I
Изобретение относится к сборке и приварке балок набора на полотнища, плоских судовых панелей и может быть применено на линиях сборки и сварки плоских секций в сборочно-сварочных цехах судостроительных заводов.
Известен стенд для сборки и сварки плоскостных секций, оборудованный специальными пнев матическими прижимными приспособлениями, смонтированными на катучей портальной балке. Для изготовления секций с прогибью применяют стенды-посте ли с прижимами 1.
Недостат ом известного стенда являются сложность технологического процесса и наличие полотнища напряжения и деформаций, что требует дополнительной операции по их устранению.
Наиболее близким к изобретению является сборочно-сварочный агрегат, содержащий смонтированные на основании портал с приводными сварочными головками и узлами прижима балок к полотнищу, а также опорный узел для полотнища 2.
Однако панели имеют больщие сварочные деформации.
Цель изобретения - повыщение производительности путем механизации фиксации, балок и изгиба полотнищ.
Указанная цель достигается тем, что опорный узел выполнен в виде трех валков, каждый из которых, в свою очередь, выполнен в виде двух усеченных конусов, соединенных больщими основаниями, при этом один валок, установленный с внешней стороны портала, смонтирован на основании с возможностью перемещения в плоскости, перпендикулярной продольной оси стенда, а два других размещены на равном расстоянии отсительно поперечной оси портала, причем на балке портала, параллельной основанию, перпендикулярно последнему смонтированы тяги, а стенд снабжен узлами фиксации, закрепленными на упомянутых тягах и выполненными в виде двух пар роликов, каждая пара из которых связана между собой рычагами. Одна пара роликов, размещенная по одну сторону рычагов, соединена силовым приводом, а другая пара - траверсой.
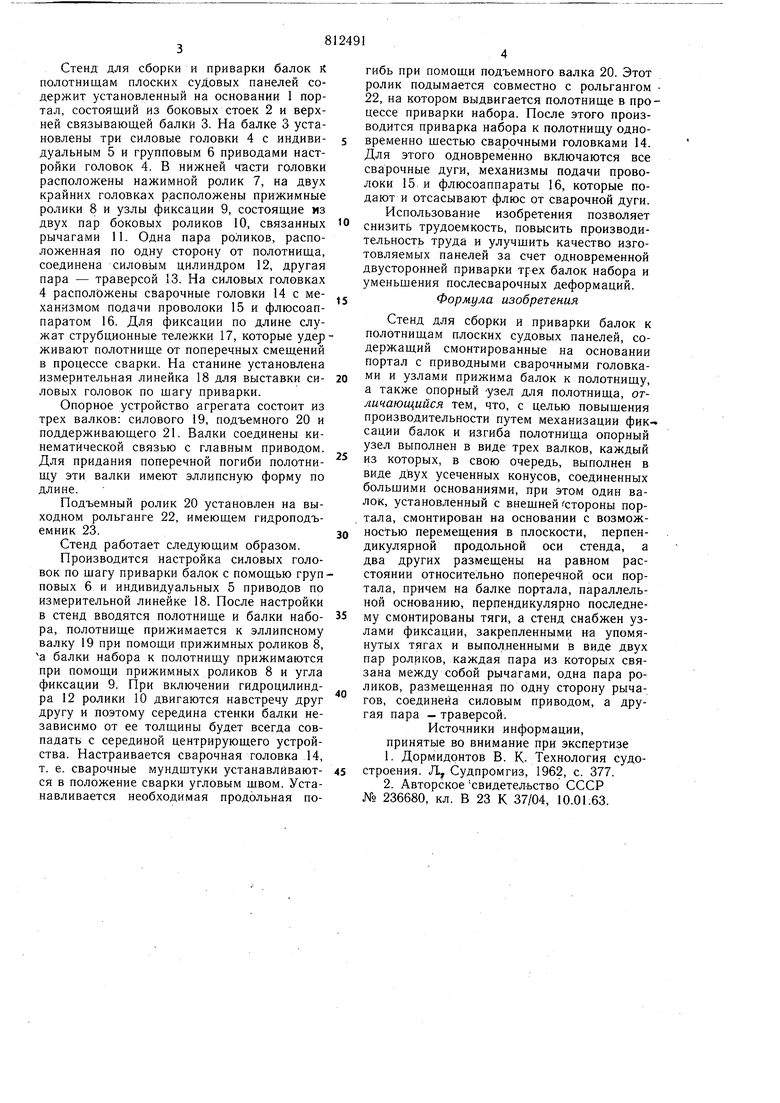
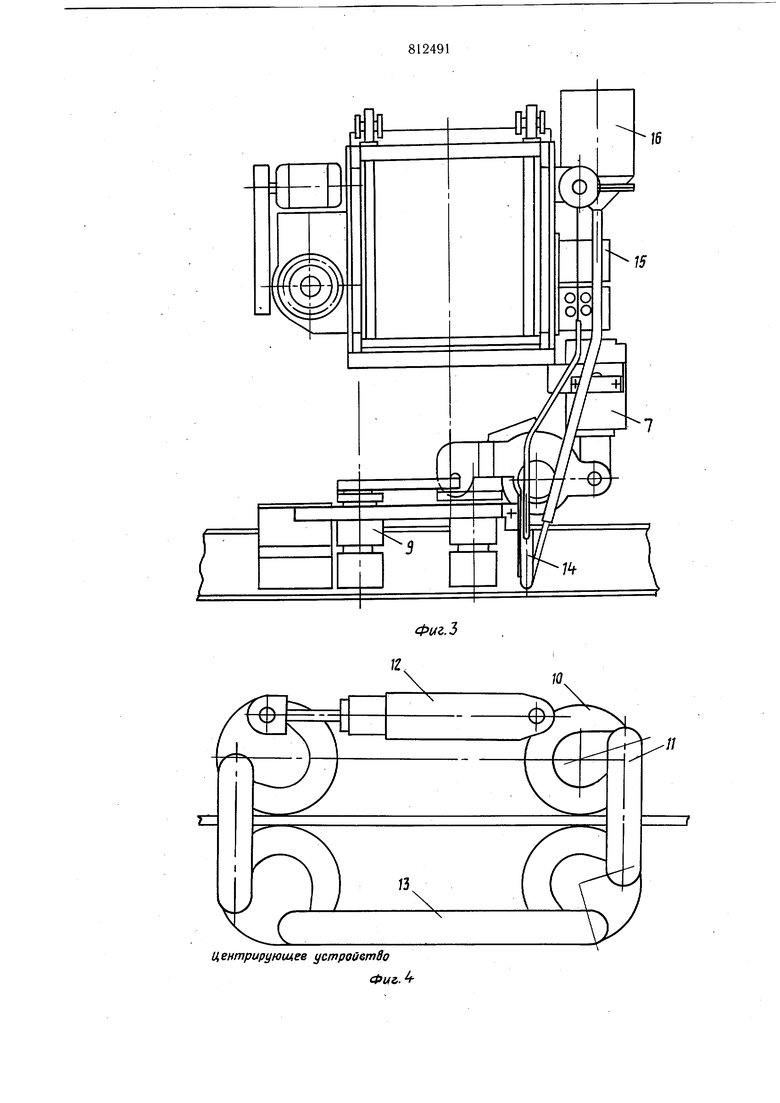
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сварочная Роловка; на фиг. 4 - фиксирующий узел; на фиг. 5 - опорный узел.
Стенд для сборки и приварки балок к полотнищам плоских суДовых панелей содержит установленный на основании 1 портал, состоящий из боковых стоек 2 и верхней связывающей балки 3. На балке 3 установлены три силовые головки 4 с индивидуальным 5 и групповым 6 приводами настройки головок 4. В нижней чвсти головки расположены нажимной ролик 7, на двух крайних головках расположены прижимные ролики 8 и узлы фиксации 9, состоящие из двух пар боковых роликов 10, связанных рычагами 11. Одна пара роликов, расположенная по одну сторону от полотнища, соединена силовым цилиндром 12, другая пара - траверсой 13. На силовых головках 4 расположены сварочные головки 14 с механ.чзмом подачи проволоки 15 и флюсоаппаратом 16. Для фиксации по длине служат струбционные тележки 17, которые удерживают полотнище от поперечных смещений в процессе сварки. На станине установлена измерительная линейка 18 для выставки силовых головок по шагу приварки.
Опорное устройство агрегата состоит из трех валков: силового 19, подъемного 20 и поддерживающего 21. Валки соединены кинематической связью с главным приводом. Для придания поперечной погиби полотнищу эти валки имеют эллипсную форму по длине.
Подъемный ролик 20 установлен на выходном рольганге 22, имеющем гидроподъемник 23.
Стенд работает следующим образом.
Производится настройка силовых головок по шагу приварки балок с помощью групповых 6 и индивидуальных 5 приводов по измерительной линейке 18. После настройки в стенд вводятся полотнище и балки набора, полотнище прижимается к эллипсному валку 19 при помощи прижимных роликов 8, а балки набора к полотнищу прижимаются при помощи прижимных роликов 8 и угла фиксации 9. При включении гидроцилиндра 12 ролики 10 двигаются навстречу друг другу и поэтому середина стенки балки независимо от ее толщины будет всегда совпадать с серединой центрирующего устройства. Настраивается сварочная головка 14, т. е. сварочные мундщтуки устанавливаются в положение сварки угловым швом. Устанавливается необходимая продольная погибь при помощи подъемного валка 20. Этот ролик подымается совместно с рольгангом 22, на котором выдвигается полотнище в процессе приварки набора. После этого производится приварка набора к полотнищу одновременно шестью сварочными головками 14. Для этого одновременно включаются все сварочные дуги, механизмы подачи проволоки 15 и флюсоаппараты 16, которые подают и отсасывают флюс от сварочной дуги. Использование изобретения позволяет снизить трудоемкость, повысить производительность труда и улучшить качество изготовляемых панелей за счет одновременной двусторонней приварки трех балок набора и уменьшения послесварочных деформаций. Формула изобретения
Стенд для сборки и приварки балок к полотнищам плоских судовых панелей, содержащий смонтированные на основании портал с приводными сварочными головками и узлами прижима балок к полотнищу, а также опорный узел для полотнища, отличающийся тем, что, с целью повышения производительности путем механизации фиксации балок и изгиба полотнища опорный узел выполнен в виде трех валков, каждый из которых, в свою очередь, выполнен в виде двух усеченных конусов, соединенных большими основаниями, при этом один валок, установленный с внешней стороны портала, смонтирован на основании с возможностью перемещения в плоскости, перпендикулярной продольной оси стенда, а два других размещены на равном расстоянии относительно поперечной оси портала, причем на балке портала, параллельной основанию, перпендикулярно последнему смонтированы тяги, а стенд снабжен узлами фиксации, закрепленными на упомянутых тягах и выполненными в виде двух пар роликов, каждая пара из которых связана между собой рычагами, одна пара роликов, размещенная по одну сторону рычагов, соединена силовым приводом, а другая пара - траверсой.
Источники информации,
принятые во внимание при экспертизе
1.Дормидонтов В. К- Технология судостроения. Л, Судпромгиз, 1962, с. 377.
2.Авторское свидетельство СССР № 236680, кл. В 23 К 37/04, 10.01.63.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и сварки набора с полотнищем | 1979 |
|
SU880863A1 |
| СБОРОЧНО-СВАРОЧНЫЙ АГРЕГАТ | 1969 |
|
SU236680A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Агрегат для сборки и сварки балокСудОВОгО НАбОРА C пОлОТНищЕМ | 1979 |
|
SU795836A1 |
| Агрегат для сборки под сварку панелей | 1984 |
|
SU1204354A1 |

центрирующее устрооетво
Фиг,.
