Изобретение относится к металлургии, в частности к совмещенной прокатке непрерывно отливаемых заготовок.
Цель изобретения снижение капитальных и эксплуатационных затрат на прокатное оборудование и повышение долговечности прокатных валков.
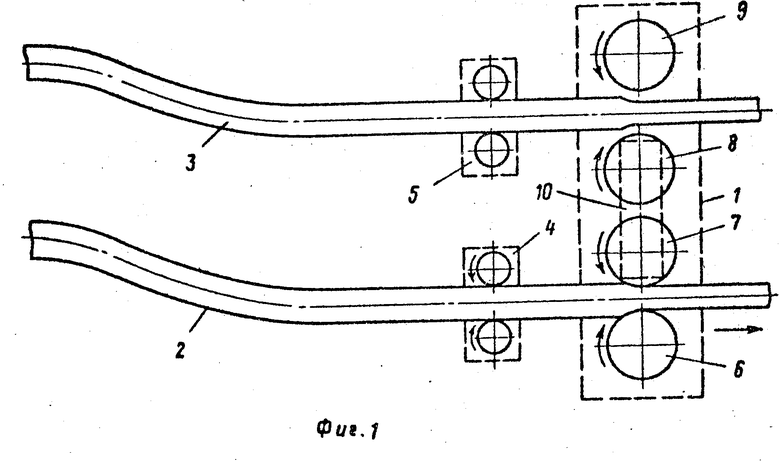
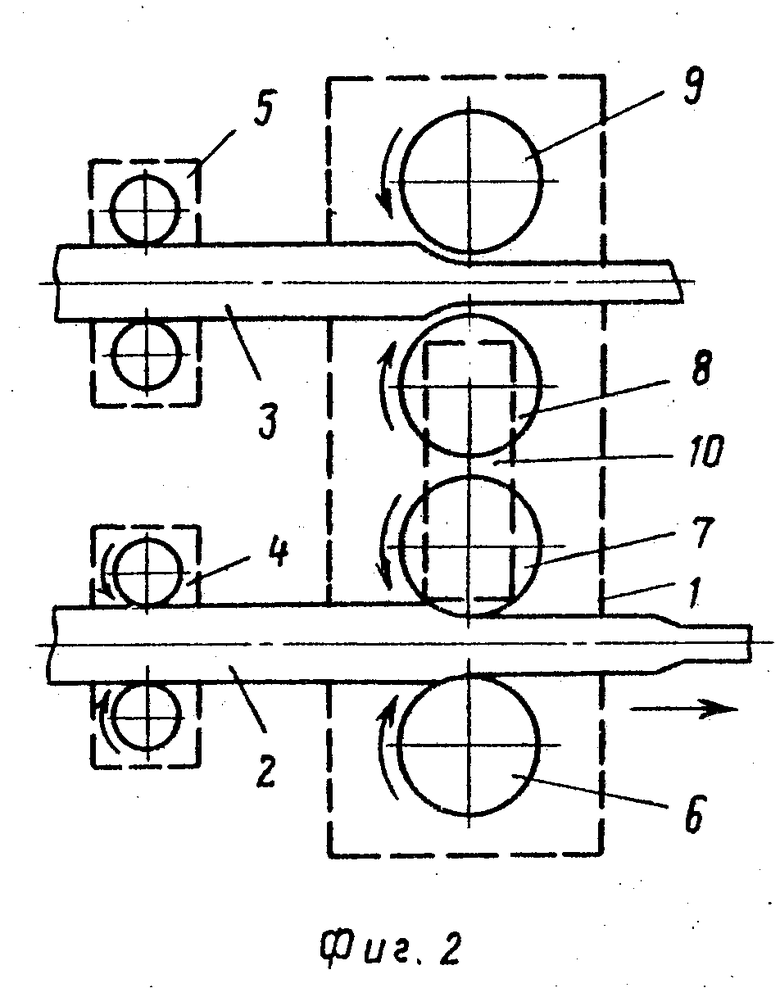
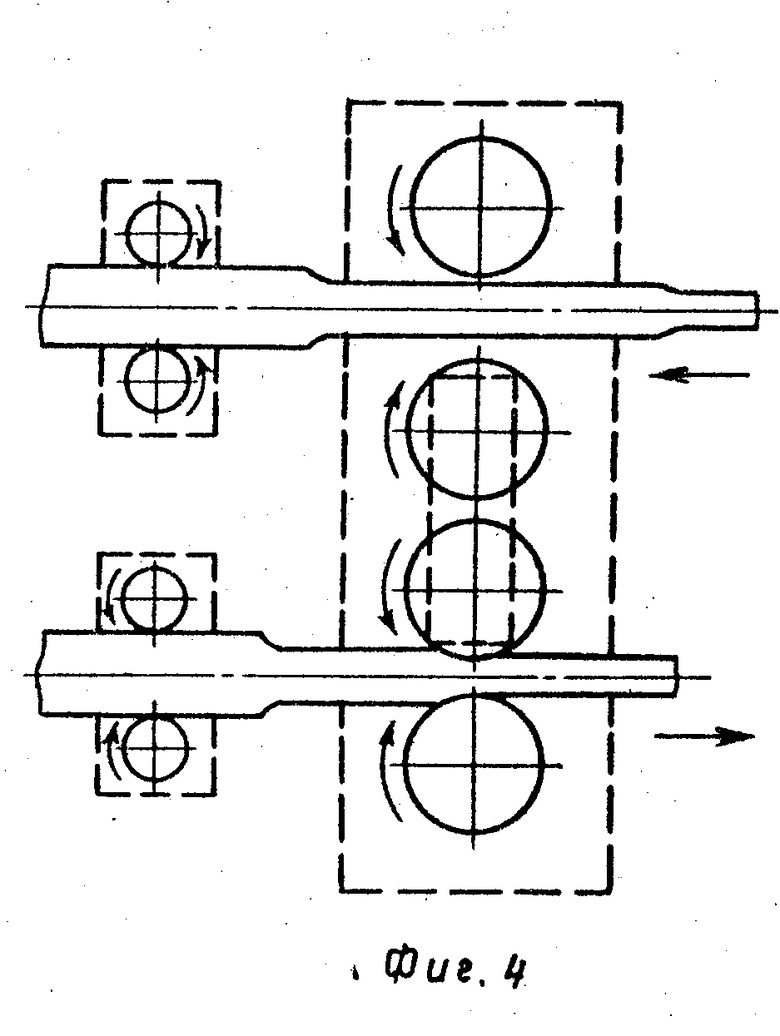
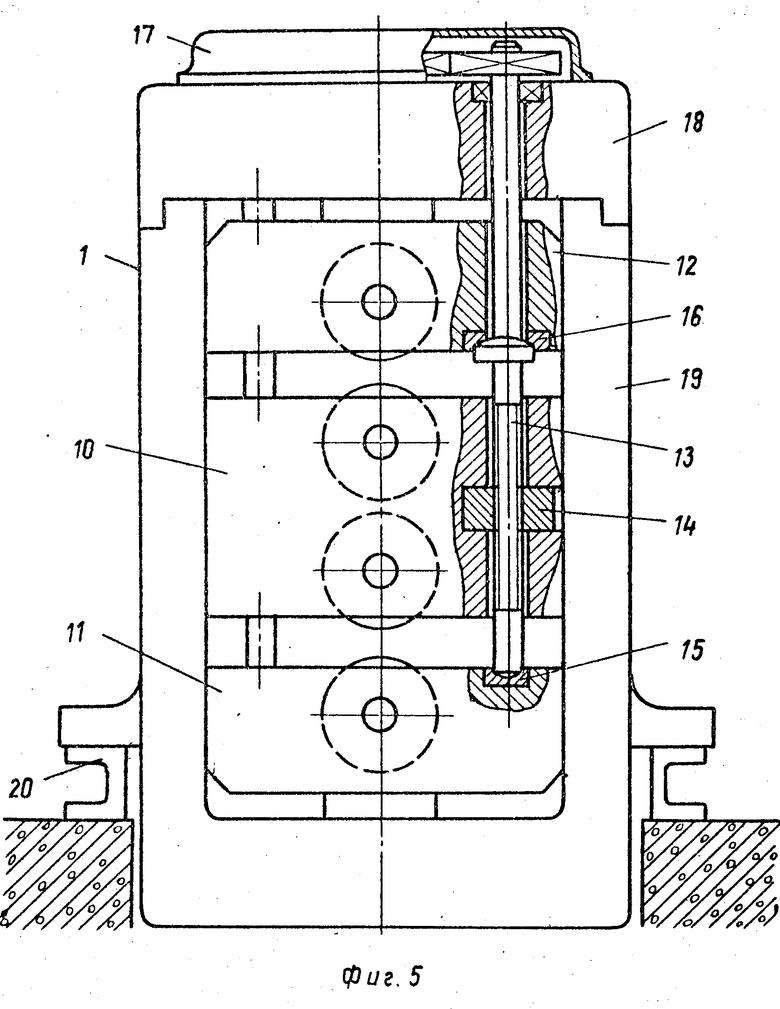
На фиг.1 показана схема прокатки заготовок в стане; на фиг.2-4 взаимные положения прокатных валков и заготовок на различных этапах цикла прокатки; на фиг.5 рабочая клеть стана с механизмом установки подушек средних валков.
Стан шаговой прокатки заготовок на двух уровнях включает рабочую клеть 1, в которой попеременно в двух уровнях прокатываются заготовки 2 и 3. Перед рабочей клетью в двух уровнях установлены подающие роликовые устройства 4 и 5. В рабочей клети размещаются прокатные валки: нижний 6, средний 7 и 8 и верхний 9.
Средние прокатные валки 7 и 8 имеют общие подушки 10, нижний валок 6 размещен в подушках 11, верхний валок 9 в подушках 12.
Рабочая клеть имеет винтовой механизм перемещения средних подушек, с помощью которого средние валки устанавливаются в требуемое для прокатки заготовок положение. Механизм включает нажимные винты 13, своей резьбовой частью взаимодействующие с размещенными в средних подушках гайками 14, в нижних подушках расположены подпятники 15, в верхних подушках подпятники 16. Привод 17 вращения нажимных винтов размещен на крышках 18 станины 19.
Станины рабочей клети установлены на плитовины 20.
Способ согласно изобретению осуществляется следующим образом.
К рабочей клети 1 непрерывно-литые заготовки 2 и 3 поступают после нескольких вытягиваний из кристаллизаторов с помощью подающих роликовых устройств 4 и 5 разновременно: вначале заготовки 2 с помощью подающего устройства 4 задают в нижнюю пару валков 6 и 7 рабочей клети, где их обжимают на длине шага вытягивания из кристаллизатора (фиг.1, 2). При окончании пропуска заготовки 2 в нижней паре валков средние валки 7 и 8 с помощью механизма перемещения их общих подушек 10 перемещают вверх для установки валка 8 в рабочее положение для первого обжатия. При этом взаимодействие валка 7 с заготовкой 2 прерывается, средний валок 8, перемещенный в рабочее положение, вступает в контакт с заготовками 3, которые поданы к рабочей клети устройством 5, т.е. прекращается обжатие заготовок 2 в нижней паре валков и начинается обжатие заготовок 3 в верхней паре валков 8 и 9 (фиг.3).
Одновременно с началом обжатия заготовок в верхней паре валков заготовки 2 с помощью подающих устройств 4 перемещают в обратном направлении на расстояние, равное длине обжатой в предыдущем пропуске в нижней паре валков части заготовок 2. При окончании пропуска заготовок 3 через верхнюю пару валков, в процессе которого произведено первое обжатие на длине шага вытягивания заготовок 3 из кристаллизаторов, подушки средних валков перемещают вниз, прерывая взаимодействие валка 8 с заготовками 3, при этом средний валок 7, размещенный в общих с валками 8 подушках 10, перемещается в рабочее положение для второго обжатия части длины заготовок 2, уже получившей обжатие в первом пропуске (фиг.4).
Как только валок 7 устанавливается в рабочее положение, начинается второе обжатие той части длины заготовок 2, которая прокатывалась в нижней паре валков в предыдущем пропуске. Одновременно с началом пропуска в нижней паре валков заготовки 3 с помощью устройства 5 перемещают в обратном направлении на расстояние, равное длине обжатой в предыдущем пропуске в верхней паре валков части заготовок 3.
После второго пропуска части длины заготовок 2, соответствующей шагу их вытягивания из кристаллизатора, валок 8 перемещают в положение для второго обжатия, одновременно прекращается взаимодействие с заготовками валка 7, т. е. прекращается прокатка в нижней паре валков и начинается прокатка в верхней паре.
После второго пропуска части длины заготовок 3, соответствующей шагу их вытягивания из кристаллизатора, завершается цикл прокатки вытянутой за шаг части длины заготовок. Следующий цикл прокатки начинается перемещением валка 7 в положение для первого обжатия следующей очередной части длины заготовок 2, вытянутых на величину шага из кристаллизатора. После этого все операции по прокатке заготовок повторяются до тех пор, пока не прекратится подача жидкого металла в кристаллизаторы и отливаемые заготовки не пройдут полностью через стан.
Во время пропуска заготовок через нижнюю пару валков валки веpхней пары вращаются вхолостую, и наоборот.
Установка средних подушек 10 и валков 7 и 8 в требуемое положение производится при вращении нажимных винтов 13, взаимодействующих с гайками 14, с помощью привода 17 (фиг.3).
При обжатии заготовок 2 в нижней паре валков усилие прокатки, действующее на средний валок 7, через его подшипники, подушки 10, передается на гайки 14, через них на винты 13, которые через подпятники 16 и подушки 12 передают его на крышки 18 станин 19. При обжатии заготовок 3 в верхней паре валков усилие прокатки, действующее на валок 8, передается через его подшипники, подушки 10 и гайки 14 на винты 13, которые через подпятники 15 и подушки 11 передают его на станины 19.
П р и м е р. Принимают следующие условия работы стана.
Две плоские заготовки шириной 300 мм и высотой поперечного сечения 140 мм вытягиваются из кристаллизаторов на шаг вытягивания, равный 1,5 м, со средней скоростью 0,25 м/с. Паузу между вытягиваниями очередной части длины заготовок из кристаллизатора принимают равной 30 с. Тогда время шагового вытягивания заготовок составит 6 с, а цикл пауза вытягивание 36 с.
Валки рабочей клети имеют катающий диаметр 600 мм и вращаются со средней частотой 20 об/мин, что соответствует окружной скорости валка 0,628 м/с. В первом пропуске заготовки обжимаются на 40 мм, со 140 до 100 мм, получая вытяжку в 1,4 раза (уширением пренебрегают), тогда шаговая длина заготовок в результате первого обжатия увеличится со 1500 до 2100 мм. Во втором пропуске заготовки обжимаются на 30 мм, со 100 до 70 мм.
Время первого шагового обжатия заготовки составит 2,39 с, второго 3,34 с, а суммарное время прокатки обеих заготовок в цикле 11,46 с.
Принимают среднюю скорость перемещения средних валков при их установке винтовым механизмом равной 30 мм/с, исходное положение средних валков на равном удалении от крайних (верхних и нижних) валков, при этом раствор валков верхней и нижней пар одинаков и составляет 150 мм, что позволяет при необходимости пропустить заготовки через рабочую клеть без обжатия.
Для первого шагового обжатия заготовки в нижней паре валков средние валки перемещаются вниз на 50 мм, время этого перемещения составит 1,67 с.
После первого обжатия шаговой длины заготовки 1500 мм в нижней паре валков средние валки перемещаются вверх для первого шагового обжатия в верхней паре валков, величина этого перемещения составляет 100 мм, время 3,33 с. Одновременно с этим перемещением прекращается прокатка в нижней паре валков, и заготовка с помощью подающего устройства перемещается назад на расстояние не менее 2100 мм со средней скоростью не менее 0,25 м/с, время этого перемещения составит 8,4 с.
После первого обжатия заготовки в верхней паре валков средние валки перемещаются вниз для второго обжатия в нижней паре валков, величина этого перемещения составит 130 мм, время 4,33 с. Одновременно с началом перемещения средних валков прекращается прокатка в верхней паре валков, и заготовка подающим устройством перемещается назад на расстояние не менее 2100 мм. Второе обжатие в нижней паре валков, следовательно, начинается через 10,05 с после окончания первого пропуска в этой же паре валков, при этом одновременно с окончанием перемещения средних валков для второго обжатия в нижней паре валков в них задается заготовка подающим устройством.
Второе обжатие в нижней паре валков выполняется на длине не более 2100 мм. После этого обжатия средние валки перемещают вверх для второго пропуска в верхней паре валков, величина этого перемещения составляет 160 мм, время 5, 33 с.
Второе обжатие в верхней паре валков происходит аналогично второму обжатию в нижней паре валков. После его завершения средние валки перемещаются вниз в исходное положение, величина этого перемещения 80 мм, время 2,67 с.
Таким образом, суммарное время перемещений средних валков за цикл составит 17,33 с, а время цикла шаговой прокатки заготовок 28,79 с.
Поскольку цикл пауза вытягивание у непрерывно-литой заготовки составляет 36 с, в течение 7,21 с валки рабочей клети вращаются вхолостую.
Затем средние валки перемещают вниз на 50 мм, устанавливая их в положение для первого обжатия заготовки в нижней паре валков, которую после этого подают в рабочую клеть. Так начинается второй цикл шагового обжатия заготовок. Далее все операции прокатки циклически повторяются и завершаются на концевом участке заготовки, вытянутом из кристаллизатора после окончания подачи в него жидкого металла.
Предлагаемое изобретение позволяет снизить стоимость стана шаговой прокатки, поскольку обжатие заготовок не требует их подъемов и опусканий, и, следовательно, отпадает необходимость в использовании громоздких и тяжелых подъемно-качающихся столов вместе с их приводом и системой уравновешивания движущихся масс.
Уменьшение массы и состава оборудования стана приводит к сокращению объема и стоимости фундаментов, экономии производственных площадей, затрат на транспортирование и монтаж оборудования.
Кроме того, по сравнению с прототипом не менее, чем в два раза сокращается частота перевалок, поскольку условия работы средних валков улучшаются, и срок службы всех валков рабочей клети до перевалки становится одинаковым.
Также в отличие от прототипа становится возможной прокатка заготовок неограниченной длины и массы, в том числе непрерывно-литых заготовок при шаговом режиме их вытягивания, при этом обеспечивается достаточно высокая частота вращения рабочих валков, исключается их длительный местный контакт с нагретым металлом, улучшается температурный режим и повышается стойкость валков.
Отсутствие перемещений заготовок по вертикали, а вместе с ними и подъемно-качающихся столов уменьшает энергозатраты на реализацию процесса прокатки.
Упрощаются также условия эксплуатации, снижается трудоемкость и затраты на ремонтное обслуживание оборудования стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |

(57) ТЕКСТ РЕФЕРАТА ОТСУТСТВУЕТ
| Патент Англии N 1413859, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Целиков А.И., Смирнов В.В | |||
| прокатные станы, М.: Металлургиздат, 1958, с.118, рис.112. | |||
