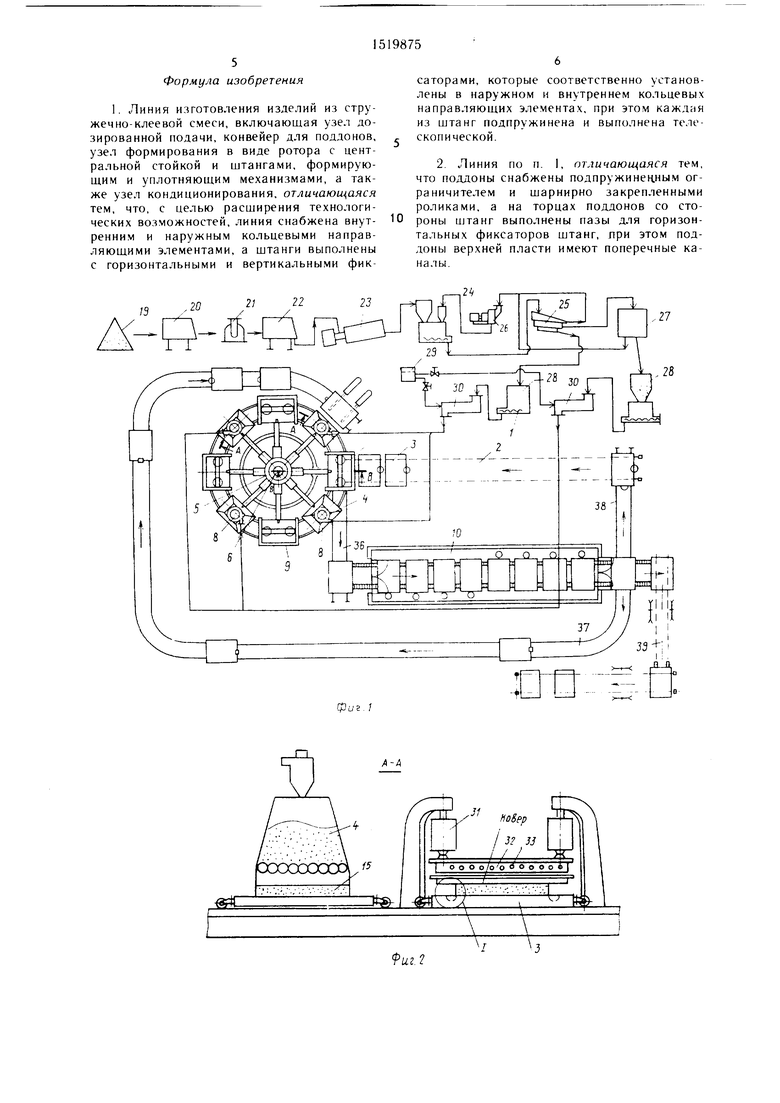
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2разрез
Л . на фиг. I; на фиг. 3наружный
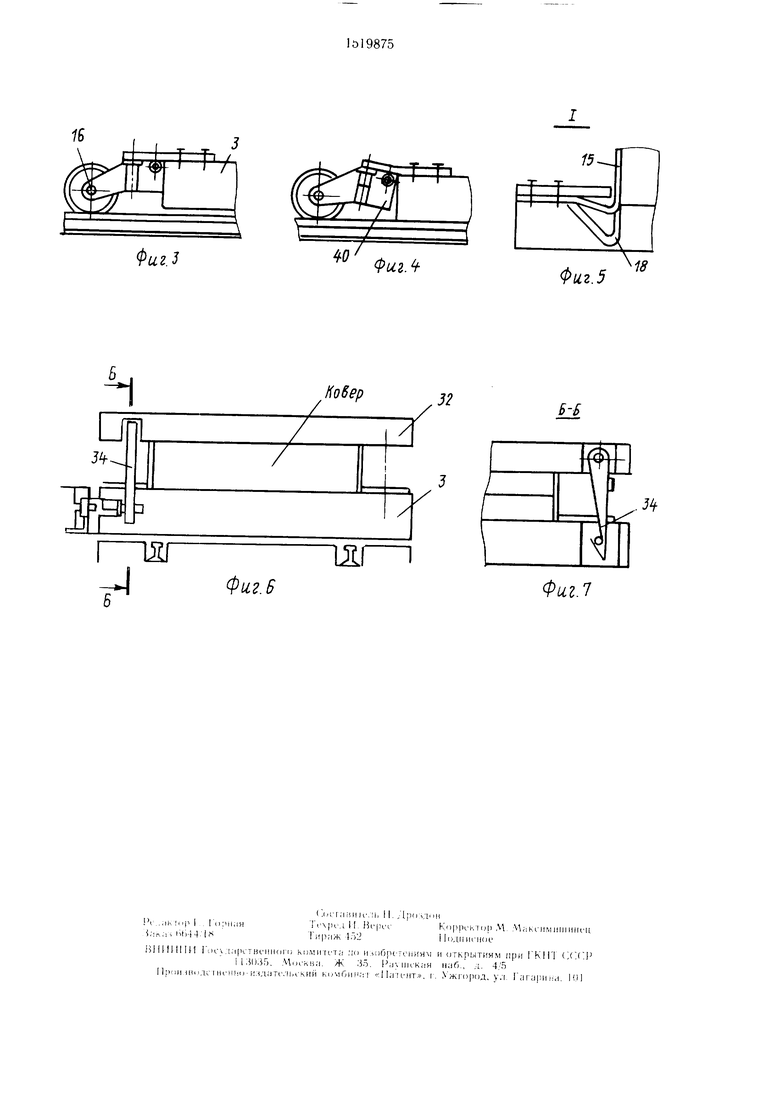
ро.чик в направляющих рельсах, закрепленный парнирно-подвижным в вертикальной плоскости; на фиг. 4 - то же, в работе; на . 5 узел I на фиг. 2; на фиг. 6 кассета с замковым креплением сжатого ковра между поддоном и плитой; на фиг. 7 разрез Б Б на фиг. 6; на фиг. 8 разрез В В на фиг. 1
.Чиния изготовления изделий из стружеч- ио-клеевой смеси включает узел 1 дозиро- нанной подачи, конвейер 2 для поддонов 3, узел 4 формирования в виде ротора 5 с центральной стойкой 6 и 1птангами 7, формирующими 8 и уплотнительными 9 механизмами, а также узел 10 ()ни- рования.
Линия снабжена внутренним 11 и наружным 12 кольцевыми направляющими уле- мсшами. а щтапги 7 выполнены с гори- о1гга.1ьными 13 и вертикальными 14 фиксаторами, которые соответственно установ- ц цы в наружном 12 и внутреннем 11 ,;,цевом направляющем элементе, при атом ка/клая из штанг 7 подпружинена и по.пн па телескопической. Поддоны Зснабже- цы подпружиненным ограничителем 15 и шарнпрно закрепленными роликами 16, а на горцах поддонов 3 со стороны штанг 7 выполнены пазы 17 для горизонтальных фикса горов 13 П1танг 7, при этом поддоны 3 по верхней нласти имеют ноиеречные каналы 18.
Кроме того, в лииии имеются последовательно расположенные склад 19, бункер 20 Д.1Я щепы, стружечный станок 21, бун- ке|1 22 сырых древесных частиц, сушилка 23, бункер 24 сухих древесных частиц, сортировка 25 с узлом 26 доизмельчения и воздушным сепаратором 27. а также про- межуточпые бункера 28 для раз.личных ({эракций, в которых размепгены у.з.лы 1 дозированной подачи. Далее расположены узел 29 приготовления связующего и смесители 3(1. Уплотнительные механизмы 9 содержат гидроцилиндры 31. опорные плиты 32 с э,-1ектрическими нагревательными элементами 33 и замковые приспособ.пения 34. Ротор 5 имеет привод 35. Линия вк.лючает также конвейер 36 для пакетов, а узел 10 кондиционирования связан с унлотняющим 9 и формирующим 8 механизмами посредством конвейеров соответственно 37 и 38 и 2. ;1ля подачи готовых изделий на склад в линии имеются конвейер 39 и упор 40.
5
0
5
0
5
0
5
,Линия работает следуюпиш образом.
Со склада 19 щепу подают в бункер 20 для щепы, затем на стружечный станок 21. Полученные древесные частицы перемещают в бункер 22 )1х древесных частиц, а затем сушат в 23. Подсушенные древесные частицы собирают в бункере 24 сухих древесных частиц, откуда их подают на сортировку 25. а зате.м собирают к пр(;межуточпом бупкере 28. В случае пеобходимости древесные частицы перерабатывают повторно в уз. 1е 26 доизмельчения. Из промежуточного бункера 28 с помощью узла 1 дозированной нодачи стружку выдают в смесители i30. Туда же подают связующее из узла 29 приготовления связующего. Осмоленные д)евесные частицы подают и узе.п 4 форми Н)вания. Конвейером
2lA.ia же подают поддон 3 Вначале на цоддоне 3 .ми)уют один слой с помощью первого формирующего механизма 8. Размеры ковра устанавливаются с помощью подпр жпненных ограничителей 15. К поддо- 1 3 с насыпанным ковром подводится штата 7 и входит своим горизонтальным (finKCHropoM 13 и паз 17 поддона 3
При этом lU p гик,), 1ьный (Ьнкгц-||/р 14 Hi.4 .ipt MH нахо.чии и ы, ( иш-м ко. П.-- IH4USM . 1Я)1Ц1Л i.ii Mf iTc II, ро,1ики
Hi 11(1 LIlUiOB 3в ИЛр-. ЖИОМ К0.1ЬЦеи(1 .i;i iipjiii, э.к мси с 12 I -,; тонч; - 1-ии ||)1рмирования по.тдпи . 5 i .i-i пе- рг ме1цик г пос редством пмво|юта ро ора , по и,ч|1ужном кольцевомч n;iправляк)шем э, 1е- NU iii} 11 в сто);нч , lo i hnne, ii,HMi г) меха- ии 1ма 9 и уел анав. ;ин:)К)Т 11(д чи о, где цр .псходит с ПОМОЩЬ ; I и;1р(;:л. 1индров ,31 и опорной плит л 3:2 М1)д 1 иччг|цк;| с под;)- rprB(j I iKKjTHiMUK i ni ;)n(j|i С ijiopj м И, )о ва н- нчго с.юн. Фиксация п млдона 3 П. И)тняе- слоем осуществляется с помощью зам- ково() приспособления 34. Лалее поддон
3освобождают и передают носредс вом вращения ро юра 5 на с, 1едуюший формирующий механизм д:1Я 1асыпки вт())Г)го слоя. ij зап мnii уплотнительпый мсхани.зм 9 Так прои1 Ходи 1 до и-х пор, пока не и irtjTOBvrr KoEic;) из необходимого ис,1а слоев.
По окончании работ:,: по изготовлению отп|чччч)ванного изде 1ия щтангой 7 пере- меиьзют готовое на конвейер 36 л,.1я подачи его в у; ,ол И) кондициониро- . После этого изделие освобождают от опорной плиты 32 и поддона 3. Опорные плиты 32 возвращают с помощью конвейера 37 к уплотнительны.м механизмам 9. ПОДДОН) 3с помощью конвейера 38 к
||)ормп 1 к1щим механизмам, а ютовое изде- ,|ие на склад 11.11кл повторяют.
,Тиния обеспечивает Р ыпуск древесных п,1ит различной Т0.1ЩИНЫ и различного ассортимента 11родук 1ии.
Формула изобретения
1. Линия изготовления изделий из стру- жечно-клеевой смеси, включающая узел дозированной подачи, конвейер для поддонов, узел формирования в виде ротора с центральной стойкой и штангами, формирующим и уплотняющим механизмами, а также узел кондиционирования, отличающаяся тем, что, с целью расширения технологических возможностей, линия снабжена внутренним и наружным кольцевыми направляющими элементами, а щтанги выполнены с горизонтальными и вертикальными фик
саторами, которые соответственно установлены в наружном и внутреннем кольцевых направляющих элементах, при этом каждая из штанг подпружинена и выполнена телескопической.
2. Линия по п. I, отличающаяся тем, что поддоны снабжены подпружинеаным ограничителем и шарнирно закрепленными роликами, а на торцах поддонов со стороны выполнены пазы для горизонтальных фиксаторов щтанг, при этом поддоны верхней пласти имеют поперечные каналы.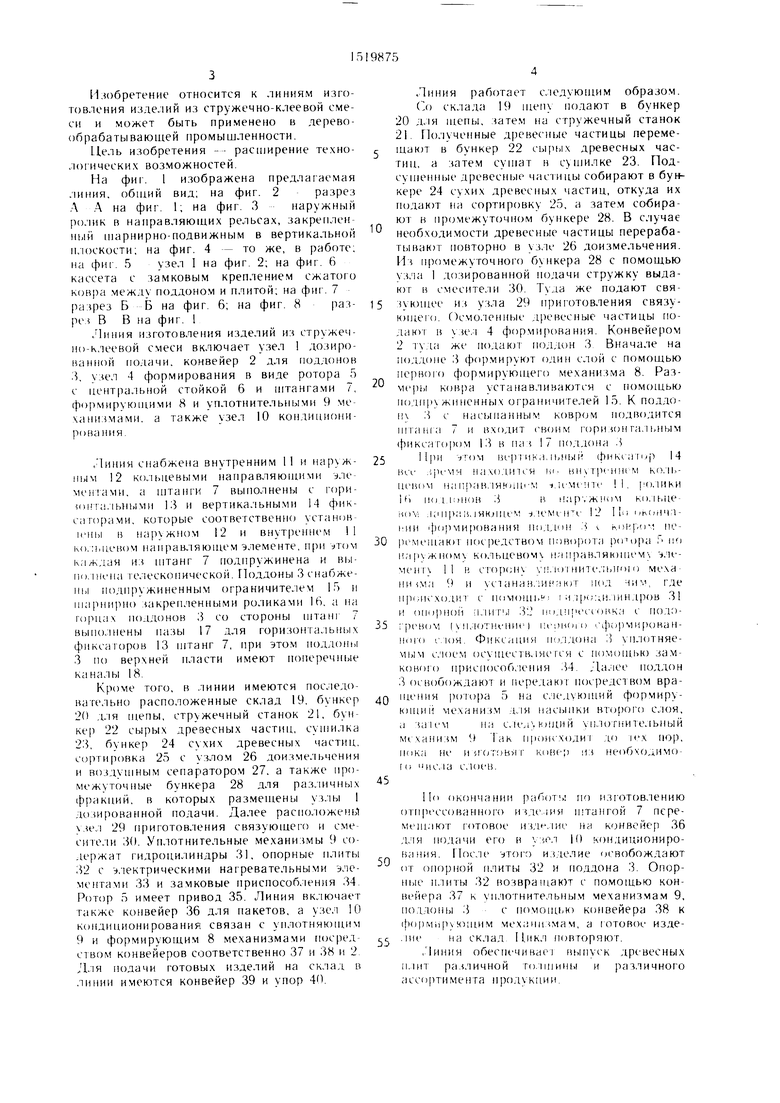
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия подготовки древесных частиц в производстве древесностружечных плит | 1986 |
|
SU1390032A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДРЕВЕСНЫХ СТРУЖЕК | 1964 |
|
SU214445A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - расширение технологических возможностей. Линия снабжена внутренним 11 и наружным 12 кольцевыми направляющими элементами и штангами 7, которые выполнены с горизонтальными 13 и вертикальными 14 фиксаторами, установленными соответственно в наружном 12 и внутреннем 11 кольцевых направляющих элементах. Поддоны 3 снабжены подпружиненным ограничителем и шарнирно закрепленными роликами 16, а на торцах поддонов 3 со стороны штанг 7 выполнены пазы 17 для горизонтальных фиксаторов 13 штанг 7, при этом поддоны 3 имеют поперечные каналы. На поддоне 3 формируют ковер. Размеры ковра устанавливают с помощью подпружиненных ограничителей. К поддону 3 с насыпанным ковром подводится штанга 7 и входит своим горизонтальным фиксатором 13 в паз 17 поддона 3. При этом вертикальный фиксатор 14 находится во внутреннем направляющем элементе 11, ролики 16 поддонов 3 - в наружном кольцевом направляющем элементе 12. По окончании формирования поддон 3 с ковром перемещают посредством поворота ротора под уплотняющий механизм, затем под формирующий механизм для формирования второго слоя и т.д., пока не образуется ковер из необходимого количества слоев. По окончании работы отпрессованное изделие штангой 7 перемещают на конвейер. 1 з.п. ф-лы, 8 ил.
/Э
,20
21
22
фиг,;
.27
А-А
hoSep
I 32 33
I / /
OOP о о о о о 6Т
Е
гттГ7
(
liZ.I
г
Фиг.З
15S
Фиг.
Фиг.5
18
J4
фц,г.1
| Бирюков В | |||
| И | |||
| Справочник по дре- весно-волокнистым плитам | |||
| - М. | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Минин А | |||
| И | |||
| Те.хнология пьезотер.мо- пластиков | |||
| -- М.: Лесная промьпиленность, 1965, с | |||
| . | |||
