I
Изобретение относятся к судостроеюоо, в гчастности к устройствам для изготовления плоскнх секций корпусов судов и может .быть использовано в других отраслях иарод:Ного хозяйства при изготовлении рамно-ба;лочных металлоконструкций.
Известны устройства для сборки и сварки; ребер жесткости с полотнищем, содержащие I опору для установки полотнища, свароф ый автомат и портал, несуцфгй пздрошшиндры прижима, на концах щтоков -которых установлены Прижимные пяты. Прижимные пяты,, нажимая сверху на горизснггальную полку ребра жесткости, обеспечивают равномерное прилегание привариваемого ребра к поверхности полотнища 11.
Недостатками этюс устройств является невозможность фиксации привариваемого ребра жесткости в требуемом для сварки пеложении, в результате чего снижается rfftii cn. приварки ребер.
Известньт устройства для сборки и свар-. ки ребер жесткости с полотнищем, содержащие указанных выще опоры, сварочного автомата и портала, раз/ппйые по конструкции боковые прижимы, захваты или электромагниты, фиксирующие привариваемое ребро жесткости в положении сварки 2.
Известно также устройство, содержащее опору для установки полотнища, а также портал со сварочным автоматом и прижимами, выполненными в виде прижимных пят, закрепленных на щтоках гидроцклиндров и захватов 3.
10
Это устройство в сравнении с аналогами имеет преимущество в том, что роль боковых прижимов выполняют захвать( расположенные не сбоку от ребра жесткости, а сверху ребра, в плоскости падроцилиндров при15жима.
Однако для прижима и захвата ребер жесткости используются самостоятельные гидроцнлиндры, что усложняет конструкцню стенда.
Цель нзобретення - повышение производи20тельности.
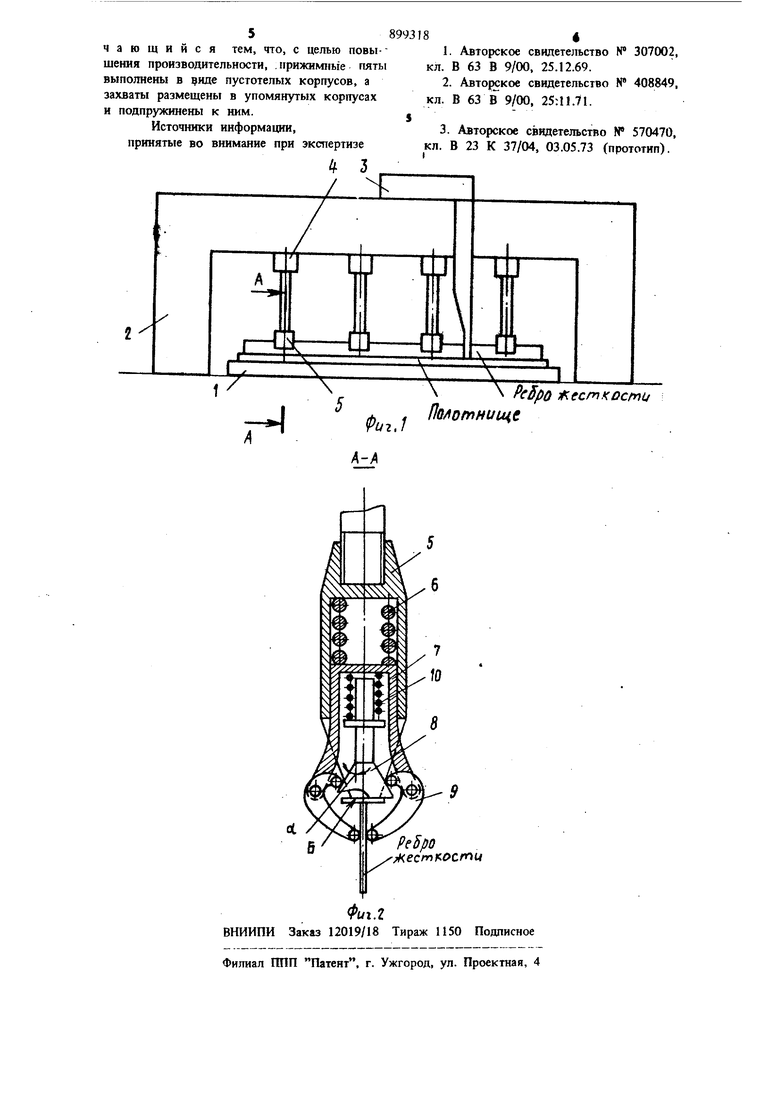
Поставленная цель достигается тем, что в стенде, содержащем опору для установки полотнища, а также портал со сварочным автоматом, захватами и прижимами, выполненными в виде 1ФИЖИМНЫХ пят, закрепленных на штоках гидроцилиндров, прижимные пяты выполнены в виде пустотелых корпусов, а захваты размещены в упомянутых корпусах и подпружинены к ним. Подпружинивание захватов к установленным на штоках гидроцилиндров прижима пря жимным пятам обеспечивает передачу усилия захватам и зажатие ребра жесткости с заданным усилием, которое в известном обеспечивалось штоком самостоятельного гидроцилиндра. Выполнение при зтом прижимных пят в виде пустотелых корпусов позволяет использовать их как направляюшие для захва тов. Направляюыие необходимы для направленного перемещения захватов и установки пру жины. Указанная совокупность в целом обес печивает совмещение работы прижимной пяты и захвата, на штоке одного гидроцилиндра, а, следовательно, исключение гндроцилиндров захвата и тем самым упрощение конструкций самого стенда. На фиг. 1 схематично изображен стенд, общий вид; на фиг. 2 - поперечный разрез А-А по оси прижимной пяты и захвата. Стенд состоит из опоры 1, на которую подается полотнище, и портала 2, несущего тележку сварочного автомата 3. На портале установлены гидроцилиндры прижима 4, на концах штоков которых укреплены прижимные пяты в виде пустотелых корпусов 5. внутри каждого корпуса 5 размещен подпружиненный к нему пружиной 6 захват, состоящий из вкладыша 7, ползуна с клиноjBou боковой поверхностью 8 и рычагов 9, шарнирно укрепленных на вкладыше с возможностью поворота под действием клиновой поверхности ползуна, причем ползун подпружинен к вкладышу пружиной 10. . Усилие зажатия ребра жесткости выбирает ся в зависимости от профиля и типоразмера ребер экспериментально. Усилие пружины 6 расчитывается известными формулами в зави симости и от усилия ребра, длин рычагов и угла наклона клиновой поверхнос ти а . При усилии зажатия ребра жест.кости в 10 кН, отнсипешш длин рычагов 2:1, угле а 45 пружина 6 выбирается с рабочим усилием в 20 кН. Стенд работает следующим образом. В исходном положегаш шток гидроцилинд ра 4 находится в верхнем положении, ползун 8 под действием пружины 10 находится в нижнем положении, рычаги 9 разведены в стороны, полотнище подано на опору 1, ребро жесткости установлено иа полотнище. 8. Включается гидроцилиндр 4, его шток опускается вместе с прижимной пятой 5 и захватом. Ползун 8 ложится на ребро жесткости и ггрекращает двигаться, сжимая пружяну 10, в то время как рычаги 9 опускаются вместе с корпусом 5 и вкладышем 7 и под действием клтювой поверхности ползуна 8 поворачиваются, зажимая ребро жесткости. Корпус 5 опускается, сжимая пружину 6 до тех пор, пока его кромка Б не упрется в ребро жесткости, после чего начинается прижим ребра к полотнищу. Сжатая пружина 8 обеспечивает заданное рабочее усшше зажатия ребра жесткости. Зажатое рычагами 9 в заданном положении и прижатое к полотнищу кромкой Б корпуса S усилием, развиваемым гидроцилиндром 4, ребро жесткости приваривается с одной или двух сторон сварочным автоматом 5. После сварки щтоки гидроцилиндров 4 поднимаются, рычаги 9 под действием ползуна 8, перемешаемого усилием пружины 10, разводятся в стороны, разжимая ребро жесткости. Техиико-экономическая эффективность предлагаемого стенда позволяет упростить конструкцию стенда за счет уменьшения количества гидроцилиндров и органов их управления и, тем самым снизить себестоимость его изготовления. Ожидаемый годовой зкономический эффект от снижения себестоимости в сравнении с известным составит 1,2 тыс. рублей, при годовой программе выпуска стендов 2 шт. Кроме того, отпадает необходимость в техническом обслу)10{вашш гидроцилиндров захвата и ортаиов управления, что сократит время на обслуживание стенда и стоимость обслуживания в среднем на 10%. Повысится производительность стенда, т.е. уменьшится время на захват и прижим ребер жесткости, поскольку захват и прижим ребер производится одним движением штока гидроцилиндра прижима. Повьпиение производи тельности стенда в сравиении с известным составит 5%. В сравнении с базовым объектом ожидаемый годовой экономический зффект составит 8 тыс. рублей иа одном стенде. Формула изобретения Стенд для сборки и сварки ребер жесткости с полотнищем, содержащий опору для установки полотнища, а также портал со сварочным автоматом, захватами и прижимами, выполненными в виде прижимных пят, закреп ленных на штоках гидроиилиндров, о т л ичающийся тем, что, с целью повы- шения производительискти, .ирижимньге пяты выполнеиы в энде пустотелых корпусов, а захваты размещены в упомянутых корпусах и подпружинены к ним. Источники информации, принятые во внимание при экспертизе 8993 18 1.Авторское свидетельство N 307002, кл. В 63 В 9/00, 25.12.69. 2.Авторское свидетельство № 408849, кл. В 63 В 9/00, 25:11.71. 3.Авторское свидетельство N 570470, кп. В 23 К 37/04. 03.05.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Устройство для перемещения полотнищ и прижатия к ним балок набора секций судна | 1985 |
|
SU1271785A1 |
| Устройство для подачи деталей из накопителя на обработку | 1984 |
|
SU1248754A1 |
| Устройство для автоматической сварки ребер жесткости с обшивкой | 1984 |
|
SU1260148A1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Установка для сборки и сварки изделий с прямолинейными сварными соединениями | 1978 |
|
SU779162A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
