Изобретение относится к порошковой металлургии, в частности к устройствам для прессования изделий из порошковых материалов (фильтрующи элементов), и является -усовершенствованием изобретения по основному авт. св. № 461848.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения получения изделий с переменной плотностью по сечению.
На чертеже представлено предлагаемое устройство, разрез.
Устройство состоит из верхнего прессующего органа 1, выполненного в виде шнека с трапедеидальной нарезкой, нижнего прессующего органа 2 выполненного в виде разъемной гильзы, промежуточного вала 3, диаметр которого равен внутреннему диаметру нарезки шнека 1. Верхнуш и нижний прессующие органы заключены в корпус 4. Осевое перемещение гильзы 2 регулируется устройством 5. В верхней части корпуса размещены загрузочные бункеры. Размеры трапедии находятся между собой в соотношении
0,35 4 I 1 ,
где Ь и (X - длины меньшего и боль- щего оснований трапе- ции, соответственно.
Устройство работает следующим образом. .
При вращении шнека 1 порошок из бункера подается в зону уплотнения. Поскольку канавки шнека в нормальном сечении имеют форму трапеции, порошок, продвигаясь по нарезке, приобретает форму элемента в виде винтовой пружины, профиль которого совпадает с профилем канавки шнека. В зоне формования витки винтового элемента
2
d6
dM
de dM
54,7 54,7
47,9 53,2 47,9 50,0
5
0
5
0
5
соединяются и спрессовываются, образуя длинномерное трубчатое изделие, причем наиболее уплотненными оказываются те участки витков, которые имеют большие размеры в направлении прессования. Давление, необходимое для прессования, обеспечивает устройство 5. По мере прессования гильза вместе со спрессованной частью изделия выд,вигается из корпуса 4. Прессование заканчивается, когда гильза полностью выйдет из корпуса. После этого блок, состоящий из гильзы с заключенными в ней изделием и промежуточным валом 3, отсоединяется.- от устройства 5 и шнека 1. Спрессо- ванное изделие извлекается из блока. Длина изделия соответствует длине гильзы 2.
В том случае, когда меньшее основание трапеции канавки.шнека расположено на внутреннем диаметре его нарезки, плотность фильтрующего элемента, изготавливаемого устройством, возрастает от внутренней поверхности к наружной. В случае расположения меньшего основания трапедии канавки шнека на наружном диаметре его нарезки плотность фильтрующего элемента уменьшается от внутренней поверхности к наружной. ,.
В.ТОМ случае, когда д- -- 1, т.е., основания трапеции равны между собой, получить переменную плотность по сечению изделия невозможно.
JL
В том .случае, когда 0,35, порошкообразный материал уплотняется -до максимального значения в большей части канавки шнека и вследствие этого излишек материала вьщавливает- ся в радиальном напряжении, что приводит к выравниванию плотности по сечению изделия.
60,3 68 О 75,458,7
56,9 58,8 60,758,2.
61,4 69,652,9
51,7 53,252,6
П р и м е ч а.н и е: dg - диаметр фильтра, соответствующий большему основанию трапеции проф йля канавки шнека; d - диаметр фильтра, соответствующий меньшему осно- ; .ванию трапеции профиля канавки шнека.
Изменяя геометрические параметры
чин отношения g перепад плотности профиля канавки шнека, можно получать по диаметру фильтров увеличивается
необходимое распределение плотности по сечению изделия (фильтрующего злемента).
В таблице приведены экспериментальные данные изменения величинплотности по диаметру фильтров в зависимости от геометрических параметров канавки шнека для разны материалов.
Из анализа экспериментальных данных видно, что при уменьшении велиРедактор А.Сабо
Составитель Г.Загорская
Техред О.Сопко Корректор С.Шекмар
Заказ 3947/9Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Призводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,3
Продолжение таблицы.
и макисмальное значение перепада плотности соответствует минимальному значению отношения §- « когда h. Ю,35. Таким образом с помощью предлагаемого устройства можно получать фильтры с переменной по сечению плотностью, что обеспечивает их более высокие эксплуатационные параметры.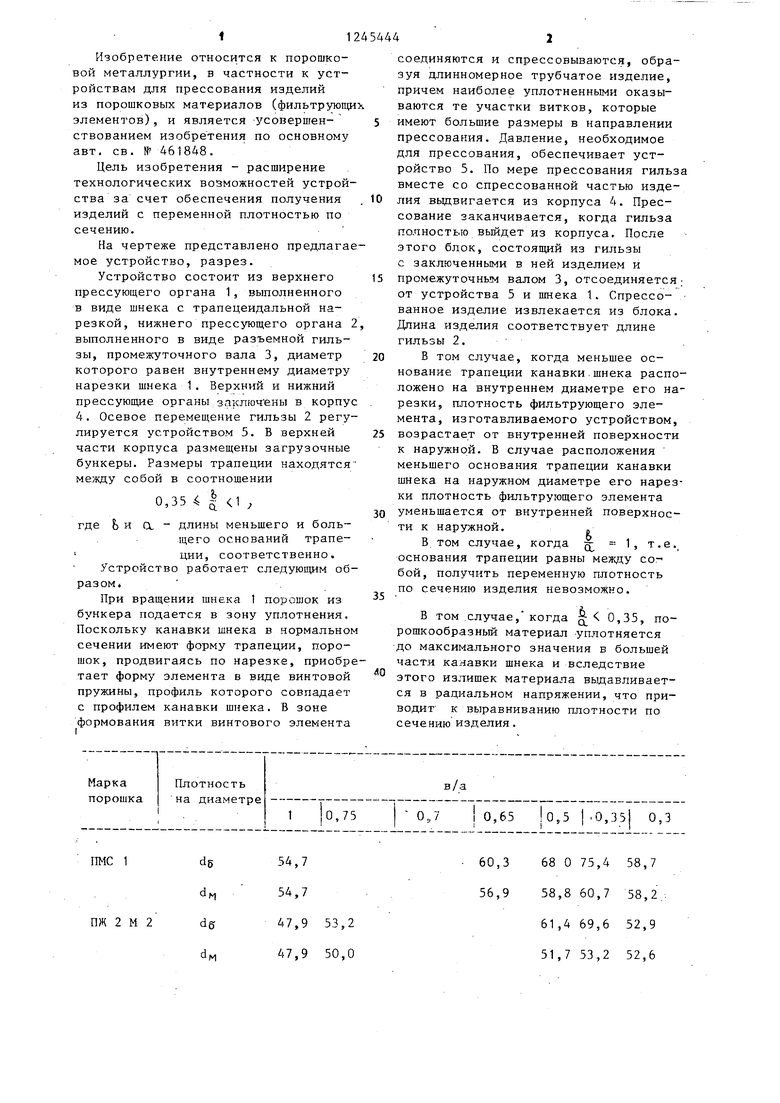

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошковых материалов | 1988 |
|
SU1565725A2 |
| Устройство для непрерывного формования изделий из порошков | 1988 |
|
SU1586856A1 |
| Устройство для прессования изделий из порошковых материалов | 1988 |
|
SU1538999A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для непрерывного формования изделий из порошков | 1982 |
|
SU1039647A1 |
| ЭКСТРУДЕР ШНЕКОВЫЙ | 2021 |
|
RU2780836C1 |
| Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке | 1985 |
|
SU1290135A1 |
| Экструдер | 2019 |
|
RU2715394C1 |

| Авторское свидетельство СССР ., .№461848, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
