Если штампуют несколько долот с двусторонними лезвиями, подвергаются деформированию клиновым пуансоном и крайние участки полосовой заготовки. При этом для качественного оформления лезвийной части на крайних участках заготовки необходимо лимитировать длину концевого участка, образующего так называемый ножевой отход. Минимальная длина ножевого отхода для симметричности расположения очага деформации должна быть не меньше длины проекции в плане клиновой поверхности лезвия (или, что равнозначно, расстояние от проекции на исходную полосу ребра клинового пуансона до края полосы должно быть не меньше половины длины проекции в плане клиновой поверхности лезвия). Исходя из этого осуществляют и деформирование двусторонних лезвий на полосовой исходной заготовке, рассчитанной на получение одного изделия.
При пластическом формообразовании лезвия в условиях свободного течения металла из-под клинового формообразующего пуансона для возникновения растягивающих напряжений в очаге деформации необходимо соблюдение условия
Pcp-tga / -as
где Рср - среднее удельное усилие, действующее на деформируемый металл нормально к поверхности полосовой заготовки; а-угол клина;
- коэффициент трения между рабочей поверхностью пуансона и деформируемой заготовкой;
напряжение текучести материала заготовки при данных температурно-скоростных условиях деформации.
С учетом известной зависимости Рср K-OS указанное условие можно представить в виде Ktg , где К - коэффициент пропорциональности.
ПРИНЯВ для упрощения К 1, получают tga /. Сучетом рекомендуемых значений ,и 0,18-0,27 при использовании в качестве смазки водной суспензии графита, взятого в количестве 5-35%, получают . Принимая во внимание, что в реальных процессах штамповки К 1, можно считать в качестве минимального значения угла а, при котором возникают растягивающие напряжения, значение, равное 12°. При пластическом формообразовании лезвийной части клиновой пуансон после соприкосновения с поверхностью полосовой заготовки осуществляет свободное истечение металла из-под пуансона вдоль полосы по мере его внедрения практически на всю толщину заготовки. Правильно подобранная смазка
обеспечивает в большинстве случаев полное отделение ножевого отхода от полосы, однако одновременно отштампованные лезвия двух изделий не всегда отделяются
друг от друга. Поэтому после штамповки осуществляют дополнительную операцию разделения смежных лезвий по линии их сопряжения, например сдвигом в плоскости, перпендикулярной плоскости общего
0 основания изделий.
Пример. Получают заготовку обратного долота КВУ 40.403 длиной 405 мм, шириной 120 мм, толщиной 18 мм, углы заострения клина а 17° иуЗ 30°. Материал изделия - сталь 65Г. Исходную полосовую заготовку толщиной 18 мм, шириной 120 мм и длиной 2352 мм нагревают в индукторе до 1050-1150°Сс шириной зоны нагрева, равной протяженности участка
0 пластического деформирования, а затем помещают в штамп и осуществляют формообразование лезвийной части на первой заготовке, а затем на последующих. Длина каждого концевого участка, подвергаемого
5 пластическому деформированию, равна 20 мм. В процессе пластического деформирования происходит удлинение заготовки на 26 мм, что позволяет использовать для получения шести изделий полосу длиной 2352
0 мм вместо 2430 мм при изготовлении лезвий фрезеровкой.
После формообразования лезвий осуществляют разделение заготовок долот, пробивку или сверление для их крепления.
5 Формула изобретения
1. Способ изготовления лезвийных рабочих органов сельскохозяйственных машин, включающий нагрев исходной полосовой заготовки, формообразование
0 лезвий пластическим деформированием одновременно на двух заготовках с истечением металла по обе стороны от пуансона, а также разделение отформованных изделий, о т л имеющийся тем, что, с целью
5 повышения коэффициента использования материала заготовки и долговечности деформирующего инструмента, на каждой заготовке образуют лезвия в виде обращенных один к другому вершинами
0 клиньев, тангенс угла наклона каждого из которых к плоскости основания не меньше коэффициента трения между рабочей поверхностью пуансона и деформируемой заготовкой, пластическое деформирование
5 заготовки осуществляют при свободном истечении металла на всем протяжении рабочего хода пуансона, а разделение заготовок с отформованными лезвиями осуществляют в плоскости, проходящей через линию сопряжения вершин клиньев смежных заготовок и перпендикулярной к плоскости их общего основания.
2. Способ по п. 1,отличающийся тем, что, с целью повышения качества издеЛИЙ при изготовлении двусторонних лезвий, 5 лезвия.
длину ножевого отхода на каждом крайнем участке исходной полосовой заготовки выбирают не меньше полной длины горизонтальной проекции клиновой поверхности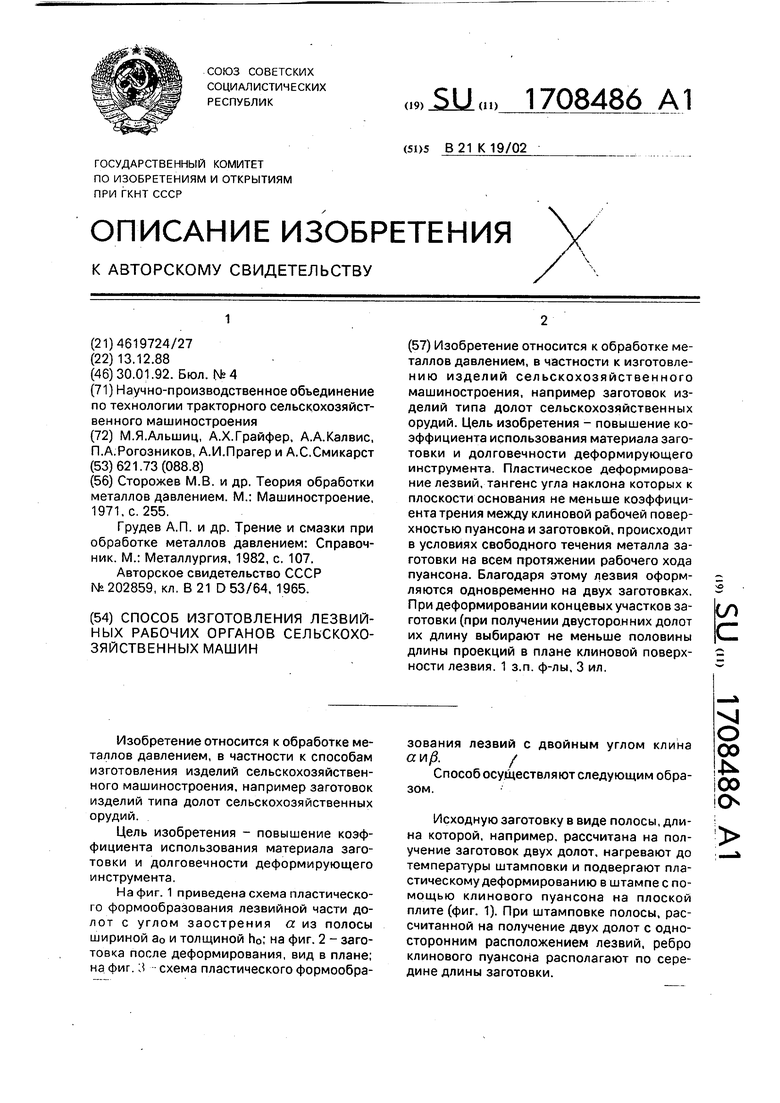
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для деформирования и отделения заготовок | 1988 |
|
SU1668006A1 |
| СПОСОБ ВАЛЬЦЕВАНИЯ ЛЕЗВИЙ НА ЛИСТОВЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041005C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ изготовления режущих рабочих органов почвообрабатывающих машин | 1982 |
|
SU1110808A1 |
| Штамп для изготовления изделийС лЕзВияМи ТипА РАбОчиХ ОРгАНОВСЕльСКОХОзяйСТВЕННыХ МАшиН | 1979 |
|
SU804132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| Способ изготовления изделий типа лемехов | 1977 |
|
SU704707A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
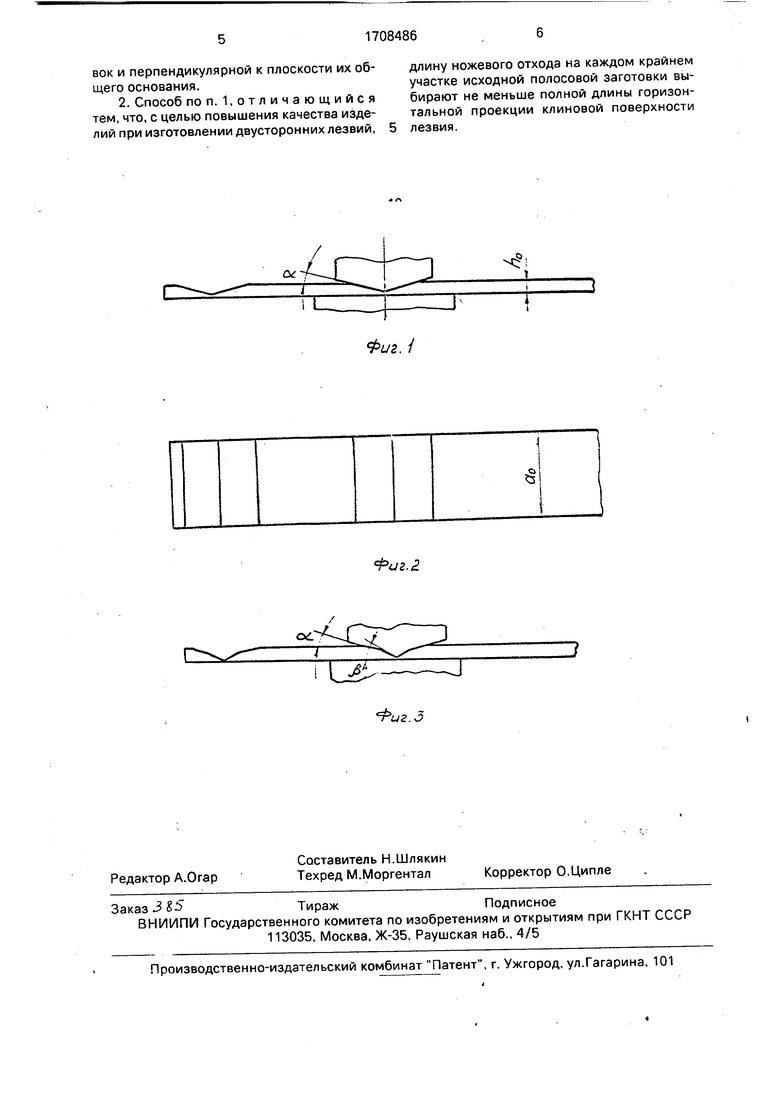
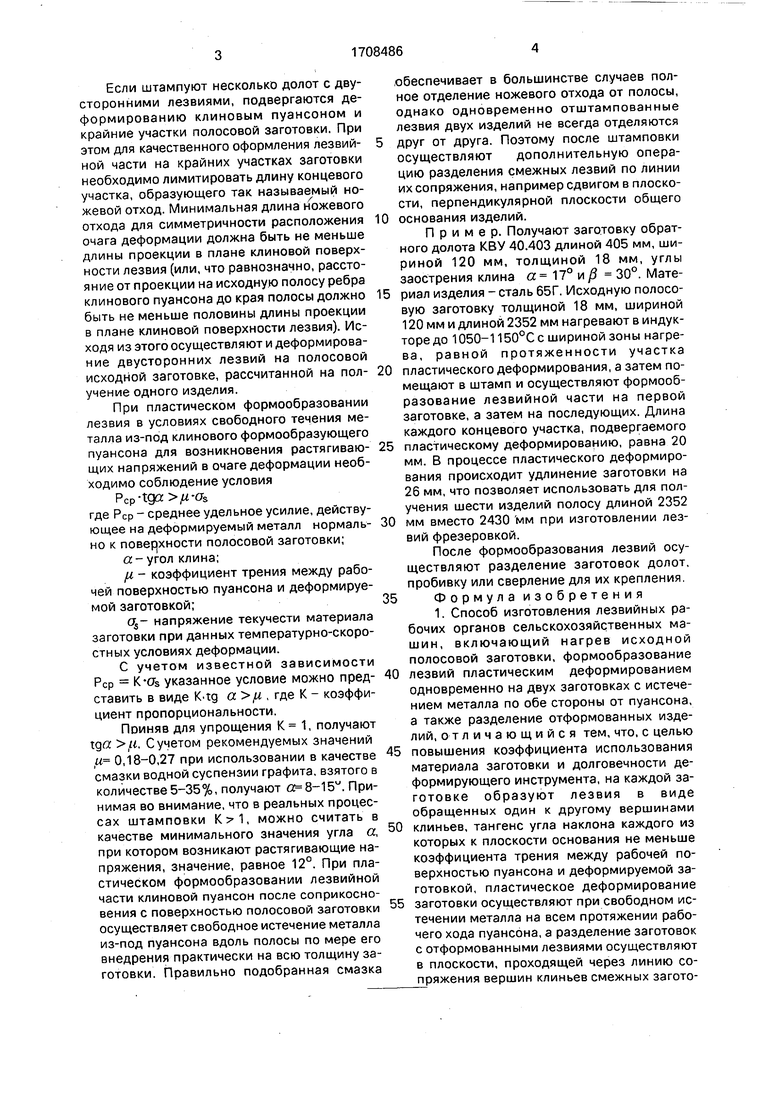
Изобретение относится к обработке металлов давлением, в частности к изготовле- нию изделий сельскохозяйственного машиностроения, например заготовок изделий типа долот сельскохозяйственных орудий. Цель изобретения - повышение ко- зффициента использования материала заготовки и долговечности деформирующего инструмента. Пластическое деформирование лезвий, тангенс угла наклона которых к плоскости основания не меньше коэффициента трения между клиновой рабочей поверхностью пуансона и заготовкой, происходит в условиях свободного течения металла заготовки на всем протяжении рабочего хода пуансона. Благодаря этому лезвия оформляются одновременно на двух заготовках. При деформировании концевых участков заготовки (при получении двусторонних долот их длину выбирают не меньше половины длины проекций в плане клиновой поверхности лезвия. 1 з.п. ф-лы, 3 ил.СОсИзобретение относится к обработке металлов давлением, в частности к способам изготовления изделий сельскохозяйственного машиностроения, например заготовок изделий типа долот сельскохозяйственных орудий.Цель изобретения - повышение коэффициента использования материала заготовки и долговечности деформирующего инструмента.На фиг. 1 приведена схема пластического формообразования лезвийной части долот с углом заострения а из полосы шириной ао и толщиной ho; на фиг. 2 - заготовка после деформирования, вид в плане; на фиг. 3 -схема пластического формообразования лезвий с двойным углом клина аиД/Способ осуществляют следующим образом.Исходную заготовку в виде полосы, длина которой, например, рассчитана на получение заготовок двух долот, нагревают до температуры штамповки и подвергают пластическому деформированию в штампе с помощью клинового пуансона на плоской плите (фиг. 1). При штамповке полосы, рассчитанной на получение двух долот с односторонним расположением лезвий, ребро клинового пуансона располагают по середине длины заготовки.VIО 00ь.iOO iO
-н-
Фиг. i
аг.2.
| Сторожев М.В | |||
| и др | |||
| Теория обработки металлов давлением | |||
| М.: Машиностроение, 1971 | |||
| с | |||
| Гудок | 1921 |
|
SU255A1 |
| и др | |||
| Трение и смазки при обработке металлов давлением: Справочник | |||
| М.: Металлургия, 1982, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
