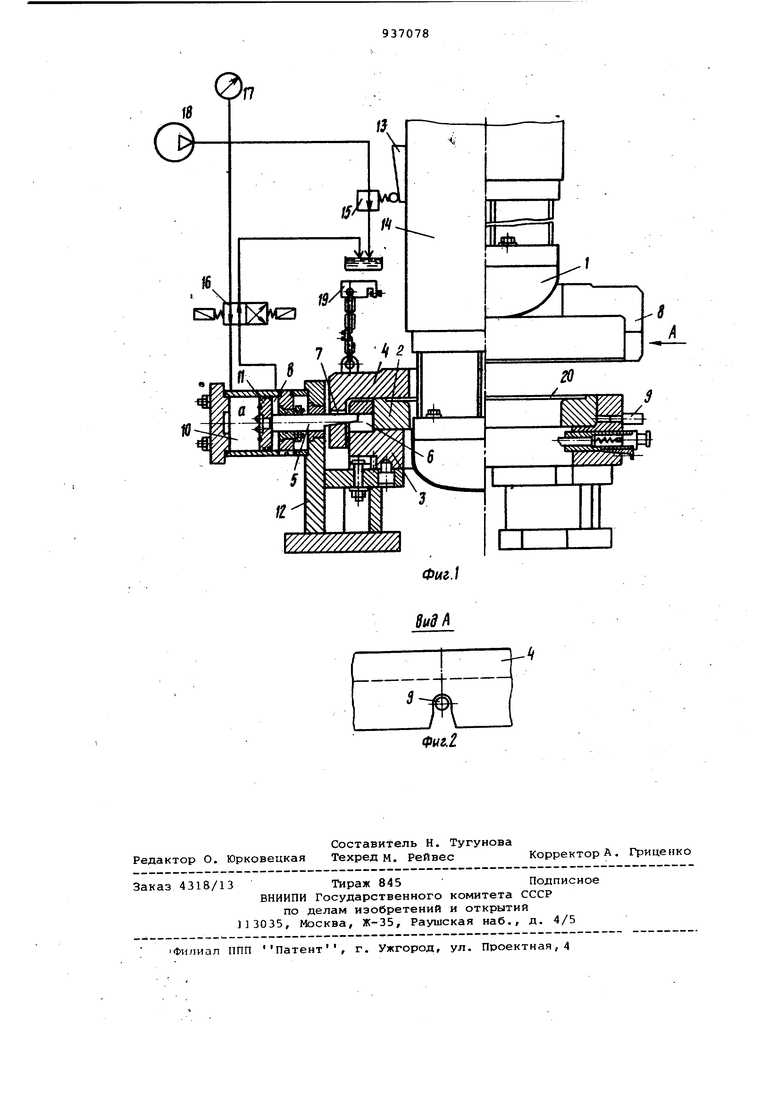
Па фиг. представлена схема устройства с приводом запирающих клинье от гидроцилиндров; на фиг.2 - вид Л на фиг.1. Устройство содержит пуансон 1, матрицу 2 в виде помещенного в корпу се 3 протяжного кольца, устанавливаемый на матрицу складкодержатель 4, выполненный в виде охватывагацего с зазором корпус матрицы стакана и горизонтально.подвижные запирающие клинья 5, проходящие через предусмот ренные в корпусе 3 матрицы направляющие отверстия. 6. В боковой стенке складкодержателя 4 имеются отверстия 7, а с стороны нижнего торца - продольные отверстия 8. На корпусе матрицы имеются направляющие штыри 9, входящие в продольные отверстия 8 |складкодержателя 4. Запирающие клинь 5 с приводом от гидроцилиндров 10 с поршнями 11 установлены на опорных стойках 12. В устройстве предусмотре ны тaкжq копир 13, установленный на подвижной траверсе 14, регулирующий клапан 15, золотник 16, манометр 17 и насос 18, подъемный механизм 19. Устройство работает следующим образом. Заготовку 20 устанавливают на матрицу 2, и с помощью тросов или цепей подъемного механизма 19 опускают складкодержатель 4 на заготовку. При этом направляющие штыри 9 корпуса матрицы входят в продольные отверстия 8 складкодержателя,обеспечивая надежную центрацию отверстий 7 и б относительно запирающих клиньев 5. После этого включают насос 18 и жидкость через золотник 16 поступает в полость а гидроцилиндров 10, перемещая запирающие клинья 5 вправо и создавая начальное усилие прижима фланцевой части заготовки. Изменение усилия прижима в процессе вытяжки осуществляется регулирующим клапаном 15, который входит в контакт с копиром 13 при движении пуансона1 вниз После окончания процесса штамповки жидкость через золотник 16 подают в полость гидроцилиндра 10, осу.ществляя таким образом разжим запирающих клиньев 5, и склсщкодержатель 4 возвращают в исходное положение. Преимущество предлагаемого устройства заключается в том, что регулирование усилия прижима в процессе штамповки способствует повышению качества днищ за счет исключения образования поверхностных дефектов (гофров и выпучин), кроме того, значительно снижается.трудоемкость операции штамповки, так хак в этом случае сводятся к минимуму затраты на ручной труд. Формула изобретения Устройство для вытяжки тонкостенных днищ к прессу, содержащее пуансон, установленный на подвижной от привода пресса траверсе, матрицу в виде помещенного в корпусе протяжного кольца, устанавливаемый на матрицу складкодержатель и связанные с приводом горизонтального перемещения запирающие клинья, проходящие через предусмотренные в корпусе матрицы направляющие отверстия и контактирующие с наклонными участк ами складкодержателя, отличающ е е с я тем, что, с целью повышения качества днищ путем обеспечения возможности регулирования усилия прижима в процессе вытяжки и снижения трудоемкости складкодержатель выполнен в виде охватывающего с за- . зором корпус матрицы стакана, имею- ,. щего на боковой стенке отверстия, ограниченные поверхностями, образующими наклонные участки складкодержателя, и продольные отверстия,открытые с стороны нижнего торца, корпус матрицы снабжен направляющими штьлрями, входящими в продольные отверстия складкодержателя, а привод горизон-тального перемещения запирающих клиньев выполнен в виде гидросистемы, управляемой от копира, установленного на подвижной траверсе. Источники информации, принятые во внимание при экспертизе 1. Любченко А.А. Горячая штамповка т -онколистовых полых изделий. Л., Лениздат , 1967, с. 74, рис. 45 (прототип). v /mm7//A IT т I
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вытяжки листовых деталей | 1974 |
|
SU518254A1 |
| Устройство для штамповки листовых заготовок давлением среды | 1979 |
|
SU919785A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| Установка для вытяжки эластичной или жидкостной матрицей | 1977 |
|
SU660751A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036041C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ГЛУБОКОЙ ВЫТЯЖКИ из ПОЛИМЕРНОГО МАТЕРИАЛА | 1970 |
|
SU272529A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |