Изобретение относится к сварке, в частности к устрой-ствам для изготовления бимета, лггческих коитактов методом холод;1ой сва1рки.
Мзвестно устройство для изготовления 6;iметаллмчеоких контактов методом холодной сзарки. содержащее смонтированные в xopiiyсе механизмы для подачи лрутков Оонсвного и покрь{ваю1н,его .материалов, расположенные в одной плоскости ножи для отрезки ocisoBHoro и лоюрывающего материалов, причем каждый нож лредставляет собоП подвижную -п Hanipaip,лении, (иернендикулярио-м к направлению Иода41 материала, пластину, в .которой иерпендикулярно К илоско-сти реза выполнено отверстие, равнее диаметру нрутка, а также содержащее расположенные с одной стороны ,илоскости реза иуа-исо-ны предварительной и окоичатс. 1 ;;ой :тысадки, а С другой стороны - иередаюшую и высадочную матрицы, и содержащее мехпнизм выталКИваиия готового контакта из высадочной гaтpиLI,ы.
Обы-чно для изготовления биметаллических контактору в «ачестве ос-новного матерИала icпользуют медь, а в -качестве иокрывающего материала - серебро. Отсутствие в чоже присиособдения.. предохраняющего выпадаете заготовок 1покрываюш.его материала во время травопорт.мровки их к пуансону атредварител)иой высадки, приводит к снижению ироизводительностп устройства за счет выхода части
2
контактов с исдооформлеиной Головиной, т. е. без серебра.
Описываемое устройство отл)р1ается тем, что «ож для отрезки -накрывающего материала снабжен .поворотным подпружиненным рычаго. Z-образной формы, смонтированным на «оже со стороны, противоположной расположению передающей и высадочной матриц, с возможностью поворота в плоскости, параллельной илоскости реза. )i перекрывающим одним cBOiiM илечоМ в рабочем аположении отверстие в «оже, а другиМ -плечом воздействующим на неподвижный упор, распо,тоженный на корпусе устройст.к. Это повышает ироизводиг ел ь н ость у стр о йе т в а.
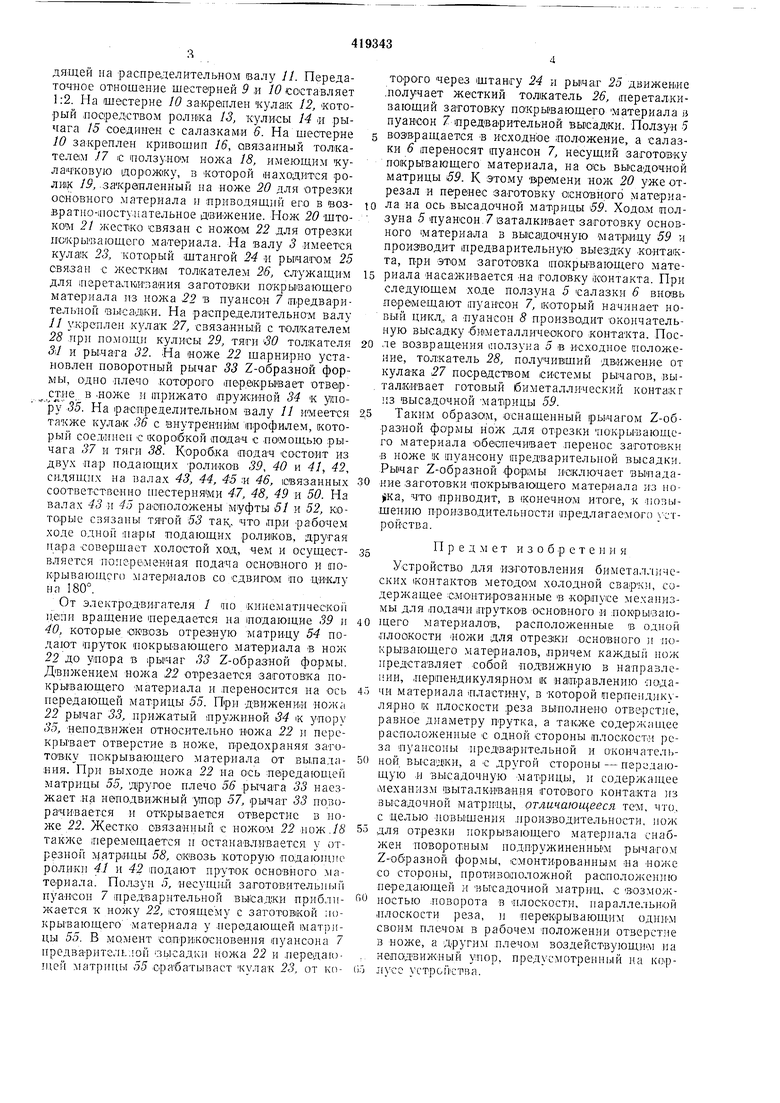
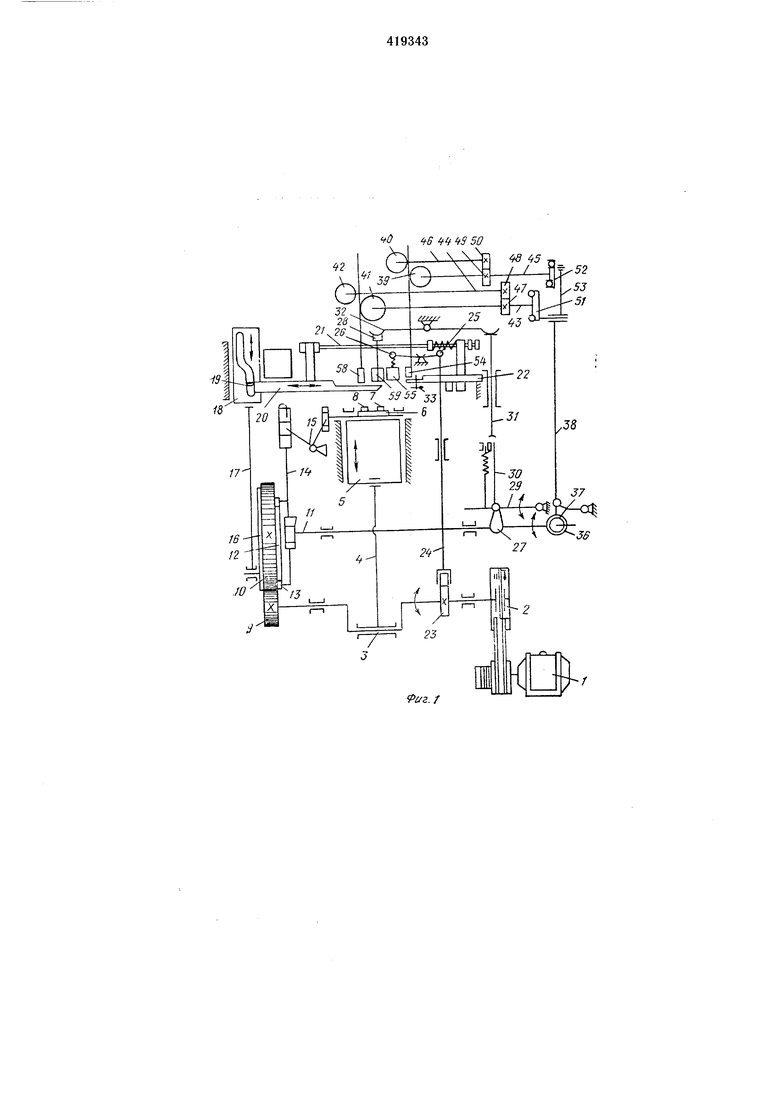
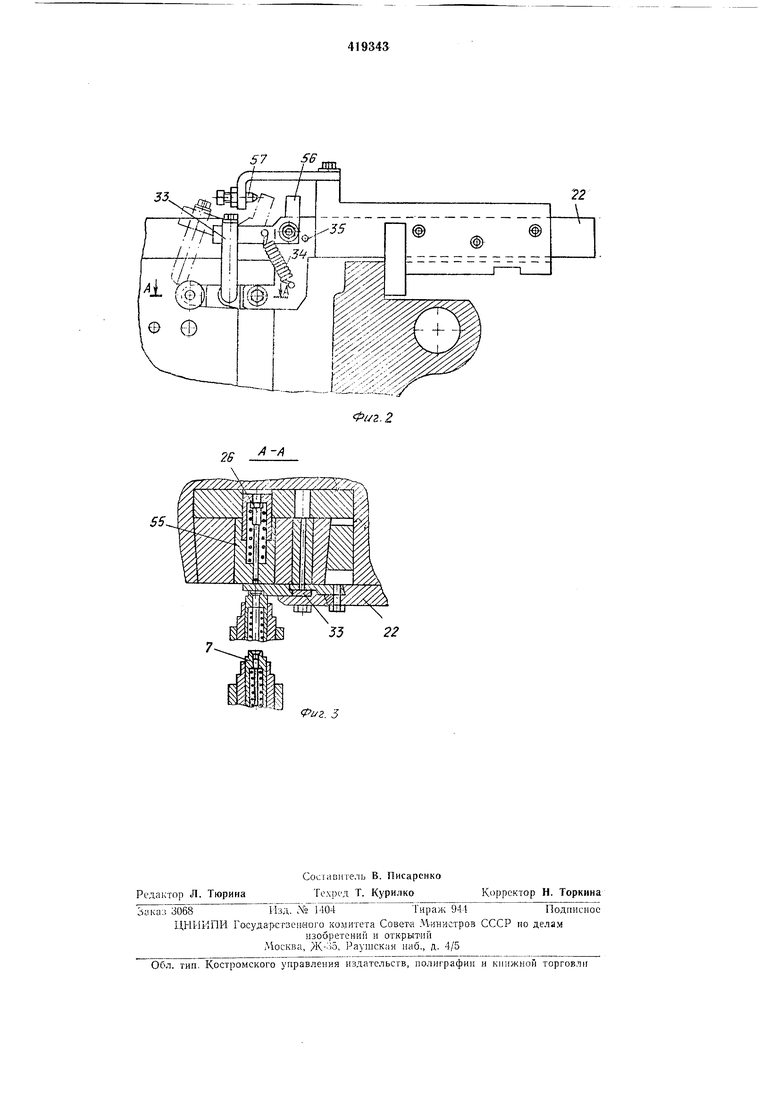
На фиг. 1 изображена кииематиче-ская схема устройства для изготовления биметаллических контактов |Методом холодной сварки; -на фиг. 2-иож для отрезки поКрывающего материа.а, осна-И1еиной рычагом 7-о5разиой формы с частичным вырывом; на фиг. 3 - разрез ио А-/1 на фиг. 2.
устройства включает в себя эле-ктродвигатель J, связанный -посредством клинореме-ниой передачи 2 с -коленвалОМ о, иоследн Й щатуном 4 соединен с ползуном 5, «есуи,им салазки 6. луансоноМ 7 предварительной ;i пуансоном cS окончательной высадки. На коленчатом валу .) установлена щестер«я 9, которая входит в запеплепне с шестерней }0, ci:ящей на распределительном валу 11. Передаочное отношение шестерней 9 ,и 10 составляет 1:2. На шестерне 10 закреплен кулак 12, «отоый посредством ролика 13, кулисы 14 « рычага 15 соединен с салазками б. На шестерне
10закреплен кривошип 16, авязанный толкателем 17 (С ползуном ножа 18, имеюш,им куачковую 1дорож1ку, Б которой «ахояится роик /Я закрепленный на ноже 20 для отрез-ки основного материала и приводяш,ий его в возвратно-шостуиательное движение. Нож 20 штоком 21 жестко связан с ножом 22 для отрезки ПСкрывающего материала. На валу 3 имеется кула1к 23, который штангой 24 и рычагом 25 связан с жестким толкателем 26, служащим для lпepeтa l JИDalния заготовки покрываюшего материала из ножа 22 ъ пуансон 7 /предварительной высадки. На распределительном валу
11укреплен кулак 27, связанный с толкателем 28 .при помош,и кулисы 29, тяги 30 толкателя 3i/ и рычата 32. На ноже 22 шарнирно установлен поворотный рычаг 33 Z-образной формы, одно нлечо которого (перекрывает отверстие в .ноже и трижато пружиной 34 к 35. На распределительном валу // имеется также кулак 36 с внутреннр1м профилем, который соединен с коробкой этадач с -помощью рычага 37 и тяги 38. КОробка подач состоит из дву.х пар подающих роликов 39, 40 и 41, 42, сидящих на валах 43, 44, 45 .и 46, (связанных соответственно пюстернями 47, 48, 49 и 50. На валах 43}{ 45 расположены муфты 61 и 52, которые связаны тягой 53 так,, что пр,и рабочем ходе ОДНО иары подающих роликов, другая пара соверщает холостой хо1Д, чем и осуществляется папеременная подаяа основного и покрывающего материалов со сдвигом по циклу на 180°.
От эле стродвигателя / то кинематическо нети вращение передается на (подающие 39 и 40, которые сквозь отрезную матрицу 54 подают пруток покрывающего материала в нож 22 до упора в (рычаг 33 Z-образной формы. Движением ножа 22 отрезается заготовка покрывающего Материала и лереносится на ось передающей матрицы 55. Нри движения ножа 22 рычаг 33, прижатый пружиной 34 к упору 35, неподвижен относительно ножа 22 и перекрывает отверстие в ноже, предохраняя заготовку покрывающего материала от выпадания. При выходе ножа 22 на ось передаюп1еи матрицы 55, другое плечо 56 рычага 33 наезжает на неподвижный упор 57, рычат 33 позорачивается и открывается отверстие в ноже 22. Жестко связанный с ножом 22 нож. 18 также {перемещается и останав«тавается у отрезной матрицы 58, сквозь которую подаюпщо ролики 4.1 и 42 подают пруток основного материала. Нолзуи 5, несущнй заготовительный пуансон 7 (предварительной высадки приближается к ножу 22, стоящему с заготовкой ;i()крывающего материала у передающей матрицы 55. В момент соприкосиовения пуансона 7 предварител1. Зысадки ножа 22 и нередагощей матрицы 55 срабатывает кулак 23, от которого через штангу 24 и рычаг 25 движен1ие .получает жесткий толкатель 26, перетал.кивающий заготовку покрывающего материала в пуансон 7 предварительной высадки. Ползун 5 5 возвращается в исходное положение, а салазки 6 переносят пуансон 7, несущий заготовку покрывающего материала, на ось высадочной матрицы 69. К этому времени нож 20 уже отрезал и перенес заготовку основного материае ла на ось высадочной матрицы 59. Ходом ползуна 5 пуансон./ваталкивает заготовку основного материала в высадочную матрицу 59 и производит предварительную выездку контакта, при этом заготовка покрывающего материала насаживается на головку контакта. При следующем ходе ползуна 5 салазки 6 вновь перемещают пуансон 7, который начинает новый цикл,, а пуансон 8 производит окончательную высадку бвметалличеокого контакта. После возвращения аюлзуна 5 в исходное положение, толкатель 28, получивший движение от кулака 37 посредством системы рычагов, вы, талкнвает готовый биметаллический контакг
высадочной -матрицы 59.
5 Таким образом, оснащенный рычагом Z-образной формы пож для отрезки покрывающего материала обеспечивает nepenoic заготовки в ноже к пуансону (предварительной высадки. Рычаг Z-образной фор1мы исключает вькпада0 ние заготовки «покрывающего материала из ноjjKa, что приводит, в (конечном итоге, к .повышению производительности предлагаемого сгройства.
П р е д м е т и 3 о б р е т е и и я
Устройство для изготовления биметал.-игческих контактов методоМ холодной сварк, содержащее смонтированные в корпусе механизмы для подачи iHpутков основного -и покрызаю0 щего материалов, расположеппые в одной плоскости ножи для отрезки основного и покрывающего материалов, причем каждый нож представляет собой подвижную в направлении, пер1пендикулярпом к направлению подао чи материала пластину, в которой перпендикулярно 1К плоскости реза выполнено отве рстие, равное диаметру прутка, а также содержащее расположенные с одной стороны плоскости реза пуансоны предварительной и окончательной высада и, а с другой стороны-передающую н высадочную матрицы, и содержаи1,ее 1мехапизм выталкивания готового контакта из высадочной матрицы, отличающееся тем, что, с целью повышения .производительности, нож
5 для отрезки покрывающего .материала снабжен поворотны.м подпружиненньгм ры-чагом Z-образной формы, смонтированным на ноже со стороны, противоположной расположению передающей и высадочной матриц, с возможifj ностью поворота в плоскости, параллельной
плоскости реза, и перекрывающим однИМ
своим плечом в рабочем положении отверстие
в ноже, а другим плечо-м воздействующиМ иа
. неподвижный упор, предусмотренный на корifj нусе ycTpoikTBa.
fO ifS iftf ifg 50
Л 5 ,., ,„ Z-XSU/ f uz.f
ILm
33.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| АВТОМАТ ДЛЯ ВЫСАДКИ ИЗДЕЛИЙ С БОЛЬШИМ ОБЪЕМОМ | 1966 |
|
SU184594A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
А-А
. 3
