2. Устройство по п. 1, о т л и- чающееся тем, что прижим выполнен составным из двух частей с
1
Изобретение относится к обработке металлов давлением.
Цель изобретения - упрощение конструкции и повьшение стойкости устройства.
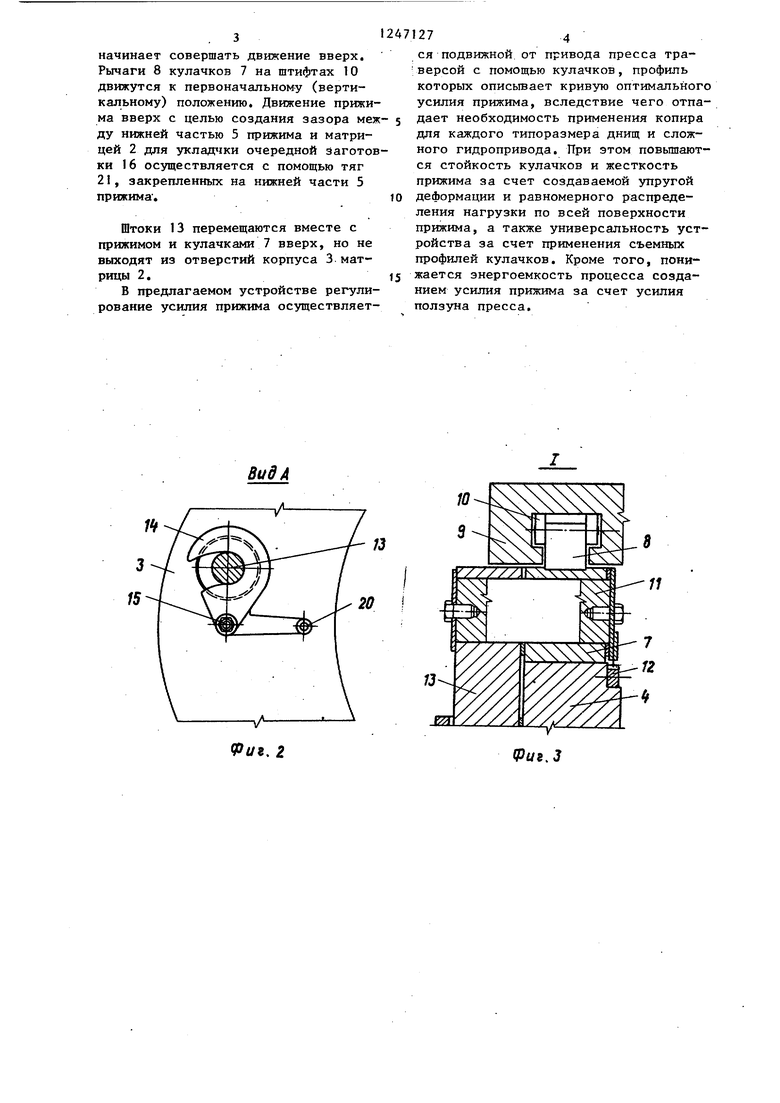
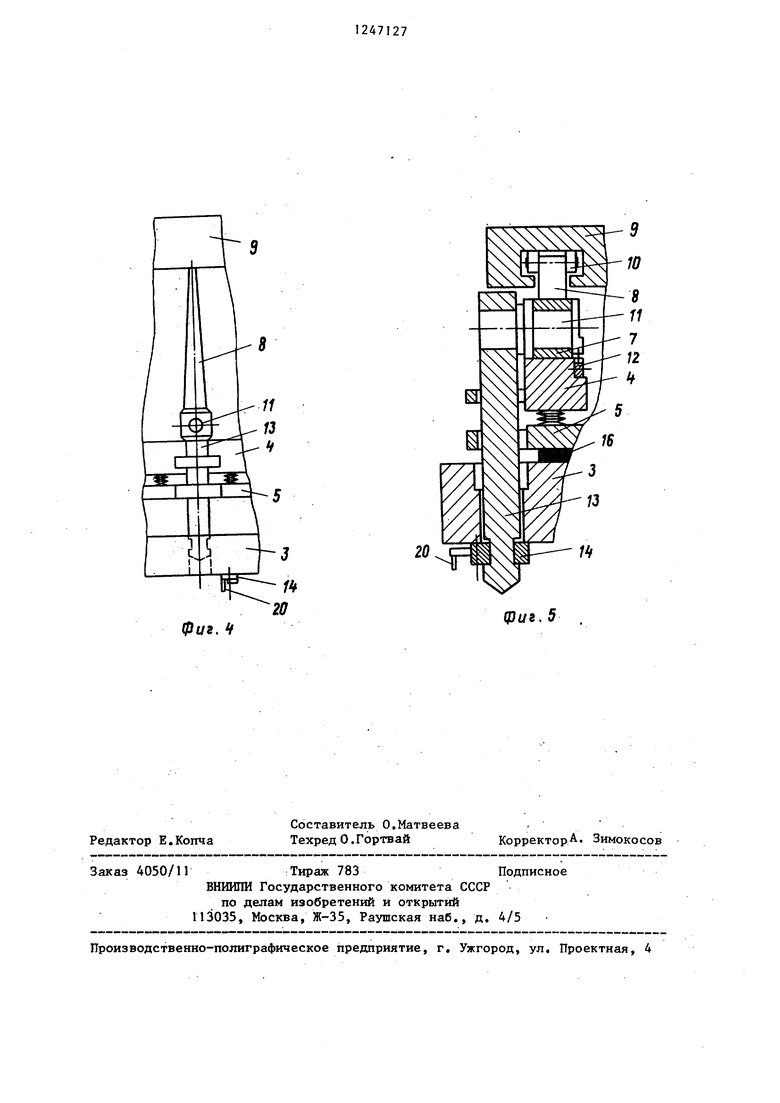
На фиг. 1 изображено устройство в начале процесса вытяжки (слева от ОСИ симметрии) и в конце (справа от оси симметрии), общий вид; на фиг.2 ви,ц А на фиг. 1 ; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - кулачок и шток перед вЫтяжкой, вид сбоку; на фиг. 5 - кулачок и шток в конце вытяжки, вид сбоку.
Устройство содержит пуансон 1, матрицу 2 в виде помещенного в корпусе 3 протяжного кольца, устанавливаемый на матрицу прижим, вьтол- ненный из двух частей, верхней 4 и нижней 5, между которыми установлены пакеты тарельчатых пружин 6, сжимающихся верхней частью 4 прижима, на которой фиксируются кулачки 7, профили последних описьшают кривую оптимального усилия прижима, закрепленных рычагами 8 в Т-образных пазах верхней плиты 9 с помощью щтифтов 10
Кулачки 7 прикреплены к верхней части 4 прижима через вал 11, который крепится к прижиму с помощью серьги 12. Серьги 12 позволяют перемещаться кулачкам 7 относительно верхней части 4 прижима лишь в вертикальном направлении на величину, определяющуюся исходя из размеров высоты профиля кулачка,и способству- ют также движению рычагов 8 кулачков 7 в первоначальное -положение, при движении верхней плиты 9 вверх, после окончания процесса вытяжки за счет веса прижима.
С корпусом 3 матрицы 2 кулачки 7 соединяют посредством штоков 13, надетых на валы 11 и установленных в вертикальных соосных отверстиях частей прижима 4 и 5 и корпуса 3. Ито- ки 13 фиксируются посредством завхагоризонтальной плоскостью разъема, между которыми установлены тарельчатые пружины.
тов 14, которые, в свою очередь, закреплены с помощью шпилек 15.
Устройство работает следующим образом.
Заготовку 16 устанавливают на матрицу 2. При перемещении ползуна пресса вместе с закрепленной на нем верхней плитой 9 с пуансоиом 1 и кулачками 7 щтоки 13 перемещаются в
отверстиях верхней 4 и нижней 5 частей прижима и входят в отверстия на корпусе 3 матрицы 2. В момент соприкосновения нижней части 5 прижима с заготовкой 16 движение ползуна
прекращается, захваты 14 заводят в выточки на нижней части штоков 13, фиксируя кулачки 7 на верхней части 4 прижима и создавая начальное усилие прижима. При дальгейшем перемещении ползуна пресса вниз рычаги 8 кулачков 7 перемещаются в Т-образных пазах к периферийной части верхней плиты 9, кулачки 7 поворачиваются на валах 11 и давят на верхнюю
часть 4 прижима, сжимая тарельчатые пружины 6, обеспечивающие равномерное возрастание усилия прижима по всей нижней части 5 прижима по профилю кулачка.
Съем днища 17 с Пуансона 1 осуществляется применением составной конструкции пуансона, состоящей из сферической части 18 и кольцевой 19, которая в процессе вытяжки после выхода заготовки 16 из-под нижней части 5 прижима упирается буртом в нижнюю часть 5 прижима и отстает от сферической части 18 пуансона 1, вследствие чего осуществляется съем
цилиндрической части днища 17 и в дальнейшем днище 17 самопроизвольно спадает со сферической части 18 пуансона 1.
После этого захваты 14 отводят за ручки 20 в первоначальное положение, освобождая выточки на нижних частях штоков 13. Верхняя плита 9
начинает совершать движение вверх. Рычаги 8 кулачков 7 на штифтах 10 движутся к первоначальному (вертикальному) положению. Движение прижима вверх с целью создания зазора меж- ду нижней частью 5 прижима и матрицей 2 для уклад ки очередной заготовки 16 осуществляется с помощью тяг 21, закрепленных на нижней части 5 прижима .
Штоки 13 перемещаются вместе с прижимом и кулачками 7 вверх, но не выходят из отверстий корпуса 3 матрицы 2.
В предлагаемом устройстве регулирование усилия прижима осуществляетs471274
ся подвижной от привода пресса тра- версой с помощью кулачков, профиль которых описывает кривую оптимального усилия прижима, вследствие чего отпадает необходимость применения копира для каждого типоразмера днищ и сложного гидропривода. При этом повышаются стойкость кулачков и жесткость прижима за счет создаваемой упругой деформации и равномерного распределения нагрузки по всей поверхности прижима, а также универсальность устройства за счет применения съемных профилей кулачков. Кроме того, понижается энергоемкость процесса созданием усилия прижима за счет усилия ползуна пресса.
10
15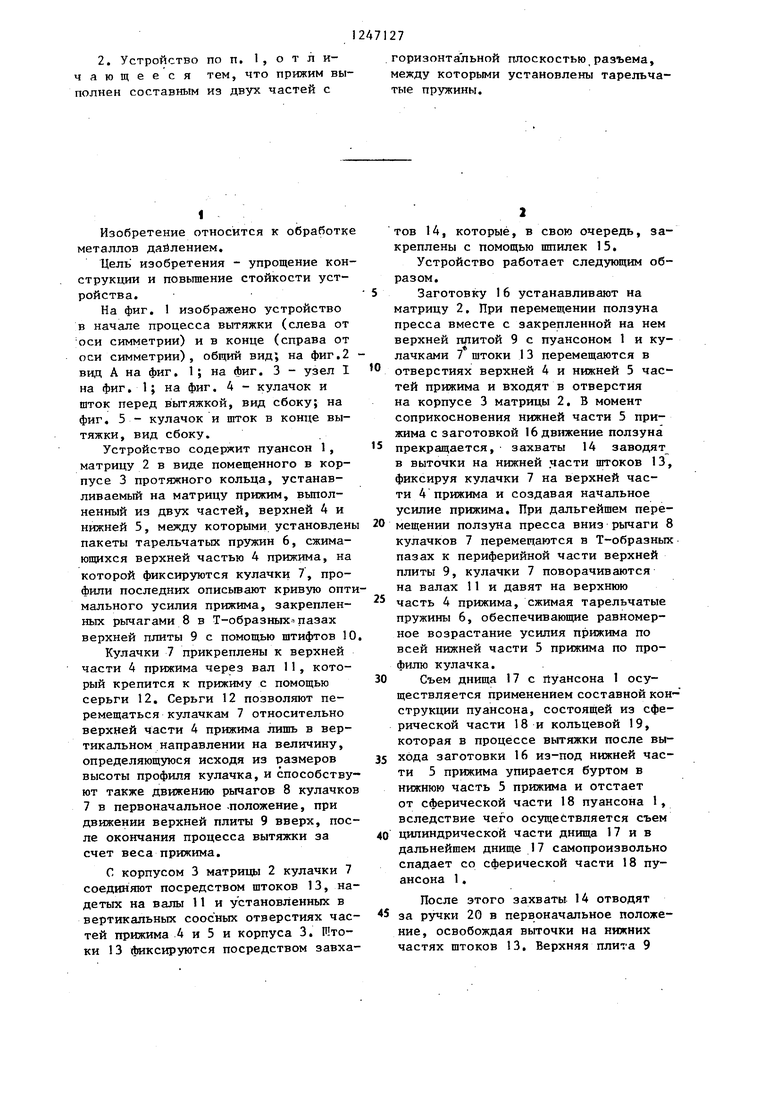
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячей вытяжки днища | 1986 |
|
SU1366261A1 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп для вытяжки | 1981 |
|
SU1018751A1 |

Вид А
Фиг, 2
Фиг.З
фиг. V
Iff
фиг, 5 .
Редактор Е.Копча
Составитель О.Матвеева Техред О.Гортвай
Заказ 4050/11Тираж 783Подписное
ВНИИПИ Государственного Комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор. Зимокосов
| Устройство для вытяжки тонкостенных днищ к прессу | 1980 |
|
SU937078A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
