1
Изобретение относится к машиностроению и может быть использовано для обработки плоских поверхностей изделий, в частности базовых.и корпусных деталей металлорежущих станков, имеющих узкие длинные направляющие и привалочные поверхности,, на технологическом оборудовании с числовым программным управлением.
Цель Изобретения - повьшение точности при обработке жестких деталей за счет учета и раздельной корректировки программы на величину погрешности обработанной поверхности и погрешности перемещений рабочего органа.
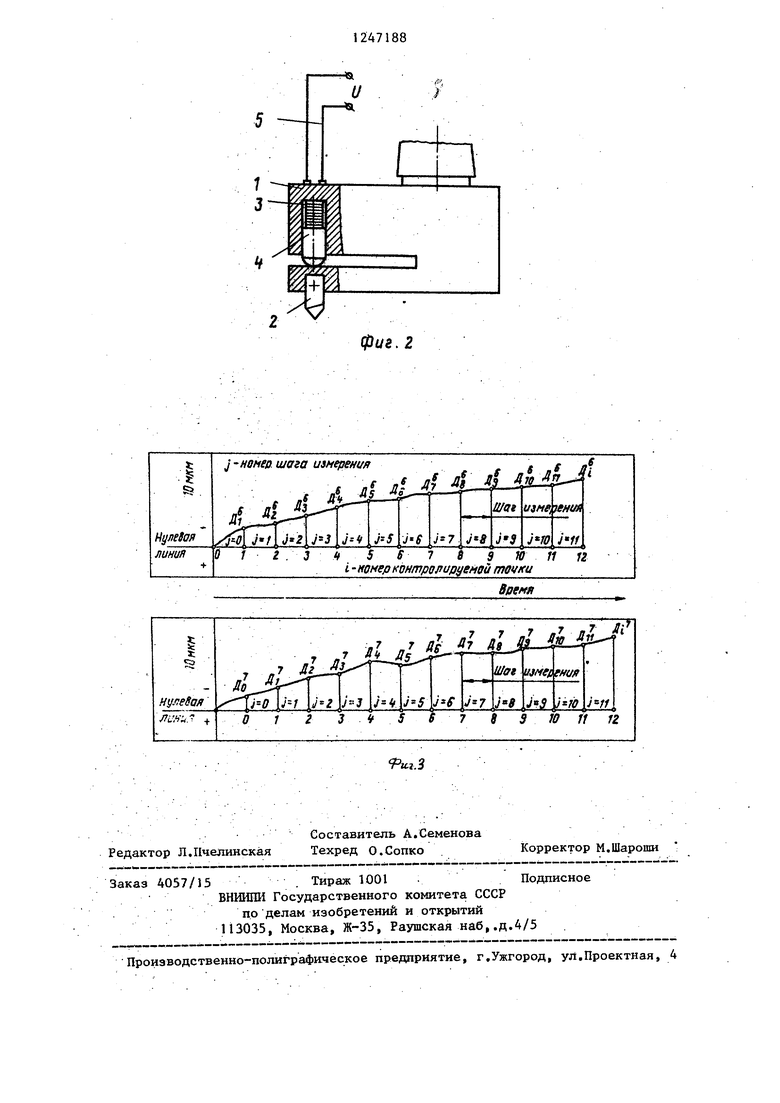
На фиг. Г показана блок-схема для осуществления способа; на фиг. 2 - схема механизма микрометрических непрерывных перемещений режущего инструмента; на фиг. 3 - характерны осциллограммы двух индуктивных преобразователей .
1
Сущность способа заключается в следующем. .
На рабочей поверхности стола 1 наносят координатную сетку с шагом S. По Точкам координатной сетки (фиг.1) i О, 1, 2, 3.,,, устанавливают заготовку 2. Обработку заготовки 2 производят фрезерной головкой
3,установленной в шпиндельный узел
4,который перемещается по направляющим шпиндельной бабки 5. В свою очередь, шпиндельная бабка 5 перемещается по направляющим (не показаны) вдоль обрабатываемой заготовки 2,,
В процессе обработки в каждой точке i О, 1, 2, 3... координатной сет ки измеряют взаимные смещения рабо- .чих органов технологического оборудования относительно обработанной поверхности с помощью двух измерительных элементов 6 и 7, установленных друг от друга на расстоянии S и представляющие собой, например, бесконтактные индуктивные преобразователи Д и Д. Метод контроля основан на принципе шагового измерения с шагом измерения S. Для каждого шага измерения справедливы формулы
(Д
oiV (ДЬ
- Д. )
д ..,)
+ л
1
ст
+ U
+ U
1-1
ст
где
Vr
Ь. 1 отклонение от прямолинейности траектории перемещения рабочего органа - шпиндельной бабки 5; отклонение от прямолинейности обработанной поверхности;
номер контролируемой точки; Д - значение измерительного , элемента 6 в точке i;
Д - значение измерительного
элемента 7 в точке i. .Аналоговые электрические сигналы с датчиков Д6 и Д7 подают в усили- 5 тель 8, а затем на самопишущий прибор 9. С самописца 9 результаты измерений передают в прибор 10 для автоматического преобразования графичес- кой информации, который осуществляет 0 считывание графической информации с осциллограмм самопишущего прибора 9 и преобразование считанных данных в код, удобный дпя ввода в .микроЭВМ И через устройство 12 сопряжения с 5 внешними объектами, МикроЭВМ 11 рассчитывает количественные значения
0
Q
сг
отклонений от прямолинейности и и Ад в каждой точке i. 0,1,2,3.,. координатной сетки по представленным формулам.
Рассчитанные значения отклонений
iff и Дд из микроэвм 11 через устройство 12 сопряжения передают в систему 13- программного управления механизмами перемещений: механизмом 14 перемещения шпиндельной бабки 5, механизмом 15 перемещения шпиндельного узла 4 и механизмом 16 микрометрических непрерывных перемещений самого режущего инструмента 17. При необходимости вычисленные значения
а -. и а. могут быть выведены на циф- ропечатающее устройство 18 или на дисплей (или на самописец) 19.
По результатам вычислений Л и Лд осуществляют коррекцию управляющей программы путем ввода количественных значений А,, и Д в систему 13 программного управления, причем на первом, предварительном, проходе обра5
0
ботки коррекцию осуществляют на величину погрешности перемещений Д, подвижного рабочего органа 5, определенную по результатам измерений, выполненных при обработке предьщущей за- 5 готовки. На втором, чистовом, проходе обработки коррекцию осуществляют на величину погрешности обработанной попр-рхности йд , определенную по ре3 1
зультатам измерений на первом (предварительном) проходе, В процессе обработки отработку вводимой коррекции осуществляют при одновременном относительном перемещении рабочих ор- ганов, в данном случае шпиндельного узла 4, и непрерывном перемещении самого режущего инстрз мента 17, причем микрометрические перемещения осуществляют механизмом микрометрических непрерьшных перемещений 16 режущего инструмента.
Механизм (фиг.2) состоит из фрезер ной головки 1, выполненной в виде ди- намометрической скобы, самого режущего инструмента 2, пьезопакета 3 и
884
подвижного стержня 4. Пьезопакет соб ран из пьезопластин.
Механизм работает следующим образом.
При подаче напряжения на пьезопа- кет 3 его линейные размеры изменяются, что приводит к перемещению (микрометрические перемещения) подвижного стержня 4. При перемещении стержень 4 изгибает упругую часть скобы, в которой жестко установлен режущий инструмент 2. Пьезопакет 3 соединен проводами 5, пропущенными в отверстие шпинделя, со специальным токосъемником, обеспечивающим электрическую связь вращающегося инструмента с системой программного.управления.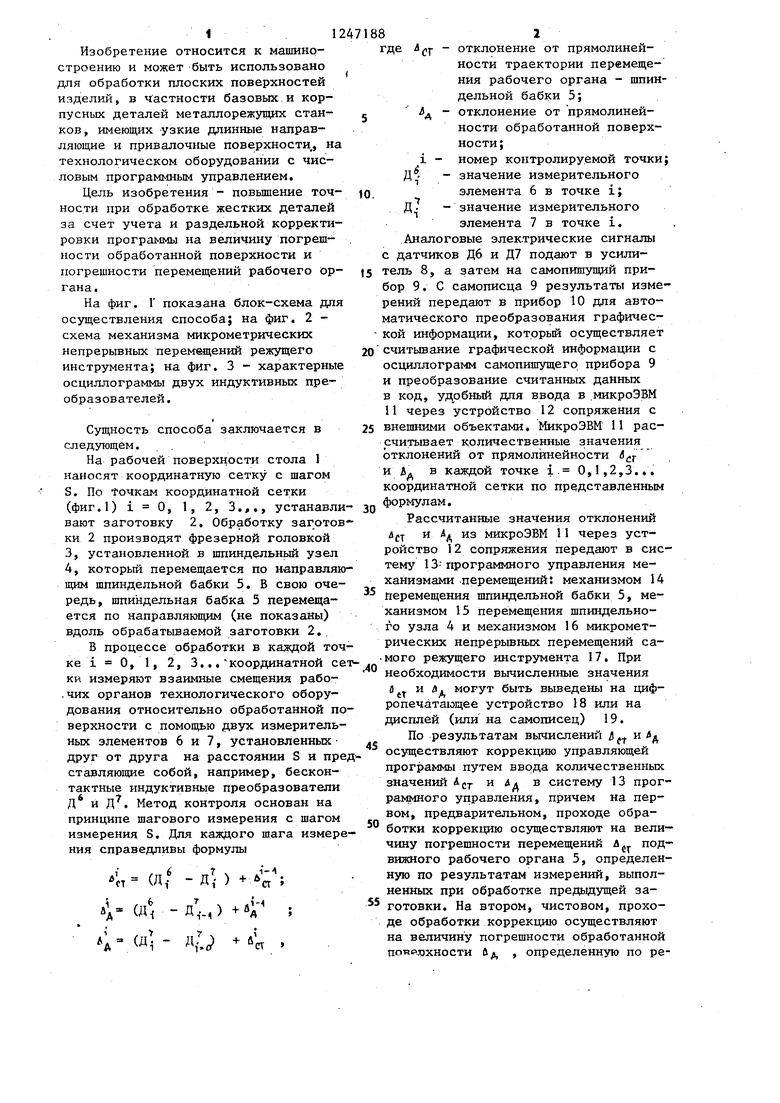

| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ УПРАВЛЕНИЯ ТОЧНОСТЬЮ МНОГОПРОХОДНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2082584C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЕЁ ПОГРЕШНОСТЕЙ ПО ОКОНЧАНИИ ОБРАБОТКИ НА ОСНОВЕ ЕЁ ВИРТУАЛЬНОЙ КОПИИ | 2000 |
|
RU2210479C2 |
| Многоцелевой координатно-сверлильный станок | 1982 |
|
SU1060397A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
L 3210
Pu9,f
j -ffOMfff. шага измерения к е я
, /
rrf Дз гa/ffe ujffe.jf/fUA
лf-t4
Q f 2 . J
J--
j-S
J-7
J S
J41
ц S S 7 8 9 Ю 11 12 i- номер крнтрорируемвй точки
фиг. 2
J-7
J S
J41
Составитель А.Семенова Редактор Л.ПчеЛинская Техред О.Сопко
Заказ 4057/15 . Тираж 1001 Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,.д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Шароши
| Способ фрезерования нежестких деталей | 1980 |
|
SU865554A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
