Изобретение относится к конденсаторостроению, в частности к технологическому оборудованию для намотки рулонных конденсаторов.
Известно устройство для намотки секций конденсаторов, содержап1ее размещенные на станине ншиндели для рулонов лент фольги и диэлектрика, направляющие ролики, поворотную планшайбу с намоточными оправками И
Однако известное устройство очен сложно по конструкции и малопроизводительно, так как планшайба совершает периодические остановки вращения.
Наиболее близким к предлагаемому по технической сущности является устройство для намотки секций конденсаторов , содержащее установленные на станине шпиндели для рулонов лент анодной и катодной фольги и диэлектрика, направляющие ролики и планшайбу с секторами, намоточными оправками и механизмами- отрезки Ти прижима лент анодной и катодной фольги и диэлектрика с отрезными ножами и прижимами 2j .
Недостатками известного устро ства являются низкая производительность работы и ухудшение качества наматываемых секций конденсаторов. Это объясняется тем, что не обеспечивается непрерывное сматывание лен анодной и катодной фольги на мерную длину необходимости остановки перемещения лент анодной и катодной фольги во ох отрезки и образования интервалов между отрезанными фольговыми пластинами, необходимых для обеспечения определенного взаимного расположения анодных и катодных Пластин для гарантированного перекрытия их концов лентами бумаги в процессе формирования пакетов. При,этом прерывистое перемещение лент фольги из-за неизбежности рывков вследствие остановки движения подающих их механизмов не устраняет вероятности обрыва лент фольги и не позволяет производить ,их сматывание с рулонов с достаточно большой скоростью. Кроме того, в известном устройстве не обеспечивается с достаточной точностью определенное взаимное расположение выводов в секции при намотке вследствие того, что в процессе формирования пакета не исключается возможность проскальзывания анодных и катодных пластин с присоединенными выводами при их вклгщываиии между движущимися лентами бумаги, а в процессе транспортирования пакета в зону намотки не исключается возможность взаимного смещения анодных и катодных пластин между лентами
бумаги из-за отсутствия постоянного прижима и надежной их фиксации. Поэтому качество наматываемых секций из-за отклонений взаимного расположения выводов ухудшается, что затрудняет автоматизацию сборки конденсаторов с однонаправленными выводами, включающую монтаж уплотнительных и изолирующих элементов на выводы.
Цель изобретения - повыи.ение производительности и улучшение качества за счет исключения возможности смещения лент анодной и катодной фольги.
Цель достигается тем, что устройство для намотки секций конденсаторов , содержащее установленные на станине шпиндели для рулонов лент анодной и катодной фольги и диэлектрика, направляющие ролики и планшайбу с секторами, намоточными оправками и механизмами отрезки и прижима лент анодной и катодной фольги идиэлектрика с отрезными ножами .и прижимами, снабжено неподвижно установленным соосно с план-шайбой дисковым копиром, рабочий профиль которого выполнен в виде двух дуг различных радиусов, а секторы планшайбы установлены с возможностью взаимодействия с дисковым копиром, причем прижим и отрезной нож механизмов прижима и отрезки лент анодной фольги и диэлектрика размещены на секторах, а отрезной нож и прижим механизмов прижима и отрезки катодной фрльги и диэлектрика размещены на планшайбе.
На фиг. 1 изображена принципиаль- ;
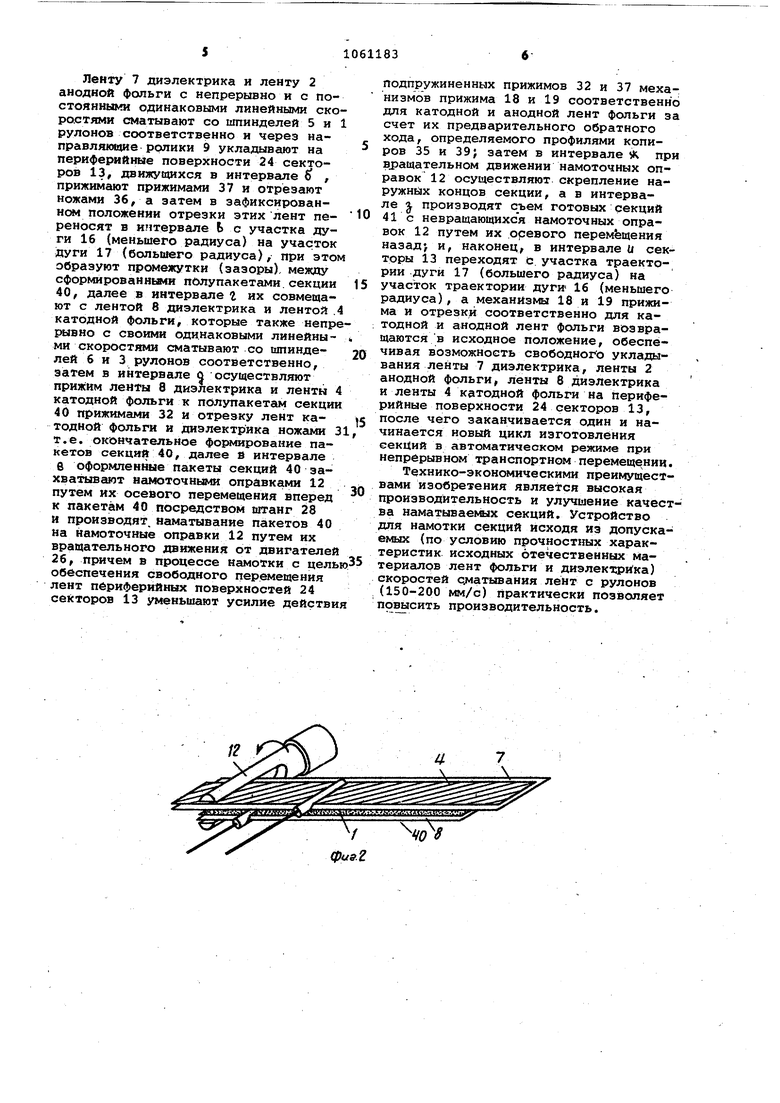
ная схема намотки секций; на фиг. 2 схема пакета секции перед намоткой, нафиг. 3 - схематическое изображение устройства для намотки секций/ на фиг. 4 - разрез А-А на фиг. 3, на
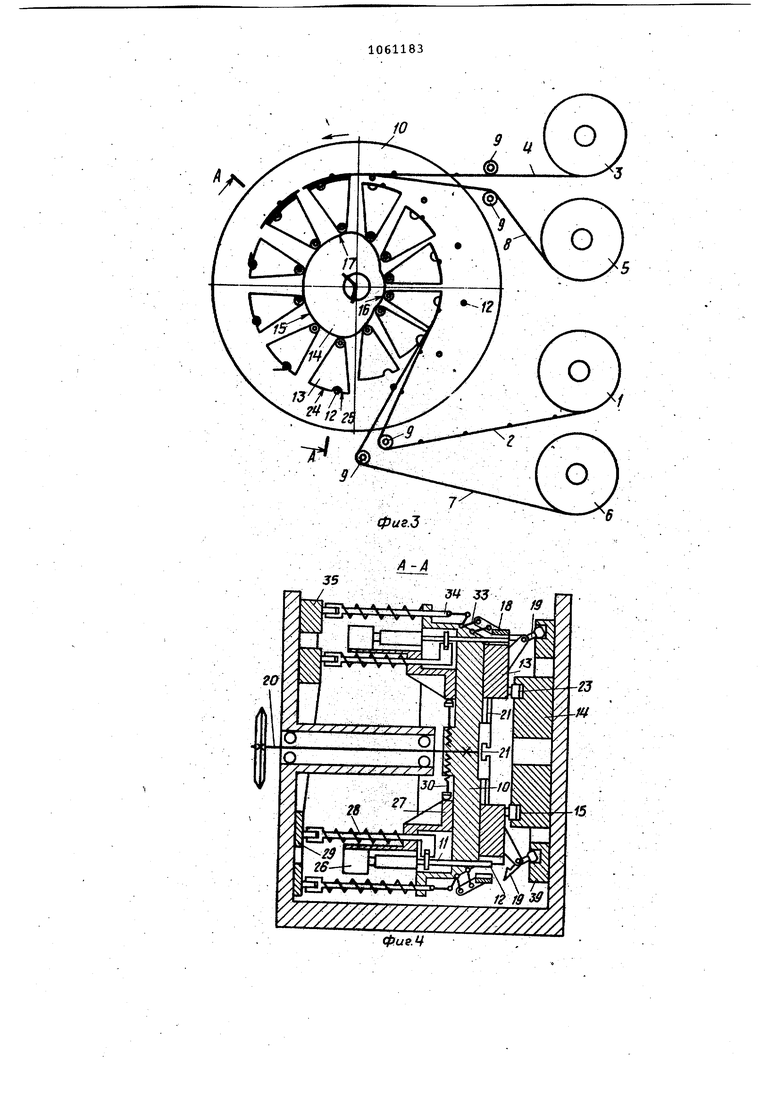
фиг. 5 - взаимное расположение сектора и механизмов отрезки лент анодной, катодной фольги идиэлектрика.
Устройство содержит установленные на станине (не показано) шпиндель 1 :
для рулона лент 2 анодной фольги, шпиндель 3 для рулона лент 4 катодной фольги, шпиндели 5 и б для лент 7 -И € диэлектрика, направляющие ролики 9, планшайбу 10, установленные на ней с возможностью осевого перемещения шпиндели 11 с намоточными оправками 12 и подвижные секторы 13. Устройство также снабжено уст,ановленным-соосно с планшайбой 10 неподвижный дисковым копиром 14, имеющим
замкнутый рабочий профиль 15, который выполнен в виде двух дуг 16 и 17 различных радиусов, .размещенными на ш ашяайбе 10 механизмами 18 прижима и отрезки лент 4 катодной фольги и
лент 8 диэлектрика и размещенные на секторах 13 механизмы.19 прижима, отрезки лент 2 анодной фольги и лент 7 диэлектрика. Планшайба 10 соединена посредством вала 20 с приводом (не показано для непрерывного с постоянной скоростью вращения и имеет радиальные пазы 21, в которых размещены направляющие 22 секторов 13, причем секторы 13 посредством роликов 23 взаимрдействуют с рабочим профилем 15 дисг кового копира 14. На секторах 13 выполнены периферийные поверхности 24 для размещения лент 2 и 4 анодной и катодной фольги и лент 7 и 8 диэлектрика. Для возможности свободного прохода намоточных оправок 12 на периферийных поверхностях 24 секторов 13 выполнены пазы 25. Шпиндели 11 намоточных оправок 12 кИнематически связаны с электродвигателями 26 постоянного тока, установленными на кронштейнах 27 планшайбы 10 Для осевого перемещения шпинделя 11 намоточных оправок 12 устройство снабжено размещёнными в кронштейнах 27 подпружиненными штангами 28, кото рые взаимодействуют с дополнительн1Ф неподвижным копиром 29, а для радиального перемещения шпинделей 11 намоточных оправок 12 служат винты 30 кронштейнов 27. Каждый механизм 18 прижима и отрезки лент 4 катодной |фольги и ленты 8 диэлектрика содержи ; нож 31, подпружиненный прижим 32 и. .кинематически соединен посредством системы рычагов 33 и подпружиненного штока 34 одним дополнительным копиром 35, установленным соорно с планшайбой 10. Каждый механизм 19 прижима и отрезки лент 2 анодной фол ги и ленты 7 диэлектрика содержит нож 36, подпружиненный прижим 37и кинематически соединен посредством двухплечего рычага 3 8 со своим копиром 39. для удобства понимания работ устройства на принципиальной схеме показаны: мтрихпунктИрной линией Б траектория перемещения лент 2 анодно фольги, лент 4 катодной фольги, лент 7 и 8 диэлектрика, пакета 40 секции конденсатора и намотанной секции 41 конденсатора, стрелками на,правление движения по траектории б и направле ние вращения намоточных оправок 12, а фигурными скобками позиционные интервалы перемещения элементов секции конденсатора в процессе намотки секции, причем: интервгш б - интервал транспортного перемещения по дуге 16 ленты 7 диэлектрика, ленты 2 анодной фольги, в котором осуществляется при жим и отрезка анодной фольги и диэлектрика; Ь - интервал перемещения отрезанных анодной фольги и диэлектрика при переходе их с участка дуги 16 (меньшего радиуса) на участок дуги 17 (большего радиуса); 1 - интервал перемещения по дуге 17, в осуществляется определенное совмещение отрезанных лент анодной фольги и диэлектрика с лентой 4 катодной фольги и диэлектрика 8/ - интервал, в котором осуществляется прижим и отрезка лент катодной фольги и диэлектрика 8, т.е. окончательное формирование пакета 40 секций перед намоткой; е т интервал, в котором осуществляется захват намоточными оправками 12 пакета 40 секций и наматывание/ ; - интервал, в котором осуществляется скрепление наружных концов лент намотанной секции 41 конденсатора/ J - интервал, в котором осуществляется съем (сброс) готовых секций 41 конденсатора с опра.вкой 12; U - интервал - подготовки к новому операционному циклу. . Шаговые расстояния между секторами 13 (по их периферийным поверхностям 24) при перемещении их по траектории, эквидистантной профилю дискового копира 14 в зоне дуги 16 (меньшего радиуса), соответствуют длинам анодных пластин и прокладок отрезанных от лент, а при перемещении секторов 13 по траектории, эквидистантной профилю дискового копира 14 в зоне дуги 17 (большего радиуса), соответствуют длинам катодных пластин и прокладок f а также шаговым расстояниям между шпинделями намоточных оправок 11. Для осуществления намотки секции другой длины соответственно.изменяют траекторию движения секторов 13, например, путем замены копиров 14 и 39 на копиры с соответственно измененными рабочими профилями, а также изменяют положение шпинделей 11 намоточных оправок 12 путем их радиального перемещения винтами 30. Устройство для намотки секций конденсаторов работает следующим образом. . После проведения подготовительных операций, заключающихся в том, что : на периферийную поверхность 24 одного из секторов 13, находящегося в позиционном интервале 5 , укладывают конец ленты 7 диэлектрика и поверх нее конец ленты 2 анодной фольги и прижимают прижимом 37 к поверхности 24, а на периферийную поверхн.ос,ть 24 одного из секторов 13, находящегося в интервале , поверх предварительного отрезанной анодной фольги и диэлектрика уклгщывают и прижимают прижимом 32 концы ленты 8 диэлектрика и ленты 4 катодной фольги, после-уюЩие операции осуществляются в автоматическом цикле при непрерывном вращении планшайбы 10 и непрерывном транспортном перемещении обрабатывамых изделий. Ленту 7 диэлектрика и ленту 2 анодной фольги с непрерывно и с постоянными одинаковыми линeйны и ско ростями сматывают со шпинделей 5 и рулонов соответственно и через направляющие ролики 9 укладывают на периферийные поверхности 24 секторов 13, движущихся в интервале о , прижимают прижимами 37 и отрезают ножами 36, а затем в зафиксированн | положении отрезки этих лент переносят в интервале Ь с участка дуги 16 (меньшего радиуса) на участок дуги 17 (большего радиуса)/ при это образуют промежутки (зазоры), между сформированными пСшупакетами.секции 40, далее в интервале 1 их совмещают с лентой 8 диэлектрика и лентой . катодной фольги, которые также непр рывно с своими одинаковыми линейными скоростями сматывают со шпинделей 6 и 3 рулоиов соответственно, затем в интервале Q осуществляют прижим ленты 8 диэлектрика и ленты катодной фольги к полупакетам секци 40 прижимами 32 и отрезку лент катодной фольги и диэлектрика ножами т.е. окончательное фotиvrapoвaииe пакетов секций 40, далее В интервале в оформленные пакеты секций 40 захватывают иамоточН1Льш оправками 12 путем их осевого перемещения вперед к пакетам 40 посредством штанг 28 и производят, нг1матывание пакетов 40 На намоточные оправки 12 путем их вращательного движения от двигателе 26, причем в процессе намотки с цел обеспечения свободного перемещения лент периферийных поверхностей 24 секторов 13 уменьшают усилие действ подпружиненных прижимов 32 и 37 механизмов прижима 18 и 19 соответственна для катодной и анодной лент фольги за счет их предварительного обратного хода, определяемого профилями копиров 35 и 39; затем в интервале при вращательном движении намоточных оправок 12 осуществляют скрепление наружнЕ 1х концов секции, а в интервале J производят съем готовых секций 41 с невращающихся намоточных оправок 12 путем их оревого перемещения назад и, наконец, в интервале U секторы 13 переходят с участка траектории дуги 17 (большего радиуса) на участок траектории дуги 16 (меньшего радиуса), а механизмы 18 и 19 прижима и отрезки соответственно для катодной и анодной лент фольги возвращаются в исходное положение, обеспечивая возможность свободног о укладывания ленты 7 диэлектрика, ленты 2 анодной фольги, ленты 8 диэлектрика и ленты 4 катодной фольги на периферийные поверхности 24 секторов 13, после чего заканчивается один и начинается новый цикл изготовления секций в автоматическом режиме при непрерывном транспортном перемеще,нии. Технико-экономическими преимуществами изобретения является высокая производительность и улучшение качества наматываемых секций. Устройство для намотки секций исходя из допускаемых (по условию прочностных характеристик исходных отечественных Материсшов лент фольги и диэлектрика) скоростей схватывания лент с рулонов (150-200 мм/с) практически позволяет повысить производительность.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для изготовления секций конденсаторов | 1976 |
|
SU748534A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |

УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ КОНДЕНСАТОРОВj содержащей установленные на стайине шпйнАели для рулонов лент анодной и катодной фольги и диэлектрика, направляюьше ролики и планшайбу с секторами, намоточными оправками и механизмами отрезки и прижима лент анодной и катодной фольги и диэлектрика с отрезными ножами и прижимами, о т л ич а ю щ ее с я. тем, что, с целью повышения производительности и улучшения качества за счет исключения возможности смещения лент анодной и катодной фольги, оно снабжено неподвижно установленным соосно с планшайбой дисковым копиром, рабочий профиль которого выполнен в виде двух Ayjr различных радиусов, а секторы планшайбы установлены с возможность взаимодействия с дисковым к пиром причем прижим и офрезной нож механизмов прижима и отрезки, лент анодной фольги и д{1электрика ра мещеш: на секторах, а отрезной прижим механизмов прижима W и отрезки катодной фольги и диэлектрика размш1е(ены на планшайбе.
/
39
П
73
фиг5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
