Изобретение относится к обработке металлов давлением и предназначено для изготовления мелких стержневых деталей.
Цель изобретения - снижение трудоемкости изготовления изделий за счет сокращения производственного цикла обработки.
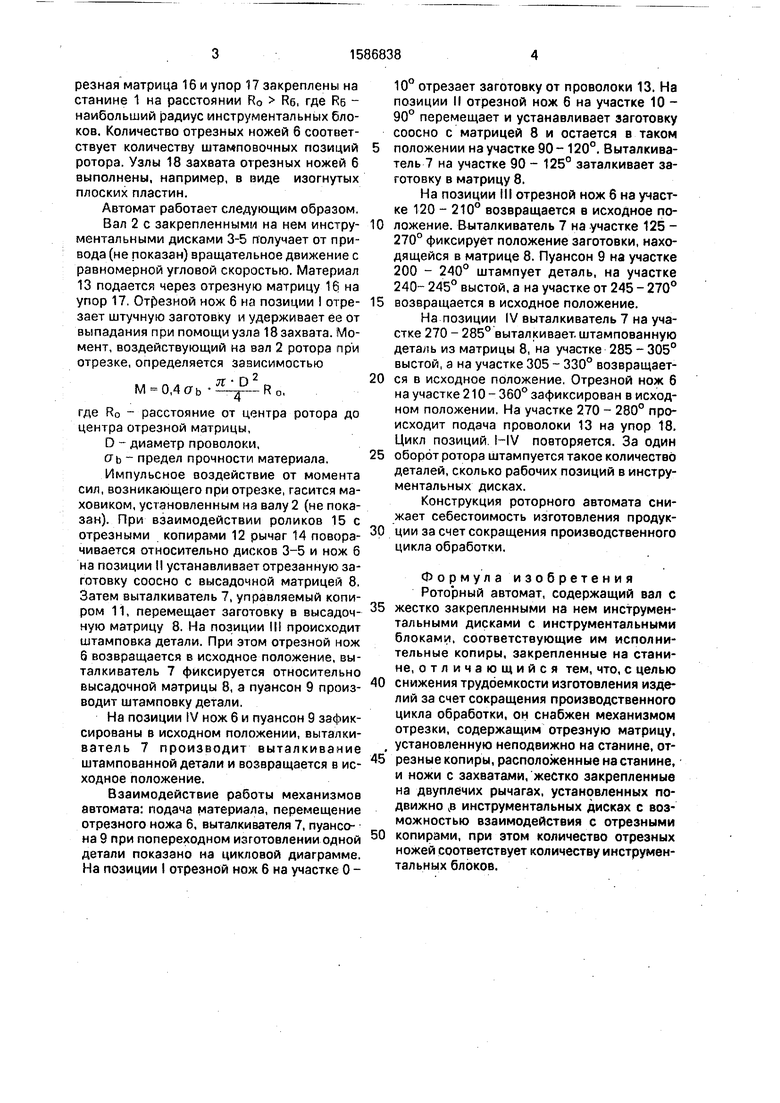
На фиг.1- изображена кинематическая схема автомата: на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема взаимодействия инструментов по переходам I, II, III, IV; на фиг.4 - цикловая диаграмма попереходной штамповки одной детали.
Автомат содержит станину 1, вал 2, ротор, закрепленный на валу 2. Ротор состоит из соосно расположенных инструментальных дисков, содержащих блоки 3 выталкивателей, блоки 4 пуансонов, блоки 5 высадочных матриц. Отрезные ножи 6 установлены с возможностью взаимодействия С инструментальными блоками. В блоках 3-5 последовательно, в направлении продольной оси, установлены соосно выталкиватель 7, высадочная матрица 8, пуансон 9. На станине 1 закреплены управляющие штамповочные 10 и 11 и отрезной 12 копиры. Подача проволоки 13 на отрезку осуществляется механизмом подачи (не показан).
Отрезные ножи 6 закреплены на рычагах 14, кинематически связанных с инстру- ментальными дисками, и при помощи роликов 15 с отрезными копирами 12. Отел
00
CS
ш со
резная матрица 16 и упор 17 закреплены на станине 1 на расстоянии RO Re, где Re - наибольший радиус инструментальных блоков. Количество отрезных ножей 6 соответствует количеству штамповочных позиций ротора. Узлы 18 захвата отрезных ножей 6 выполнены, например, в виде изогнутых плоских пластин.
Автомат работает следующим образом.
Вал 2 с закрепленными на нем инструментальными дисками 3-5 получает от привода (не показан) вращательное движение с равномерной угловой скоростью. Материал 13 подается через отрезную матрицу 16i на упор 17, Отрезной нож 6 на позиции I отрезает штучную заготовку и удерживает ее от выпадания при помощи узла 18 захвата. iMo- мент, воздействующий на вал 2 ротора при отрезке, определяется зависимостью
М 0,4(7ь
Л- D
RO,
где RO - расстояние от центра ротора до центра отрезной матрицы,
D - диаметр проволоки,
аь предел прочности материала.
Импульсное воздействие от момента сил, возникающего при отрезке, гасится маховиком, установленным на валу 2 (не показан). При взаимодействии роликов 15 с отрезными копирами 12 рычаг 14 поворачивается относительно дисков 3-5 и нож 6 на позиции II устанавливает отрезанную заготовку соосно с высадочной матрицей 8, Затем выталкиватель 7, управляемый копиром 11, перемещает заготовку в высадочную матрицу 8. На позиции III происходит штамповка детали. При этом отрезной нож 6 возвращается в исходное положение, выталкиватель 7 фиксируется относительно высадочной матрицы 8, а пуансон 9 производит штамповку детали.
На позиции iv нож 6 и пуансон 9 зафиксированы в исходном положении, выталкиватель 7 производит выталкивание штампованной детали и возвращается в исходное положение.
Взаимодействие работы механизмов автомата: подача материала, перемещение отрезного ножа 6, выталкивателя 7, пуансона 9 при попереходном изготовлении одной детали показано на цикловой диаграмме. На позиции I отрезной нож 6 на участке О 10° отрезает заготовку от проволоки 13. На позиции II отрезной нож 6 на участке 10 - 90° перемещает и устанавливает заготовку соосно с матрицей 8 и остается в таком
положении на участке 90-120°. Выталкиватель 7 на участке 90 - 125° заталкивает заготовку в матрицу 8.
На позиции III отрезной нож б на участке 120 - 210° возвращается в исходное положение. Выталкиватель 7 на участке 125 - 270° фиксирует положение заготовки, находящейся в матрице 8. Пуансон 9 на участке 200 - 240° штампует деталь, на участке 240- 245° выстой, а на участке от 245 - 270°
возвращается в исходное положение.
На позиции IV выталкиватель 7 на участке 270 - 285° выталкивает, штампованную деталь из матрицы 8, на участке 285 - 305° выстой, а на участке 305 - 330° возвращается в исходное положение. Отрезной нож 6 на участке 210 - 360° зафиксирован в исходном положении. На участке 270 - 280° происходит подача проволоки 13 на упор 18. Цикл позиций. I-IV повторяется. За один
оборот ротора штампуется такое количество деталей, сколько рабочих позиций в инструментальных дисках.
Конструкция роторного автомата снижает себестоимость изготовления продукции за счет сокращения производственного цикла обработки.
Формул а изобретения Роторный автомат, содержащий вал с
жестко закрепленными на нем инструментальными дисками с инструментальными блоками, соответствующие им исполнительные копиры, закрепленные на станине, отличающийся тем, что, с целью
снижения трудоемкости изготовления изделий за счет сокращения производственного цикла обработки, он снабжен механизмом отрезки, содержащим отрезную матрицу, установленную неподвижно на станине, отрезные копиры, расположенные на станине, и ножи с захватами, жестко закрепленные на двуплечих рычагах, установленных подвижно ,в инструментальных дисках с возможностью взаимодействия с отрезными
копирами, при этом количество отрезных ножей соответствует количеству инструментальных блоков.
/ЕЯ7
5
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| Многопозиционный холодновысадочный автомат | 1980 |
|
SU986565A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Автомат для холодной штамповки | 1981 |
|
SU1002077A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| Автомат для изготовления скоб | 1981 |
|
SU1000147A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |


Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении мелких стержневых деталей. Цель изобретения - снижение трудоемкости изготовления изделий за счет сокращения производственного цикла обработки. Автомат содержит станину с закрепленными на ней штамповочными и отрезным копирами и распределительный вал, вращающийся с равномерной угловой скоростью вместе с закрепленным на нем ротором, содержащим блоки инструментов. В блоках последовательно в направлении продольной оси расположены выталкиватели, высадочные матрицы и пуансоны. Отрезные ножи, закрепленные на рычагах, установленных в роторе, отрезают заготовку. По заданной отрезным копиром траектории отрезные ножи перемещают заготовку в соответствующие высадочные матрицы и возвращаются в исходное положение. При фиксированном положении заготовки происходит высадка головки детали пуансонами, взаимодействующими с управляющим копиром. Затем пуансоны отходят в исходное положение. Выталкиватели выталкивают детали и так же возвращаются в исходное положение. Количество отрезных ножей соответствует количеству высадочных матриц. 4 ил.
лг
1 6
IS
15
Фие. 2
L.,L, 13
.jL, 1
у /
fc
/ J
Ж.
Y/7/Л
JTi
tOvN-WI /
W77/
Редактор И.Шулла
Фи9Л
Составитель С.Малай Техред М.Моргентал
Фие.з
Корректор Н. Король
| Роторный автомат для обработки изделий | 1983 |
|
SU1106633A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
