(54) СПОСОБ КОВКИ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ изготовления поковок | 1981 |
|
SU978997A1 |
1
Изобретение относится к области обраббтки металлов давлением, а именно к способам ковки слитков.
Известен способ ковки слитков в комбинированных с верхним плоским и нижним вырезным бойках, включающий протяжку слитка, проводимую равномерными последовательными обжатиями в три прохода с кантовкой между проходами 1.
Известный способ не обеспечивает получения качественных поковок ввиду недостаточной проработки осевой зоны поковок.
Цель изобретения - повышение качества поковок.
Для достижения цели путем лучшей проработки ее осевой зоны, обжатие ведут верхним бойком с шириной рабочей поверхности в 2-2,5 раза меньшей диаметра слитка, со степенью деформации 20-25%, а кантовку производят на угол 120°.
При этом уменьшение поперечного сечения дефекта происходит как за счет его вытяжки вдоль оси, так и за счет интенсивного перемещения больших объемов .металла в радиальном направлении, т. е. дефект закрывается, постепенно стягиваясь в точку.
Параметры степени деформации 20-25°/о, ширины рабочей части бойка в 2-2,5 раза -меньще диаметра слитка и угла кантовки на 120° являются оптимальными.
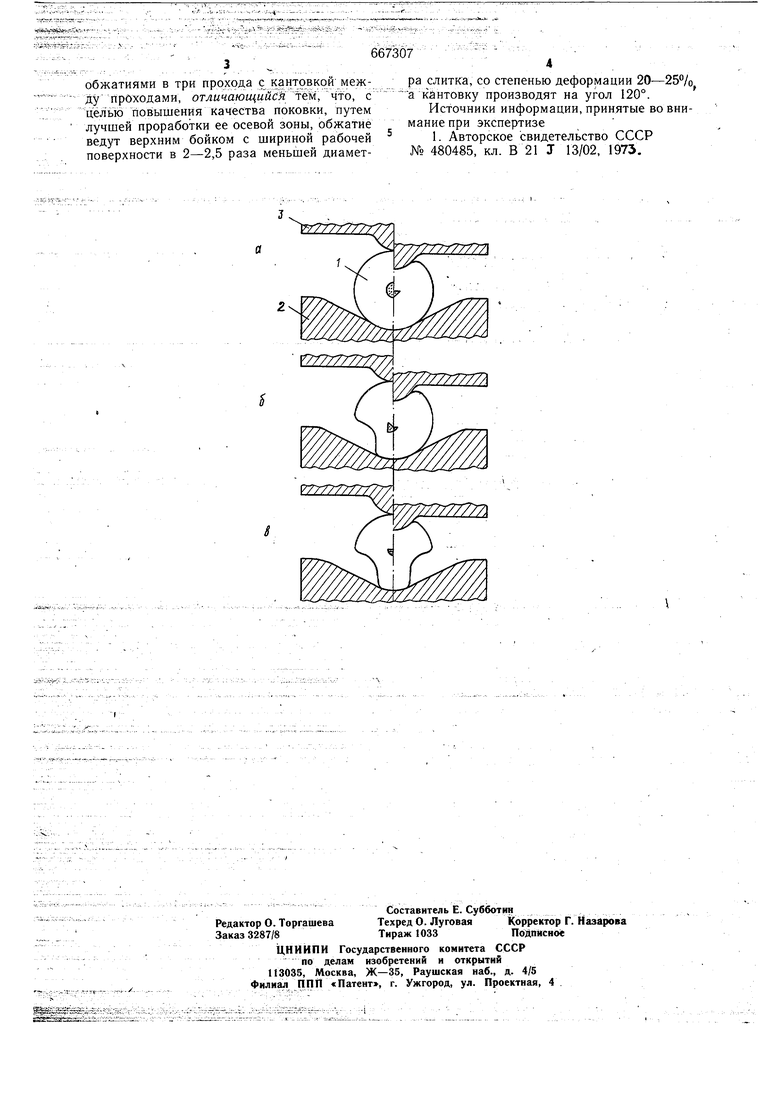
Предлагаемый способ поясняется чертежом. Используют заготовку - слиток 1 круглого сечения, полученную литьем. Ковка такой заготовки производится комбинированными бойками с нижним вырезным 2 (поз. а) и верхним плоским 3. Обжатия производят последовательно по всей длине заготовки при ее перемещении. В дальнейшем заготовку два раза поочередно кантуют на угол 120° и повторяют обжатие заготовки (поз. б, в). При таком способе имеет место интенсивная проработка метал-, ла в осевой зоне заготовки, способствующая закрытию и забарке внутренних дефектов.
Формула изобретения
Способ ковки слитков в комбинированных с верхним плоским и нижним вырезным бойках, включающий протяжку слитка, проводимую равномерными последовательными
обжатиями в три прохода с кантовкой между проходами, отличающийс:я ек, что, с целью повышения качества поковки, путем лучшей проработки ее осевой зоны, обжатие ведут верхним бойком с шириной рабочей поверхности в 2-2,5 раза меньшей диаметра слитка, со степенью деформации 20--25% а кантовку производят на угол 120°.
Источники информации, принятые во внимание при экспертизе
7777777771
