00
Фия.1
му 22 обгонной муфты 21 за счет зацепления с кулачком. С В1 утренней обоймы 23 вращательный момент передается на гайку 28, которая, вращаясь по резьбе распорной втулки 15, сообщает резцам 7 движение подачи. При ручном режиме обработки подача резUOB 7 осуществляется враше.иием вручную нажимной гайки 28. При этом гайка совершает поступательное осевое перемещение, так как взаимодействует с резьбовой поверхностью неподвижной распорной втулки 15. 3 з.п. ф-лы, 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1247178A2 |
| Переносной сверлильный станок | 1982 |
|
SU1115863A1 |
| Цанговый патрон | 1981 |
|
SU952460A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Переносной станок для отрезки консольных цилиндрических деталей | 1981 |
|
SU1007853A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
| Механизм радиальной подачи суппорта | 1980 |
|
SU902985A1 |
| Механизм подачи сверлильного станка | 1958 |
|
SU123389A1 |
| Устройство к фрезерному станку для обработки пазов | 1988 |
|
SU1535679A1 |
Изобретение относится к ремонтному оборудованию тепловых и атомных электростанций, а именно к переносным станкам для механической обработки торцовых поверхностей патрубков и труб в технологических системах под последующую сварку. Целью изобретения является расширение технологических возможностей станка путем обеспечения возможности обработки поверхности с оптимальной подачей. Станок обеспечивает два режима обработки: автоматическую и ручную. При автоматической обработке радиальная подача резцам 7 обеспечивается посредством передачи крутящего момента от привода 1 через шпиндель 2, кулачок 8, наружную обой
1
Изобретение относится к ремонтному оборудованию тепловых и атомных электростанций, а именно к переносным станкам для механической обработки торцовых поверхностей патрубков и труб в технологических системах под последующую сварку.
Цель изобретения - расширение технологических возможностей станка пу- тем обеспечения возможности обработк поверхности с оптимальной .
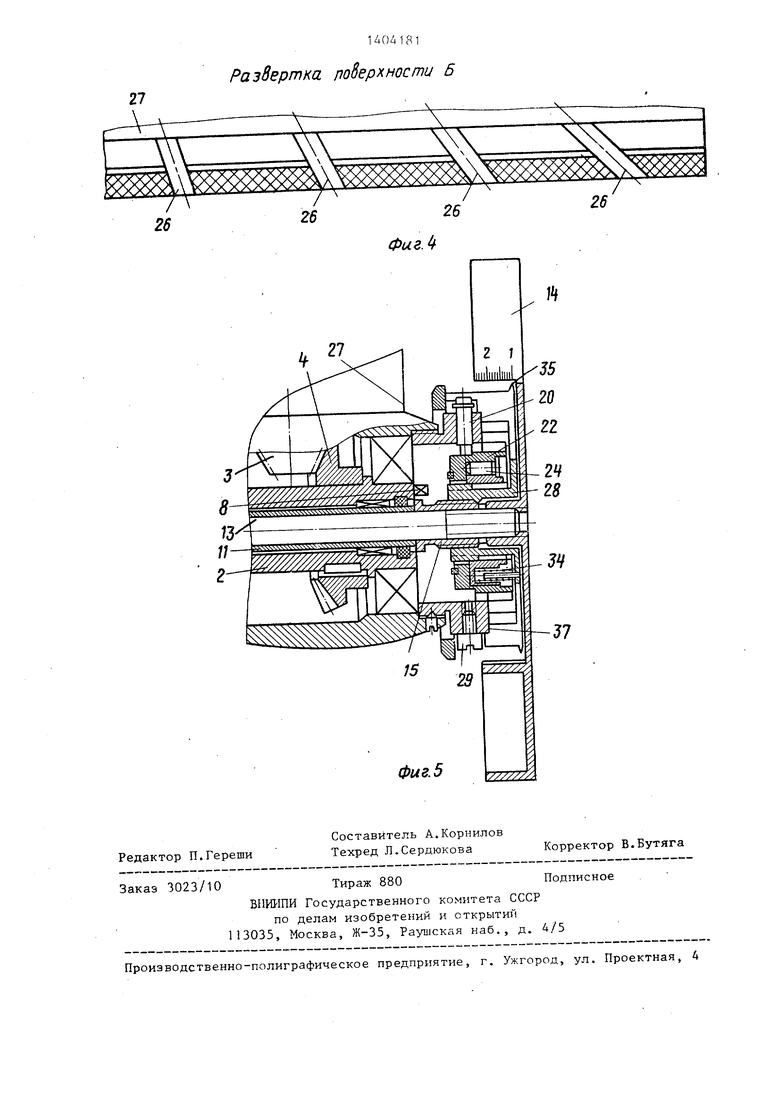
На фиг,1 изображен переносной станок, общий вид; на фиг.2 - режущий инструмент; на фиг.З - разр-ез А-А на фиг.1 на фиг.4 - развертка поверхности В на фиг.З(периферийной поверхности наружной обоймы обгонной муфты) ; на фиг.5 - механизм подачи при ручном режиме работы.
Переносной станок для обработки торцовых поверхностей трубчатых изделий, преимущественно патрубков или труб в технологических системах атомных электростанций, содержит привод 1 вращения полого шпинделя 2, Крутящий момент на шпинделе 2 от привода 1 передается через коническую пару зубчатых колес 3 и 4.
На .шпинделе 2 со стороны обрабаты ваемого изделия 5 закреплен резцедержатель 6 с установленными на нем резцами 7 различной формы, зависящей от обрабатываемых поверхностей. На свободном конце шпинделя 2 выполнен кулачок 8.
Механизм 9 фиксации переносного станка относительно обрабатываемого изделия 5 содержит цангу 10 с полым стержнем 11, разжимной конус 12 со стержнем 13, гайку 1А и распорную втулку 15 с наружной резьбой. Гайка 14 установлена на свободном конце стержня 13. Механизм 9 фиксации
0
Q
5
размещен коаксиально полому шпинделю 2.
Дпя исключения вращения разжимного конуса 12 относительно цанги 10 в процессе работы на разжимном конусе установлен штифт 16, а цанга выполнена с продольньм пазом 17. Шпиндель 2 с помощью подшипников 18 установлен на полом стержне 11 механизма 9 фиксации переносного станка. Механизм 19 продольной подачи содержит штифт 20, обгонную муфту 21 с наружной 22 и внутренней 23 обоймами и роликами 24, Обойма 22 обгонной муфты 21 вьтолне- на с кулачком 25, винтовыми канавками 26 на наружной цилиндрической поверхности с различными шагами и проточкой 27.
Кроме того, механизм 19 продольной подачи содержит нажимную гайку 28, установленную на распорную втулку 15 механизма 9 фиксации и взаимодействующую с корпусом привода 1. Нажимная гайка 28 зафиксирована от осевого смещения относительно корпуса с помощью штифта 29, установленного на корпусе привода 1, и внутренней кольцевой проточки 30, выполненной в нажимной гайке 28.
Штифт 20 закреплен в корпусе привода 1 с возможностью радиального перемещения относительно оси обгонной муфты 21, подпружинен относительно корпуса плоской пружиной 31 и взаимодействует при автоматической подаче с одной из винтовых канавок 26, а при ручной подаче - с проточкой 27,
Обойма 23 обгонной муфты 21 вьтол- нена с шлицами 32 на внутренней цилиндрической поверхности, взаимодействующими с наружными шлицами 33, выполненными на нажимной гайке 28, и подпружинена цилиндрической пружиной ЗА относительно гайки 14 механизма 9 фиксации переносного станка на обрабатываемом изделии 5.
Ки 1ематическая связь между шпинделем 2 и механизмом 19 продольной подачи осуществляется с помощью кулачка 8, выполненного на шпинделе 2, и кулачка 25, выполненного на обойме 22 обгонной муфты 21.
Переносной станок содержит также указатель положения нажимной гайки 28 относительно механизма 9 фиксации выполненный в виде выступа 35 на нажимной гайке 28 и шкалы 36 отсчета на гайке 14 механизма 9 фиксации.
Переносной станок работает сле- ДУЮ1ДИМ образом.
На резцедержатель 6 устанавливаются резцы 7, форма которых зависит от обрабатываемой поверхности изделия 5, и после настройки по шаблону они фиксируются. После этого цанга 10 механизма фиксации 9 устанавливается внутри обрабатываемого трубчатого изделия 5. При вращении гайки 14 стержень 13 увлекает за собой нажимной конус 12, который воздействует на цангу 10, расширяющуюся в отверстии обрабатьгеаемого изделия 5. Этим обеспечивается надежное закрепление переносного станка на обрабатываемом изделии 5.
Переносной станок обеспечивает два режима обработки - с автоматической и ручной подачей резцов 7.
При автоматической подаче резцов 7 станок работает следующим образом.
Штифт 20 за счет вращения нажимной гайки 28, связанной с обгонной муфтой 21, устанавливается в заранее выбранную винтовую канавку 26, на которой указана расчетная величина подачи резцов 7 за один оборот шпинделя 2. включается привод 1, от которого вращение через пару конических зубчатых колес 3 и 4 передается на шпиндель 2, при этом осуществляется главное движение - вращение резцов 7
При вращении шпинделя 2 его кулачок 8 увлекает за собой наружную обойму 22 обгонной муфты 21 за счет зацепления с кулачком 25. Обойма 22 через закрепленные ролики 24 передает вращение на внутреннюю обойму 23, которая, через шлицевое соединение 32-33 вращает нажимную гайку 28.
0
5
0
5
0
5
0
5
0
5
Нажимная гайка 28, взаимодействующая резьбовой поверхностью с неподвижной распорной втулкой 15, при вра,щении совершает поступательное осевое перемещение. Благодаря наличию кинематической связи нажимной гайки 28 с корпусом привода 1 нажимная гайка 28 воздействует на торцовую поверхность 37 привода 1, при этом обеспечивается рабочая подача резцов 7.
В процессе совместного вращения шпинделя 2 и наружной обоймы 22 при взаимодействии одной.из винтовых канавок 26 со штифтом 20 наружная обойма 22 получает дополнительное осевое перемещение и сжимает пружину 34. Осевое перемещение наружная обойма 22 совершает до тех пор, пока кулачок 8 шпинделя 2 находится в зацеплении с кулачком 25 наружной обоймы 22.
После выхода из зацепления кулачков 8 и 25 наружная обойма 22 обгонной муфты 21 возвращается в исходное положение пружиной 34, а шпиндель совершает свободньш ход до зацепления кулачков 8 и 25. Затем цикл рабочей подачи резцов 7 повторяется.
При возврате наружной обоймы 22 в исходное положение она совершает свободное за счет обгонной муфты 21 вращение в сторону, противоположную вращению шпинделя 2, а нажимная гайка 28 при этом неподвижна. Таким образом осуществляется автоматический режим подачи резцов 7.
При ручном режиме подачи резцов 7 станок работает следующим образом.
Штифт 20 за счет осевого смещения наружной обоймы 22 устанавливается в кольцевую проточку 27. Включается привод 1, от которого вращение через пару конических зубчатых колес 3 и 4 передается на шпиндель 2, при этом осуществляется главное движение - вращение резцов 7. Вспомогательное движение - подачу резцов 7 - осуществляют за счет вращения вручную нажимной гайки 28, при этом- она совершает поступательное осевое перемещение, так как взаимодействует с резьбовой поверхностью неподвижной распорной втулки 15. Нажимная гайка 28 воздействует на торцовую йовер ность 37 привода 1, обеспечивая рабочую подачу резцов 7.
Возврат в исходное положение резцов 7 осуществляется вручную. Для этого штифт 20 устанавливается в
Фи&.г
А-А
К
Фие.З
ФигЛ
Ц
Фиг. 5
| Переносной станок | 1974 |
|
SU500918A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
