Изобретение относится к машино- с грое:нию и может быгь использовано для упрочняющей поверхностной обработки деталей, имеющих острые кромки, например режуитего инструмента.
. Ц(5ль изобретения - повышегчие качества обработки изделие с острыми кромками за счет устрамелтия их притупления.
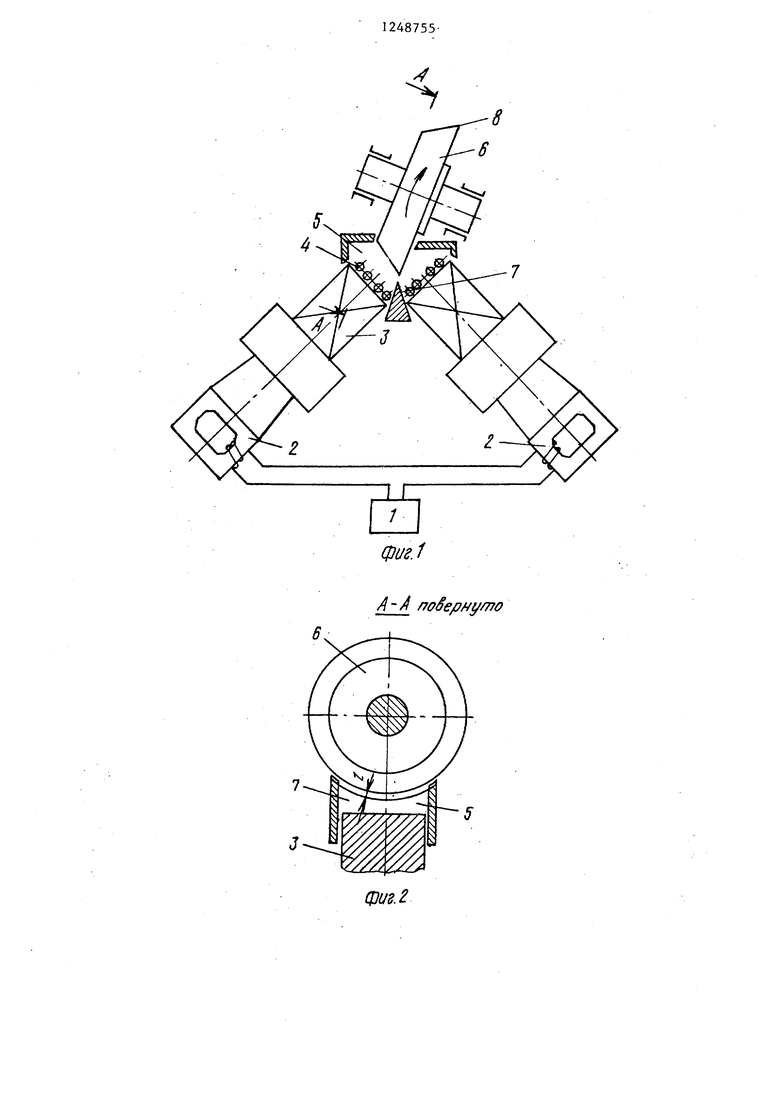
Па фиг, изображенгЗ устройство для осуществления нредлагаемого способа, обший вдц; на фиг. 2 - сечение Л-А на фиг. ; на фиг. 3 - предельное поло5кеш-зе шарика относи ель- но острой кромки детали.
Способ осуществляется следующим
образом.
При втглю-чении генератора 1 электромеханические преобразователи 2 возбуждают колебания волноводов 3, Под действием колебаний торцов волноводов шарикам 4 сообщается интен- с-ивное хаотическое движение в рабо-, чем объеме 5. Ударяясь о поверхности (обрабатываемой детали 6 { роликового )езца), шарики 4 упрочняют ее. Роликовому резцу 6 сообщается вращательное двзЕкение, чем достигается равно- мернг л обработка всей его рабочей но верхностк. За1цитный элемент 7, вы- полнедЧ ;ый в виде клина, не допускает ударов шариков 4 непосредственно по острию релсущей кромки 8, чем исключается ее. притупле.ние и выкрашивание
При обработке хрунких материалов : (например , инс трументальной стали Р18) вследствие ударов шариками не- нооредственно по острой (режущей) кромке понзпястсл дефект обработки - скалывание кромкл. Как показала практика, для исключения сколов необходимо, чтобы крайние точки ударов ;ша)икоЕ располал ались от кромки изделия на расстоянии не ближе чем (0,10 IP
и , / h . ,
Тгнчим оорктзом, расстоярше от острой кромки из.делия до кромки клина 7 онределяется выражением:
«(,,f . (,)
где f радиус шарика;
Ч - угол острой кромки обрабатываемой детали; S угол клина.
Величина для обеспечения ука- занного смещения точек ударов шари
5
12487552
ков из элементарных преобразований выбирается из условия
..r(0,1.0.2).R.).
4-7 tg
.,.() Для обеспечения смещения границы
точек удара на величину д (0,1 - 0,2)R необходимо увеличить рас стоя- ние на величину д. л,+ дР
(фиг. 2) . ,
При этом h-U Sin. - ,:
uf,h
9 а
После элементарных преобразований получаем йыражение (2), обосновываю- шее диапазон изменения величины.
Отсюда следует условие для выбора величины - расстояния от острой кромки детали до кромки клина
.
ьш
rSih
р
Пример. При ультразвуковой Упрочняющей обработке режущей кромки роликовых вращающихся резцов ролик диаметром 130 мм с углом режущей кромки 70° обрабатывается шариками диаметром 2 мм.
Среднее расстояние от обрабатываемое кромки до поверхности колеблющегося волновода 10-15 мм, амплитуда колебаний 15 мкм. При обработке без защитного элемента имеют место с;коль режущей кромки, приводящие к уху/даению качества обработанной резцом поверхности и снижению его стойкости. При использовании клина с углом вершины 60° получают хорошее качество обработки. Расстояние от кромки клина до режущей кромки вь бирается равным 1 мм.
Предлагаемый способ позволяет повысить качество поверхностной упрочняющей обработки изделий, имеющих острые кромки, например режущего инструмента. В результате повьппает- ся стойкость режущего инструмента (п среднем на 30%) и появляется воз- можность использования недефицитных материалов взамен остродефицитных, например безвольфраковых марок сталей взамен быстрореза.
Фи8.1
А повернуто
физ.2
7.
Физ.З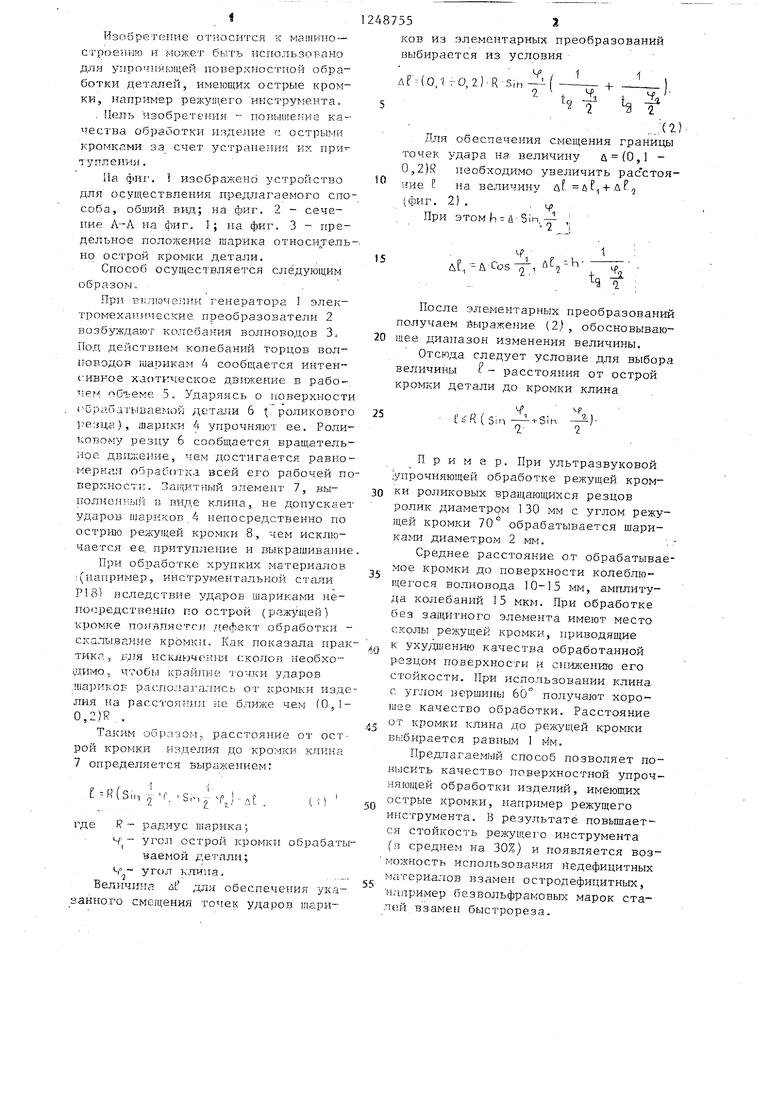
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2286237C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320459C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ (КОЛЕНВАЛОВ, РАСПРЕДВАЛОВ, ГИЛЬЗ, ЦИЛИНДРОВ, БЛОКОВ, ТРУБ И Т.П.) ДРОБЬЮ | 1998 |
|
RU2145538C1 |
| Прокопенко Г.Н., Лятун Т.Я | |||
| Исследование режимов поверхностного упрочнения с помощью ультразвука.- Физика и химия обработки материалов, 19-77, № 3, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Куленин А.В | |||
| и др | |||
| Повышение усталостной прочности деталей путем ультразвуковой поверхностной обработки.- Проблемы прочности, 1981, № 1, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| ,(54)(57) СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, преимущественно ультразвуковой, при котором перед обрабатываемой деталью помещают защитный элемент и воздействуют на обрабатываемую поверхность движущимися шариками, отличающийся тем, что, с целью повьшения качества обработки деталей с острыми кромками, защитный элемент вьшолняют в виде клина и располага ют его острой кромкой навстречу острой кромке детали, при этом обрабатываемую деталь и клин размещают симмв рично плоскости, проходящей через юс острые кромки, а расстояние между ост- рыми кромками клина и детали опре- деляют из соотношения С S fiRfsih V Sih ), (Л где R - радиус шариков; и Ч г углы острых кромок соответственно обрабатываемой детали и клина | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
