Изобретение относится к техноло- .гии изготовления свободной ковкой поковок типа плит и может быть ис- пользовано для изготовления .заготовок корпусов атомных реакторов.
Цель изобретения - повышение качества плит путем повышения степени деформации осевой зоны заготовок за счет их знакопеременного поперечного изгиба.
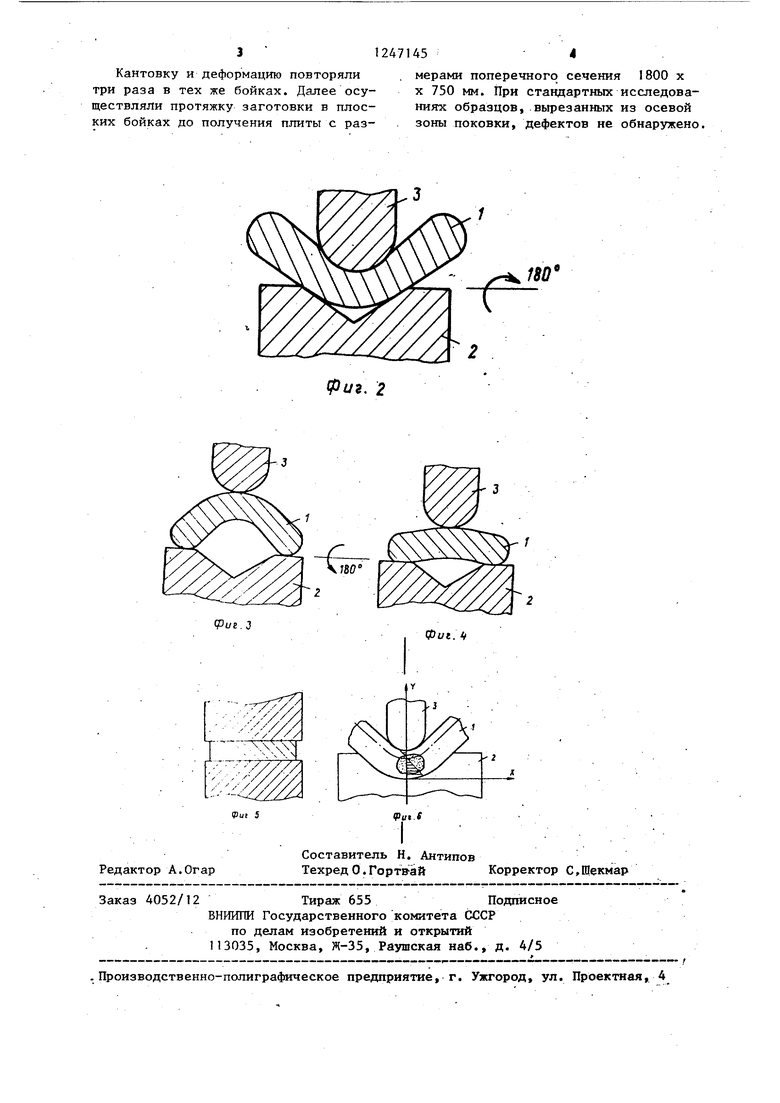
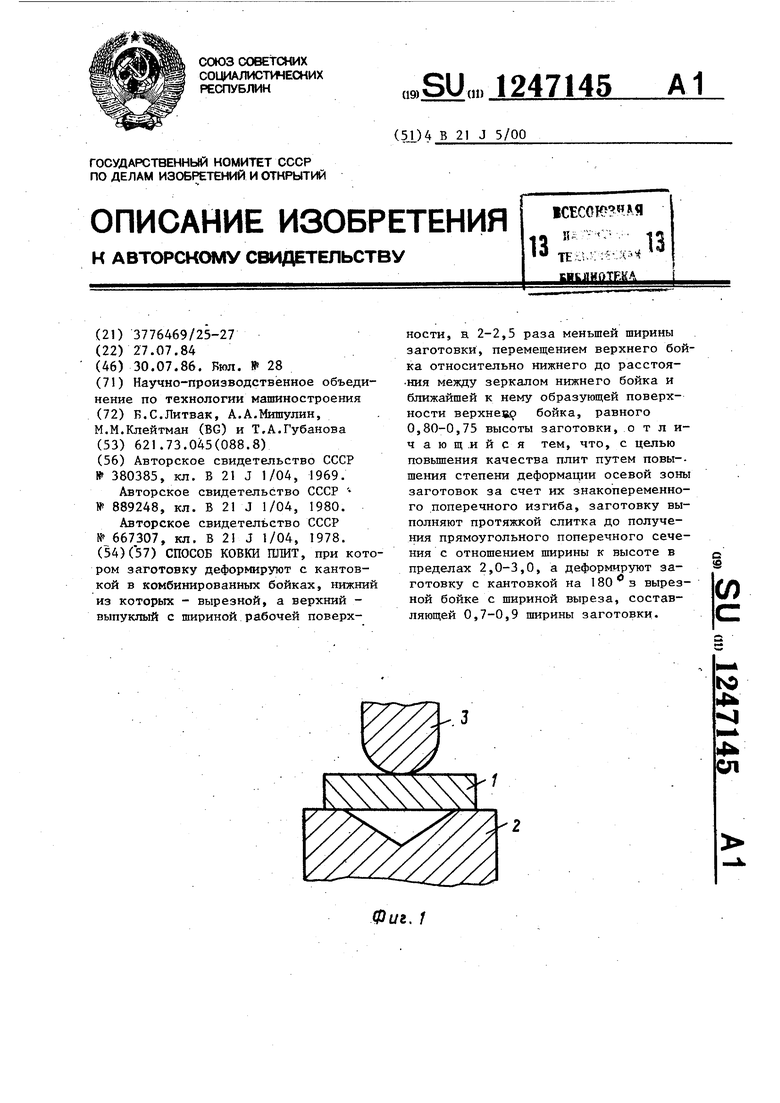
На фиг.1-4 изображена последоеа- тёльность ковки прямоугольной в поперечном сечении заготовки в комбинированных бойках; на фиг.5 - поковка прямоугольного сечения, после протяжки заготовки в плоских бойках; на фиг.6 - схема напряженно-деформированного состояния при ковке в комбинированных бойках.
Слиток- (после оттяжки цапфы и биллетировки) протягивают в прямо- угольную в поперечном сечении заготовку 1 с отношением ширины к высоте в пределах 2,0-3,0. Эту заготовку устанавливают большей гранью на .зеркало вырезного бойка 2, имеющего вырез шириной 0,7-0,9 ширины заготовки; угол выреза бойка 90-135 . Верхний боек 3 выполняют выпуклым с шириной рабочей пов.ерхнрсти, в 2- 2,5 раза меньшей ширины заготовки. Деформирование осуществляют перемещением верхнего бойка относительно нижнего до расстояния между зеркалом нижнего бойка и ближайшей .к нему обра:зующей поверхности верхнего бойка, равного 0,80-0,75 высоты заготовки. Затем заготовку кантуют на угол 180° и выполняют деформирование в тех же бойках на ту же величину,. Деформирование с кантовками повторяют до достижения заданного уровня накопленной деформации. В результате поковка имеет высокое качество проковки металла осейой зоны за счет многократного знакопеременного поперечного изгиба заготовки. Далее заготовка может быть протянута в плоских бойках для получения прямоугольной в поперечном сечении поковки заданных размеров.
Таким образом, предлагаемый способ ковки позволяет получать поковки высокого качества путем интенсивной проработки металла.
При отношении ширины заготовки к ее высоте менее 2 осуществляется только протяжка заготовки без ее поперечного изгиба, при этом структура осевой зоны не прорабатывается. При отношении более 3 не происходит достаточной проработки осевой зоны
слитка в связи с малой толщиной заготовки относительно ширины верхнего бойка. Если ширина выреза нижнего бойка меньше 0,7 ширины заготовки, происходит интенсивное утонение
заготовки, а изгиб не наблюдается и структура центральной зоны не прорабатывается. При ширине выреза нижнего бойка, большей 0,9 ширины заготовки, ковка невозможна вследствие
неустойчивости заготовки в вырезном 0ойке. При ширине рабочей поверхности верхнего бойка, менее чем в 2 раза меньшей, ширины заготовки, осуществляется интенсивное внедрение верхнего бойка в металл заготовки без ее изгиба. При ширине рабочей поверхности верхнего бойка, более чем в 2,5 раза большей ширины заготовки, изгиб также отсутствует
и имеет место протяжка заготовки. При перемещении верхнего бойка на величину, большую 0,8 высоты заго- , товки, не происходит достаточно интенсивного поперечного изгиба заготовки при деформировании, при этом проработка осевой зоны отсутствует; при перемещении верхнего бойка на величину, меньщую 0,75 высоты заготовки, создается неблагоприятная схема
напряженно-деформированного состояния, что может привести к повреждению поверхностных слоев заготовки.
Предлагаемый способ бьш реализован при ковке слитка весЪм 69 т, длиной 3280 мм, максимальным диаметром 1700 мм, минимальным диаметром 1600 мм из стали 3. Из прибыли отковали цапфу диаметром 820 мм. Проковали слиток на биллет диаметром 1600 мм, который протягивали в плоских бойках до получения заготовки шириной 1800 мм и высотой 850 SIM. Заготовку деформировали в вырезном бойке с шириной выреза 1500 мм и углом
выреза 120 путем перемещения верхнего бойка с шириной рабочей поверхности 800 мм относительно нижнего до положения, при котором расстояние между зеркалом нижнего бойка и верхним
бойком составило 680 мм. Затем осуществляли кантовку заготовки на угол 180 и деформировали ее аналогичным образом.
3 1247145-4
Кантовку и деформацто повторяли. мерами поперечного сечения 1800 х три раза в тех же бойках. Далее осу- х 750 мм. При стандартных исследова- ществляли протяжку заготовки в плос- киях образцов, вьфезанных из осевой ких бойках до получения плиты с раз- зоны поковки, дефектов не обнаружено.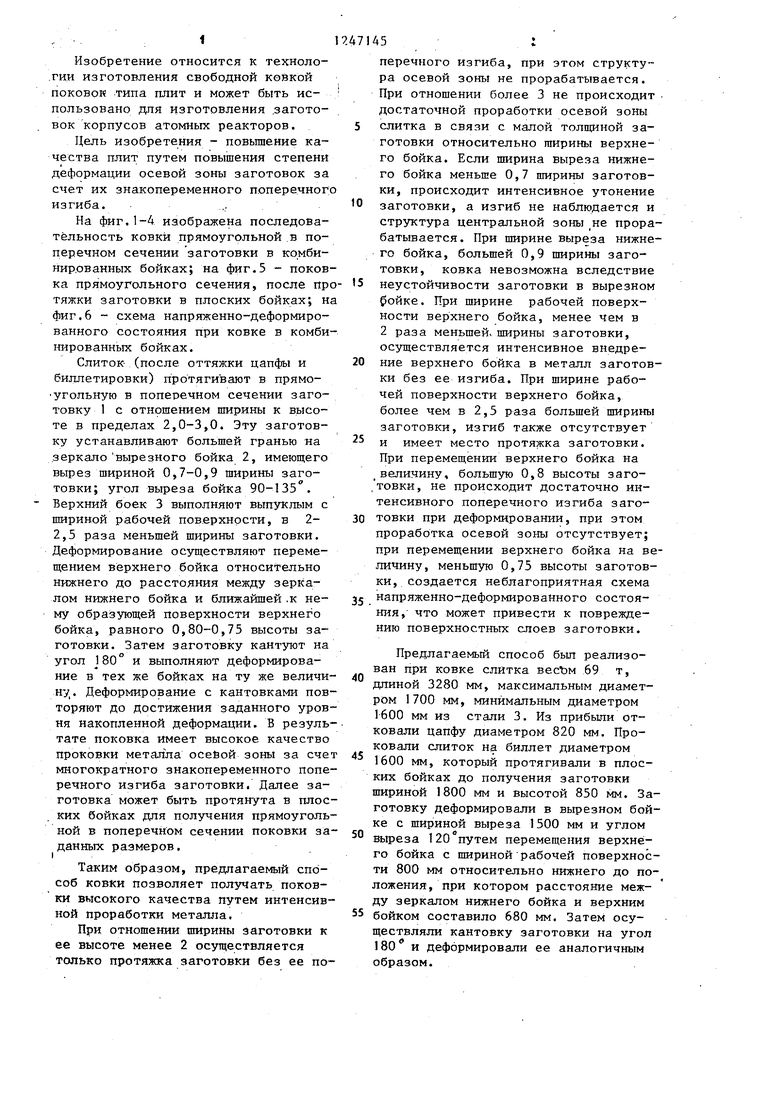
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ изготовления поковок | 1980 |
|
SU1006011A1 |
| Способ ковки заготовки | 1983 |
|
SU1189560A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки слитков | 1978 |
|
SU667307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
Оуг. 2
фуг. J
ФиК. if
Pui 5
Редактор А.Orар
Составитель Н. Антипов
ТехредО. Гор ТВ-аи Корректор С,Щекмар
Заказ 4052/12Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
iput.t
| 0 |
|
SU380385A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ ковки слитков | 1978 |
|
SU667307A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
