Изобретение относится к области металлообработки и может быть использовано при закреплении деталей на станках.
Цель изобретения - обеслечение возможности установки и снятия деталей без остановки вращения патрона.
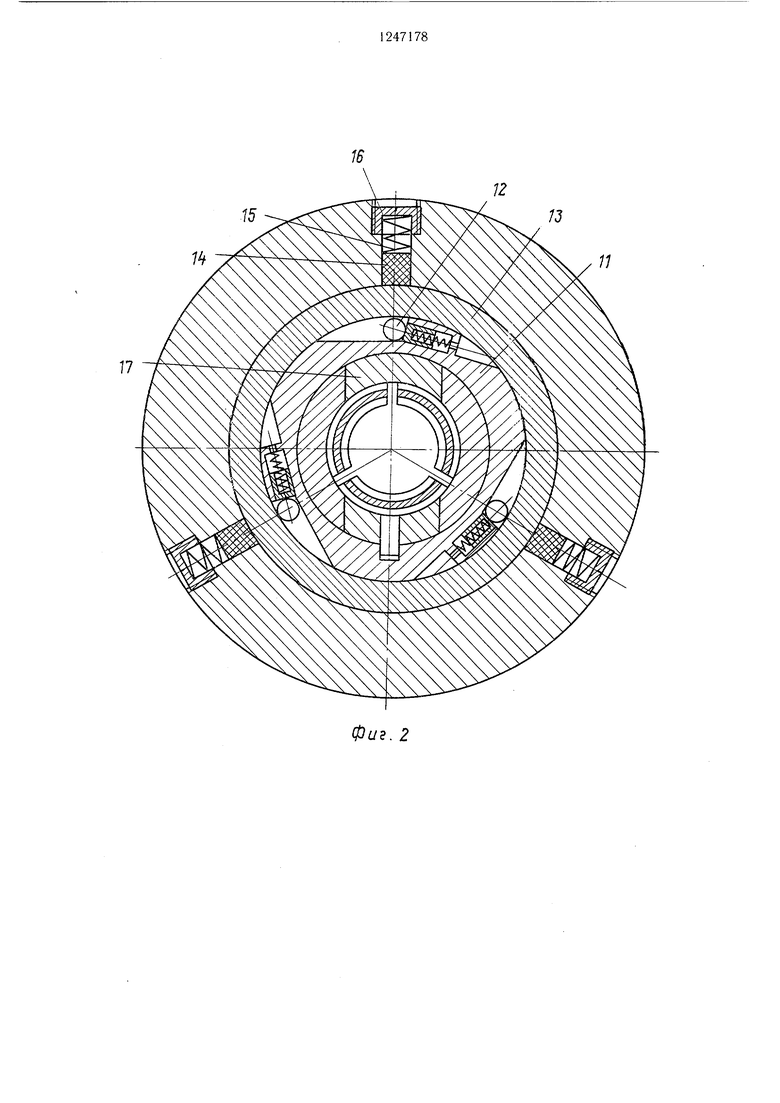
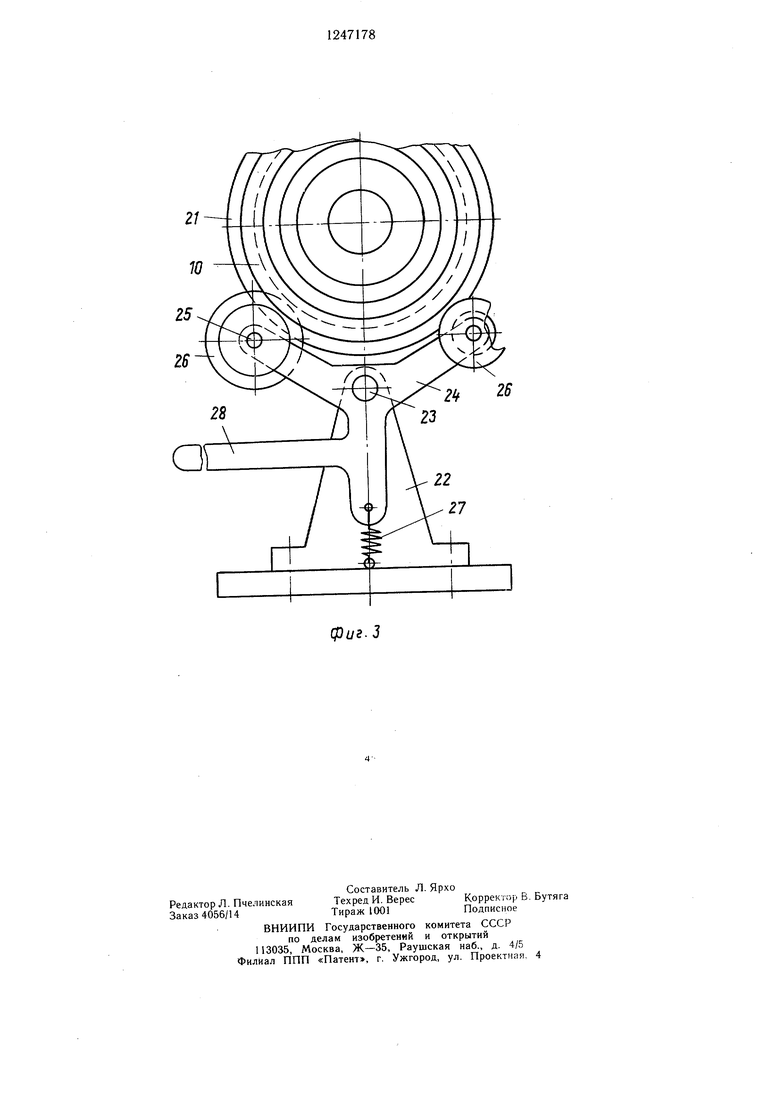
На фиг. показан патрон, разрез по оси вращения; на фиг. 2 - то же, разрез перпендикулярно оси; на фиг. 3 - то же, вид с торца.
вращения шпинделя. Жестко скрепленная со штурвалом 10 нажимная втулка 7 также поворачивается в подшипниках 8 и 9 и своими шлицевыми торцоаыми кулачками 17 поворачивает втулку 5 шарико-винтового ме- ханизма, которая через шарики 4 контактирует с наружной гайкой 2, сидящей в корпусе 1. Втулка 5, ввинчиваясь в гайку 2, передвигает связанную с ней цангу 6 в осевом направлении, т. е. затягивает ее в нажимную
В корпусе 1 патрона находится наружная 10 втулку 7, вместе с ней свободно проворачи- гайка 2 шарико-винтового механизма, имею- вается ступица обгонной муфты 11, так как
ролики 12
щая обводной канал 3 для шариков 4, которые контактируют с винтовой канавкой втулки 5, связанной с цангой 6, установленной в нажимной втулке 7, смонтированной в подшипниках 8 и 9 и несущей жестко за- 5 крепленные На ней штурвал 10, обгонную муфту 11 с подпружиненными роликами 12, контактирующими с обоймой 13, к которой поджаты фрикционные элементы 14 с помощью пружин 15 и пробок 16, которые JQ установлены на корпусе с возможностью радиального перемещения и предназначены для взаимодействия с наружной поверхностью обоймы 13 обгонной муфты 11. Связывающим э.чгментом между нажимной втулпроскальзывают относительно обоймы 13. Усилие, прилагаемое к штурвалу 10, должно быть достаточным для предварительного закрепления детали.
Дополнительное закрепление происходит автоматически при включении патрона, когда за счет инерции -вращаюп ихся частей и самого изделия происходит дальнейшее ввинчивание втулки 5 в гайку 2. Окончательное закрепление детали производится силами резания при врезании инструмента в деталь, так как эти силы действуют на шарико- винтовой механизм в то же направлении.
При увеличении сил резания зажимное усилие автоматически увеличивается и сокой 7 и вт лкой 5 шарико-винтового меха- 25 храняется до конца обработки в результате
заклинивания роликов 12 относительно приторможенной в корпусе 1 обоймы 13 обгонной муфты 11. Снятие и установка следующей детали производится при вращающемся патроне путем замыкания определенной па- 30 ры роликов 26 со шкивом 21 и щтурвалом 10. При этом образуется фрикционная передача от ведущего шкива 21 к ведомому штурвалу 10. В зависимости от того, какая ступень шкива в данный момент включена в кинематическую цепь, скорость вращения щтурванизма являются торцовые шлицевые кулачки 17. Патрон имеет упор 18, завинченный во втулку 19, сидящую в подшипнике 20. На корпусе 1 патрона закреплен шкив 21 с двумя ступенями, одна из которых больще, а другая меньше по диаметру, чем штурвал 10 управления патроном. На станине станка (не показана) смонтирован крон- .штейн 22 с установленным на оси 23 коромыслом 24. В отверстия на концах последнего вставлены с возможностью вращения два
заклинивания роликов 12 относительно приторможенной в корпусе 1 обоймы 13 обгонной муфты 11. Снятие и установка следующей детали производится при вращающемся патроне путем замыкания определенной па- 30 ры роликов 26 со шкивом 21 и щтурвалом 10. При этом образуется фрикционная передача от ведущего шкива 21 к ведомому штурвалу 10. В зависимости от того, какая ступень шкива в данный момент включена в кинематическую цепь, скорость вращения щтурвавалика 25, несущие по паре жестко закреп- ла 10 больше или меньше скорости вращения ленных на них фрикционных роликов 26 патрона, что равносильно повороту штурва- (например, из резины). Каждая пара роли- ла 10 в ту или другую сторону при неподвижном патроне. Замыкание определенной пары роликов 26 со шкивом 21 и штурвалом 10
ков 26 выполнена с размерами, обеспечивающими взаимодействие их с одной из ступеней
щкива 21 и штурвалом 10. Для удержания XQ производится поворотом коромысла 24 с по- 24
коромысла 24 в нейтральном положении служит пружина 27. Коромысло снабжено рычагом 28 управления.
Патрон работает следующим образом.
мощью рычага 28. Процесс освобождения обработанной детали происходит в обратном порядке, но в этом случае ступица обгонной муфты 11 за счет заклинивания роликов 12 поворачивает обойму 13 относительно корпуВ исходном положении цанга 6 выдвину- 45 са 1, преодолевая силы трения, возникающие та из нажимной втулки 7 и разжата на вели- между наружной поверхностью обоймы 13 чину, необходимую для свободной установки обрабатываемой детали в патрон. Для предварительного закрепления детали необходимо повернуть штурвал 10 в направлении.
противоположном направлению рабочего 50 винтового механизма.
и фрикционными элементами 14, отрегулированными с помощью пружин 15 пробками 16 так, чтобы не допустить произвольного самоотвинчивания в винтовой паре шариковращения шпинделя. Жестко скрепленная со штурвалом 10 нажимная втулка 7 также поворачивается в подшипниках 8 и 9 и своими шлицевыми торцоаыми кулачками 17 поворачивает втулку 5 шарико-винтового ме- ханизма, которая через шарики 4 контактирует с наружной гайкой 2, сидящей в корпусе 1. Втулка 5, ввинчиваясь в гайку 2, передвигает связанную с ней цангу 6 в осевом направлении, т. е. затягивает ее в нажимную
ролики 12
проскальзывают относительно обоймы 13. Усилие, прилагаемое к штурвалу 10, должно быть достаточным для предварительного закрепления детали.
Дополнительное закрепление происходит автоматически при включении патрона, когда за счет инерции -вращаюп ихся частей и самого изделия происходит дальнейшее ввинчивание втулки 5 в гайку 2. Окончательное закрепление детали производится силами резания при врезании инструмента в деталь, так как эти силы действуют на шарико- винтовой механизм в то же направлении.
При увеличении сил резания зажимное усилие автоматически увеличивается и сохраняется до конца обработки в результате
заклинивания роликов 12 относительно приторможенной в корпусе 1 обоймы 13 обгонной муфты 11. Снятие и установка следующей детали производится при вращающемся патроне путем замыкания определенной па- ры роликов 26 со шкивом 21 и щтурвалом 10. При этом образуется фрикционная передача от ведущего шкива 21 к ведомому штурвалу 10. В зависимости от того, какая ступень шкива в данный момент включена в кинематическую цепь, скорость вращения щтурвала 10 больше или меньше скорости вращения патрона, что равносильно повороту штурва- ла 10 в ту или другую сторону при неподвижном патроне. Замыкание определенной пары роликов 26 со шкивом 21 и штурвалом 10
са 1, преодолевая силы трения, возникающие между наружной поверхностью обоймы 13
винтового механизма.
и фрикционными элементами 14, отрегулированными с помощью пружин 15 пробками 16 так, чтобы не допустить произвольного самоотвинчивания в винтовой паре шарико15
П
12
/J
/7
Фи. 2
21
W
25
Z6
фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1981 |
|
SU952460A1 |
| Переносной станок для обработки торцовых поверхностей трубчатых изделий | 1986 |
|
SU1404181A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Винтовой пресс | 1989 |
|
SU1646892A1 |
| Привод кругловязальной машины | 1979 |
|
SU821575A1 |
| Патрон | 1989 |
|
SU1660859A1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| ДВУХСКОРОСТНАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 1969 |
|
SU253514A1 |
| Устройство для изготовления нетканого материала из расплавов полимеров | 1976 |
|
SU659665A1 |
| Передняя бабка токарного станка | 1986 |
|
SU1313562A1 |

| Цанговый патрон | 1981 |
|
SU952460A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
