Изобретение относится к металлообработке и предназначено для сверления глубоких отверстий.
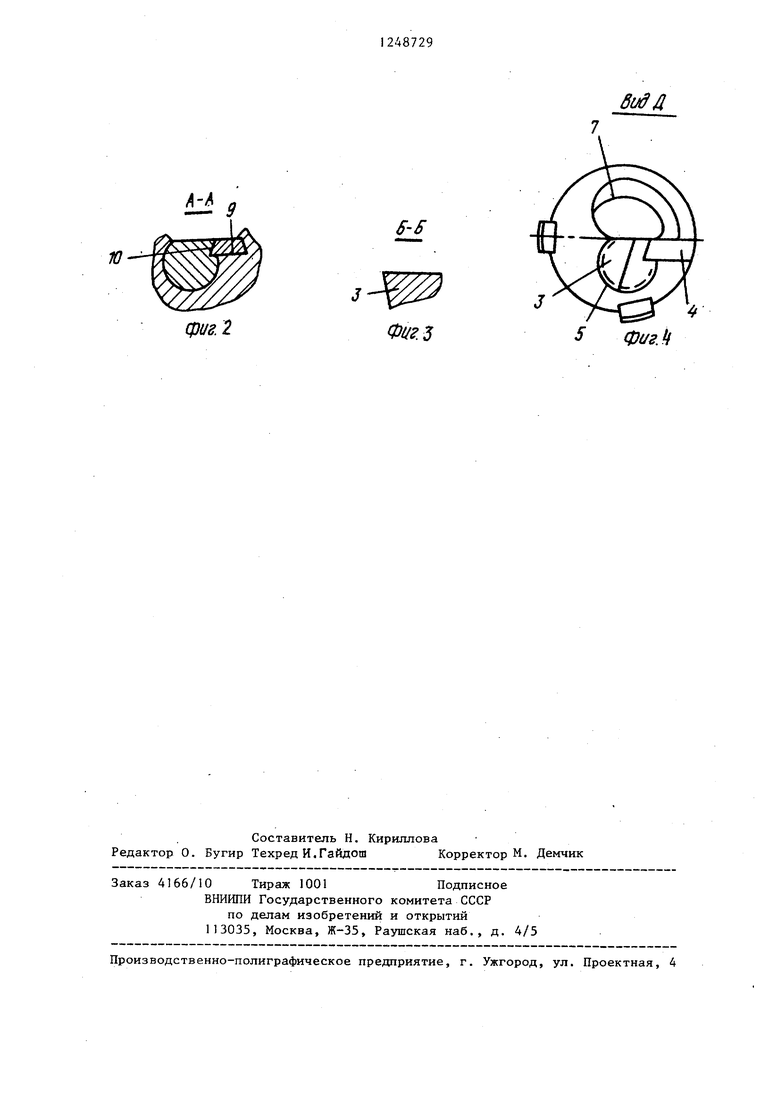
Цель изобретения - повышение прог изводительности за счет улучшения условий резания и дробления стружки. На.фиг. 1 изображена сверлильная голбвка,разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид Д на фиг. 1.
Сверлильная головка содержит корпус 1 с установленными на нем направляющими элементами 2, вставку 3 и режущую часть 4.
В корпусе 1 параллельно его оси выполнено цилиндрическое (коническое) отверстие 5 под размещение цилиндрической (конической) вставки 3 и наклонный паз 6 под размещение режущ€;й части 4. Ось отверстия 5 имеет радиальное смещение относительно оси корпуса 1. Для многорезцовых головок ось отверстия 5 располагается по оси корпуса 2. Для отвода СОЖ и.стружки в корпусе I выполнен канал 7. Направляющие элементы 2 вьшолнены из твердого сплава и имеют призматическую форму, закреплены в корпусе 1 с помощью пайки или клеевого соединения. На вставке 3, выполненной из быстрорежущей стали и имеющей вспомогательную режущую кромку 8, выполнены две плоскости 9 и lOi образующие опорную и направляющую поверхности для установки режущего лезвия 4. Главная 11 и вспомогательная 8 режущие кромки имеют М-образн5То форму заточки с радиальным .смещением впадины 12 ,и вы- ступанием прилегающей к оси корпуса 1 вершины 13 относительно другой вер щины 14, Геометрия заточки вспомогательной режущей кромки 8 на вставке 3 и главной режущей кромки 11 на режущей части 4 одинакова.
Перед закреплением корпуса 1 сверлильной головки на стеблевой части стлнка в наклонный лаз 6 устанавливают режущую часть 4, а затем в коническое отверстие 5 - вставку 3. Окончательный поджим режущей части 4 и вставки 3 происходит в результате контактирования выступающей вершины, которая прилегает к оси сверла, с
5
торцом заготовки. Подобное расположение стыка исключает попадание . стружки в стык в зоне соединения кромок, что может вызвать разрушение этого участка режущего лезвия. Ориентация стыка относительно корпуса обычно задается по отношению к граням режущей пластины во фронтальной и боковой плоскостях. Из-за этого, как показывает опыт эксплуатации однокромочных сверл, оснащенных твердосплавной режущей пластиной, часто выкрашивается и скалывается участок вспомогательной режущей кромки, при- 5 легающей к оси сверлильной головки.
Поэтому замена на указанном участке твердого сплава-на быстрорежущий материал, менее твердый, но зато более вязкий, позволяет устранить эти ско- 0 лы и выкрещивания. При этом стойкость замененного участка режущей кромки, прилегающей к оси сверла, понижается. Однако, так как скорость резания у оси головки в несколько раз меньше, чем у поверхности просверленного отверстия, подобная замена обеспечивает примерно одинаковую стойкость участка из быстрорежущего материала и остальной части лезвия из твердого сплава вследствие того, что стойкость любого режущего материала, в том числе и твердого сплава, обратно пропорциональна скорости резания, т.е. стойкость режущего лезвия сверла переменна по его длине и минимальна у поверхности просверленного отверстия, а у оси головки максимальна.
Изобретение обеспечивает повышение производительности процесса за
0 счет улучшения условий резания и дробления стружки. При использовании предлагаемой сверлильной головки снижается износ и устраняется выкрашивание материала участка вспомогатель5 ной режущей кроМки, прилегающей к оси головки, исключается операция заточки (переточки) участков для деления и дробления стружки, сокращается трудоемкость переточки и эконо50 мится режущий материал за счет воз-т :можности выборочно перезатачивать участки лезвия, а также повьтается технологическая надежность закрепления режущего лезвия.
0
5
ВидД
Ж7фиг. 2
6-S
J
Фиг.З
5 ф1/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухперовое сверло со сменной режущей частью | 1980 |
|
SU1034852A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СБОРНОЕ СВЕРЛО | 2014 |
|
RU2574621C1 |
| Сборное сверло | 1990 |
|
SU1756033A1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 1995 |
|
RU2159167C2 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |

| Порошкообразное связующее | 1980 |
|
SU891718A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
