Изобретение относится к сварке, а менно к конструкции устройства для , одачи деталей из накопителя на обраотку, преимущественно на сборку и варку ребер жесткости с полотнищем, может быть использовано при изго- : овлении плоских секций корпусов суов.
Цель изобретения - сокрал ение межоперационного времени.
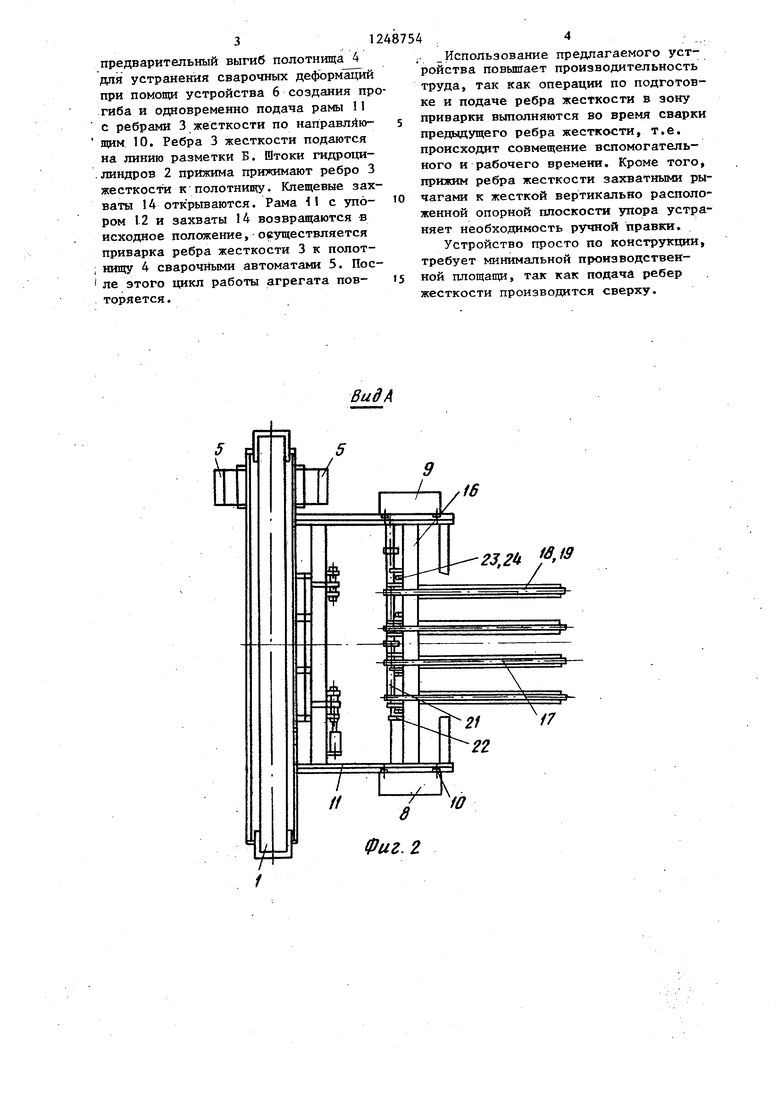
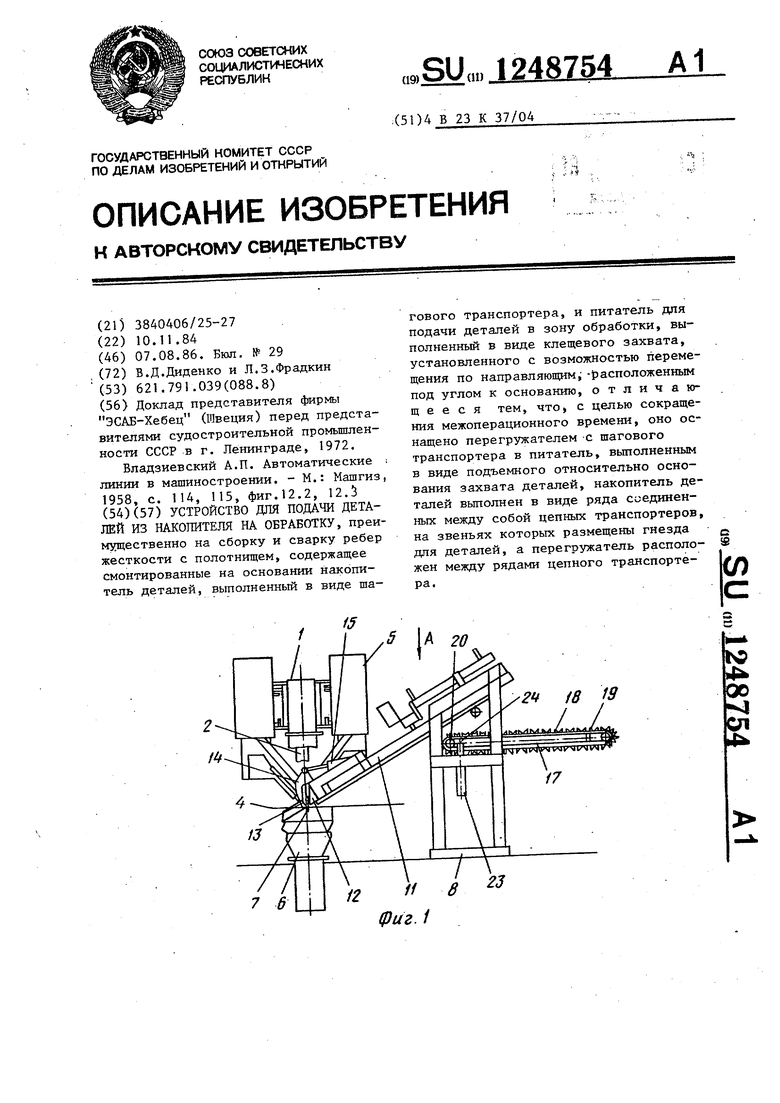
На фиг.1 показано предлагаемое устройство, вид сбоку; на фиг.2 - вид А на фиг.1; на фиг.З - 6 - последовательность работы устройства.
Устройство для подачи деталей на обработку представляет собой стационарный портал 1, на верхней балке которого закреплены механизмы 2 прижима, вьтолненные в. виде гидроцилиндров для прижима ребер 3 жесткости к полотнищу 4, а по бокам установлены передвижные сварочные автоматы 5. На нижней балке портала 1 установлено устройство 6 создания лрогиба, вьтол- ненное в виде двух рядов подъемных электромагнитов (не показаны) и расположенного между ними неподвижного опорного рельса 7„
Для подачи ребер 3 жесткости в зону сварки предусмотрен питатель, состоящий из основания, выполненного в виде двух неподвижных параллельных стоек 8 и 9, несущих направляющие 10, которые- расположены под углом к основанию с вершиной угла на линии Б установки ребер 3 жесткости и имеют возможность перемещать рам-у 11. На конце рамы 11, обращенной к порталу 1, жестко закреплен вдоль всей ширины рамы 1 упор I2 с вертикальной опорной поверхностью 13, а также шарнирно смонтированы ряд клещевых захватов 14 с приводом от гидроцилиндров 15, предназначенных для прижатия ребер 3 жесткости к вертикальной опорной поверхности 13 упора 12. Неподвижные стойки 8 и 9 основания жестко соединены между собой балкой 16, на передней стенке которой смонтирован накопитель 7 с приводом (не показан). Накопитель 17 выполнен в виде ряда параллельно расположенных бесконечных цепей 18 с установленными на них гнездами 19 для установки ребер 3 жесткости. Ведущие звездочки 20 бесконечных цепей 18 соединены между собой жестким валом 21, предназначенным для синхронного перемещения цбпей 18 накопителя 17. В зоне жесткого вала 21 установлены упоры 22, предназначенные для выравнивания торцов ребер 3 жесткости и остановки привода накопителя 17, а также служащие датчиками наличия ребер 3 жесткости на накопителе 17. Накопитель 17 снабжен перегружателем, выполненным в виде ряда
гидроцилиндров 23, на штоках которых закреплены захваты 24 для ребер 3 жесткости. Перегружатель служит Для передачи ребер 3 жесткости с накопителя 17 на раму 11.
Устройство работает следующим образом.
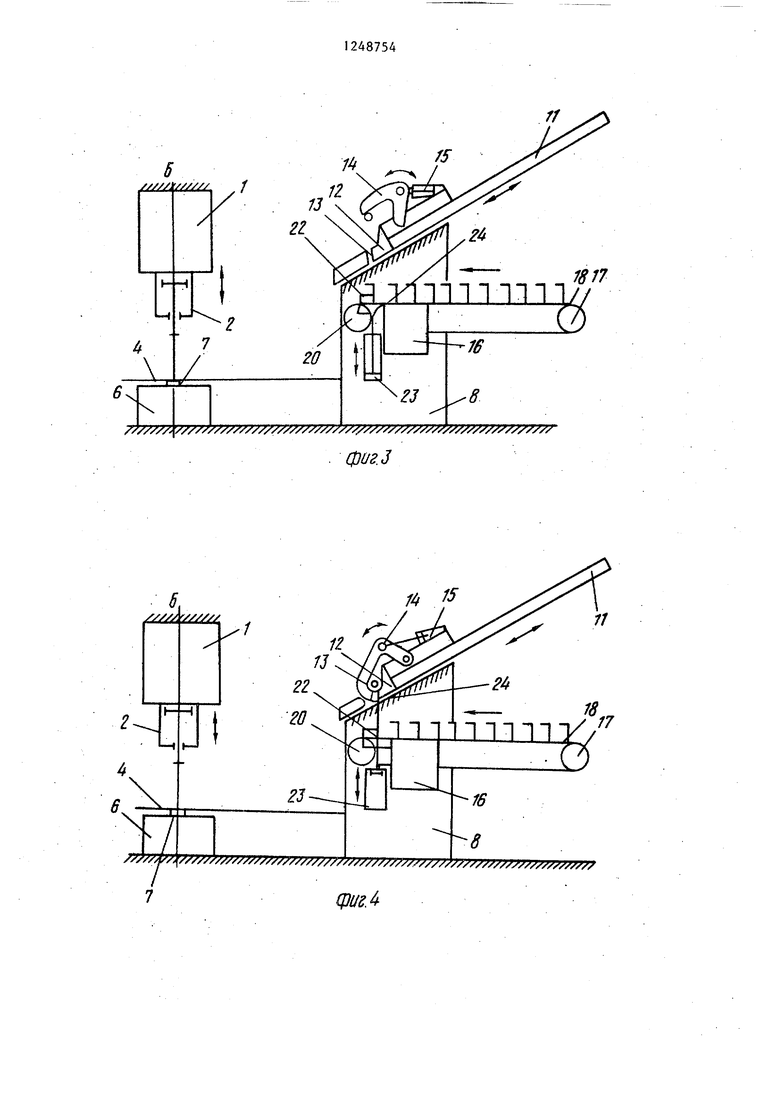
В исходном положении рама 11 отведена в крайнее верхнее положение, клещевые захваты 14 открыты, гидроцилиндры 23 с захватами 24 перегружателя находятся в нижнем положении, а гидроцилиндры прижима ребер 3 жесткости - в верхнем положении. На устройство 6 создания прогиба
укладывают полотнище 4, а гнезда 19 накопителя 17 загружают ребрами 3 жесткости в последовательности их установки на полотнище 4. При включении привода накопителя 17 приводятся в движение вал 21 и ведущие звезя- чки 20, которые перемещают цепи 18 с гнездами 19 ребер S жесткости. При подходе очередного ребра 3 жесткости ко всем упорам 22 привод накопителя 17 отключается и производится включение на подъем гидроцилиндров 23, которые своими захватами 24 передают ребро 3 жесткости с накопителя 17 к упору 12 рамы П, находящейся в крайнем верхнем положении. Включаются гидроцилиндры 15 клещевых захватов 14, которые прижимают поданное ребро 3 жесткости к вертикальной опорной.поверхности 13 упора 12-, а щтоки гидроцилиндров 23 опускаются в нижнее положение. Все эти подготовительные операции производятся в период сварки предьщущего ребра 3 жесткости с полотнищем 4, и их продолжительность не влияет на продолжительность технологического цикла.
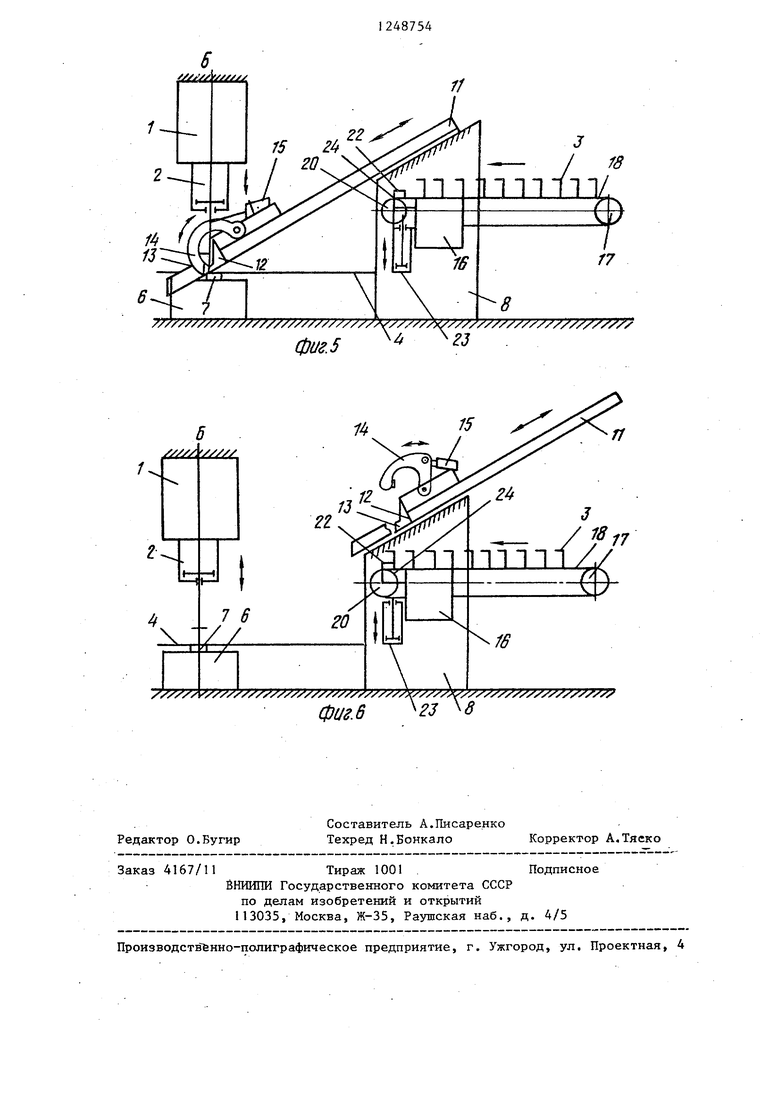
По окончании сварки предьщущего ребра 3 жесткости сварочные автоматы 5 отводятся в сторону и перемещаются полотнища 4 на шаг установки ребра жесткости, затем производятся
предварительный выгиб полотнища 4 для устранения сварочных дефйэрмаций при помощи устройства 6 создания прогиба и одновременно подача рамы П с ребрами 3 жесткости по направлйю- щим 10. Ребра 3 жесткости подаются на линию разметки Б. Штоки гидроци- .линдров 2 прижима принимают ребро 3 жесткости к полотнищу. Клещевые захваты 14 открьгааются. Рама il с упором 12 и захваты 14 возвращаются в исходное положение, осуществляется приварка ребра жесткости 3 к полот- ; нищу 4 сварочными автоматами 5. Пос- i ле этого цикл работы агрегата повторяется.
;. Использование предлагаемого устройства повышает производительность труда, так как операции по подготовке и подаче ребра жесткости в зону приварки выполняются во время сварки предыдущего ребра жесткости, т.е. происходит совмещение вспомогательного и рабочего времени. Кроме того, прижим ребра жесткости захватными рычагами к жесткой вертикально расположенной опорной плоскости злтора устраняет необходимость ручной правки.
Устройство просто по конструкции, требует минимальной производственной площащи, так как подача ребер жесткости производится сверху.
ВидА
23.2U
Фиг. 2
/xX -Vx Y/ / / / / / / / / / / //y j / / /y /y / / / / / / j y /y / / / / y / /
18 П 11111111//
. фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Поточная линия для сборки и сварки полотнищ с ребрами жесткости | 1978 |
|
SU694340A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Устройство для сборки и сварки набора с полотнищем | 1979 |
|
SU880863A1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
(риг4
фиг. 5
//
18
Л(.77777 7/
4 гз
/ VV VVVVVXX/VVO V Xx V
фиг.6 VJ 8
Редактор О.Бугир
Составитель А.Писаренко
Техред Н.Бонкало Корректор А.Тяеко
Заказ 4167/11Тираж 1001 .Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Доклад представителя фирмы ЭСАБ-Хебец (Швеция) перед представителями судостроительной промьшлен- ности СССР в г | |||
| Ленинграде, 1972 | |||
| Владзиевский А.П | |||
| Автоматические ; линии в машиностроении | |||
| - М.: Машгиз, 1958, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
