Изобретение относится к области обработки металлов давлением, в частности к изготовлению заклепок высадкой.
Известен многопозиционный автомат для изготовления пустотелых заклепок из проволоки высадкой, содержащий высадочные и прошивной пуансоны, связанные посредством ползуна с кулачковым валом, причем высадка и прошивка заклепки производится последовательно на разных позициях.
Предлагаемый высадочный автомат отличается тем, что прошивной пуансон установлен в высадочном пуансоне с возможностью осевого перемеш;ения посредством рычага, шарнирно закрепленного одним концом на ползуне и взаимодействующего другим конном с одним из кулачков приводного вала. В иуансонодержателе выполнен сквозной паз для прохода рычага. Такая конструкция автомата повышает производительность.
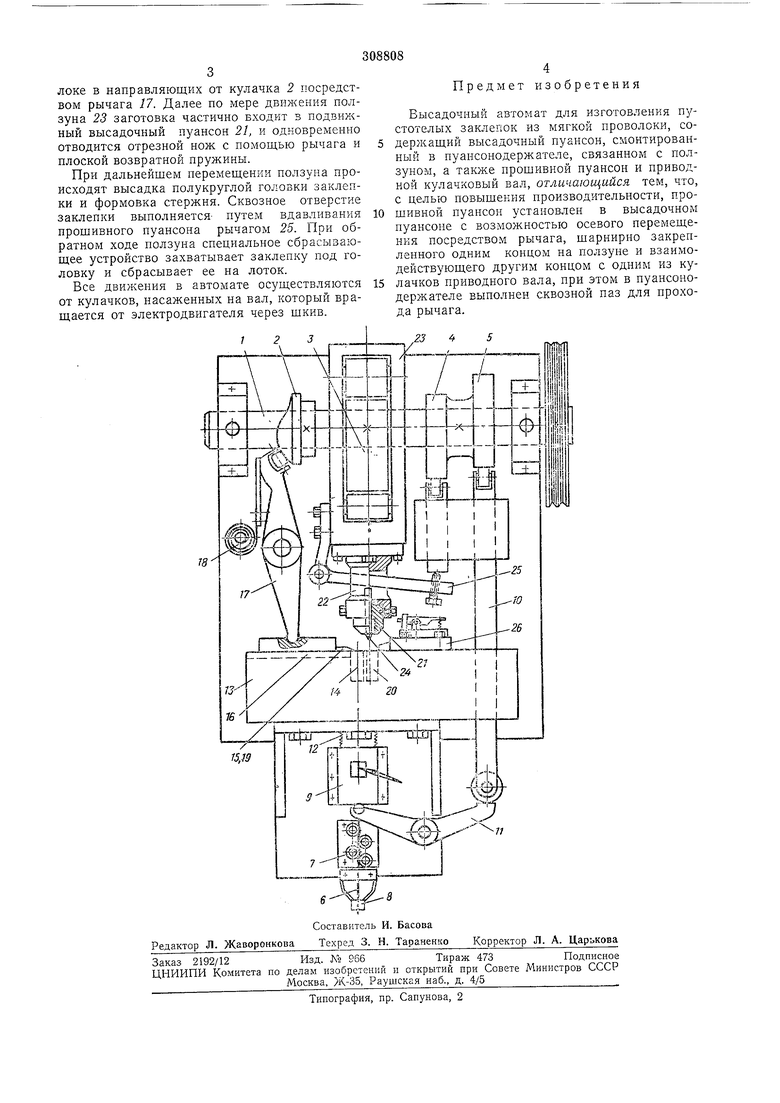
Принципиальная схема описываемого высадочного автомата представлена на чертеже.
Автомат содержит: приводимый в движение от электродвигателя приводной вал 1 с кулачками 2, 3, 4 тл 5, служащими для передачи движения на рабочие органы; бунт 6 проволоки; рихтующие ролики 7; очиститель 8; механизм подачи 9, связанный посредством тяги 10 и рычага 11 с кулачком 5 нриводного
вала. Пружины 12 служат для возвращения механизма подачи в исходное положение.
На плите 13 установлены отрезная матрица 14 и отрезной нож 15 с возмолчностью перемещения в направляющих 16 посредством рычага 17, поджатого возвратной пружиной 18, а также удерживающее заготовку устройство 19 и высадочная матрица 20, установленная по оси высадочного пуансона 21, связанного пуапсонодержателем 22 с ползуном 23, имеющим осевое перемещение от кулачка 3. Внутри пуансона 21 установлен прошивной пуансон 24 с возможностью осевого перемещения посредством рычага 25, шарнирно связанного одним концом с ползуном 23, а другим взаимодействующим с кулачком 4.
Сбрасывающее устройство 26 расположено на плите 13 у высадочной матрицы 20.
Высадочный автомат работает следующим
образом. Проволока из бунта через рихтующие ролики и очиститель поступает в механизм иодачи и далее в отрезную матрицу. Перемещается механизм подачи от кулачка 5 посредством тяги 10 и рычага 11.
Возвращается механизм подачи в исходное положение с помощью возвратных пружин 12. К проволоке подается нож с удерживающим устройством, который отрезает заготовку и перемещает ее к высадочной матрице. Отрез
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
