фиг.1
Изобретение относится к отделке поверхности свободным абразивом и может быть использовано для декоративной и зачистной обработки мелких деталей приборостроения, оптико-механического производства, радио- и электротехнической промышленности.
Цель изобретения - повышение качества обработки деталей абразивной суспензией и увеличение производительности за счет обеспечения колебания давления в рабочей среде и возникновения пульсаций струй ежа- того воздуха.
На фиг. 1 схематично изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. I.
Устройство состоит из вращаюшегося барабана 1 с загрузочно-выгрузочным окном
2,гибкого воздухопровода 3, закрепленного неподвижно и герметично к торцовому фланцу барабана цанговым зажимом 4 в точке, равноудаленной от периферии барабана, с возможностью регулировки его длины. Внутри барабана на гибком воздухопроводе 3 смонтирована насадка 5 с сопловыми отверстиями 6. При этом ось вращения сопловой насадки под действием собственного веса отклонена от оси вращения барабана
на угол, равный или близкий к 90°, чтобы сопла были направлены на обрабатываемые детали. Наружный конец воздухопровода 3 соединен с муфтой 7 для подачи сжатого воздуха от источника к вращающемуся совместно с барабаном концу воздухопровода 3. Барабан установлен с возможностью вращения в опорах 8 вокруг оси 9, являющейся центром спиральной обечайки, и соединен с редуктором 10, приводимы.м во вращение приводом 11. Под барабаном размещено разделительное рещето 12.
Установка работает следующим образом.
Через загрузочно-выгрузочное окно 2 в барабан загружают навалом детали, абразивный материал и суспензию. Барабан 1 приводится во вращение вокруг оси 9 по стрелке 13 с помощью привода 11. Сжатый воздух подается от источника через воздушную муфту 7, гибкий воздухопровод
3.насадку 5 к соплам 6, откуда в виде струй, смещанных с абразивной суспензией, воздействует на обрабатываемые детали. Посколь- ку совместно с барабаном 1 вращается гибкий воздуховод 3, являющийся одновременно гибким валом, передающим вращение
к свободно подвешенной сопловой насадке 5, ее сопла 6 описывают относительно поверхности, образованной обрабатываемыми деталями, циклоиды, покрывая детали густой сеткой следов.
В процессе вращения барабана 1 вокруг оси 9 спиральная поверхность, по которой скользят детали и абразивная суспензия, вызывает периодический подъем деталей на В1з1соту разности наибольщего и наименьшего радиусов спирали, в результате чего возни
0
5
5 0
5
0
5
5
кающее вертикальное ускорение обеспечивает увеличение силы прижима обрабатываемых деталей к донной поверхности спиральной ленты, что не дает возможности деталям свободно разлетаться в стороны под действием струй сжатого воздуха, обеспечивая интенсивную обработку их воздействием этих струй. Периодические падения деталей с трамплина в конце спирали обеспечивают переориентацию деталей относительно струй после каждого оборота барабана 1. Поскольку гибкий воздухопровод 3 закреплен в отверстии, центр которого находится в точке, равноудаленной от поверхности спиральной ленты, то подвешенная к нему сопловая насадка 5 в процессе вращения барабана 1 находится на постоянном (оптимальном) расстоянии от дна, а следовательно, и от обрабатываемых деталей.
В тот момент, когда детали падают с трамплина, абразивная суспензия на короткий момент затапливает выход для отработанного сжатого воздуха из барабана I и под действием вновь поступившего из сопловой насадки 5 сжатого воздуха поднимает столб суспензии к загрузочно-разгрузочно- му окну 2, в связи с чем в барабане 1 увеличи вается давление, приводящее к ослаблению нанора струй сжатого воздуха, истекающего из сопловой насадки 5.
Б следующий момент вращения барабана
1сплошность столба абразивной суспензии, поднятой сжатым воздухом к разгру- зочно-выгрузочному окну 2 нарушается и она сливается внутрь барабана 1, а отработанный сжатый воздух вырывается через окно, в связи с чем давление в барабане 1 падает до атмосферного, а струи сжатого воздуха приобретают прежний напор.
В результате за каждый оборот барабана 1 достигается колебание давления и, как следствие, пульсация струй сжатого воздуха, истекающего из сопловой насадки 5. Эти два явления в дополнение к струйной обработке деталей способствуют возникновению гидродинамической кавитационной эрозии и динамического воздействия кави- тационных пузырьков (в моменты их схлопы- вания) на абразивные зерна, которые в свою очередь воздействуют на детали.
По окончании обработки направление вращения барабана 1 изменяют на противоположное, т.е. соответствующее стрелке 14, в связи с чем содержимое барабана выгружается через загрузочно-выгрузочное окно
2на разделительное рещето 12. Отработанные детали остаются на решетке 12, а абразивная суспензия сливается в бак-отстойник (не показан).
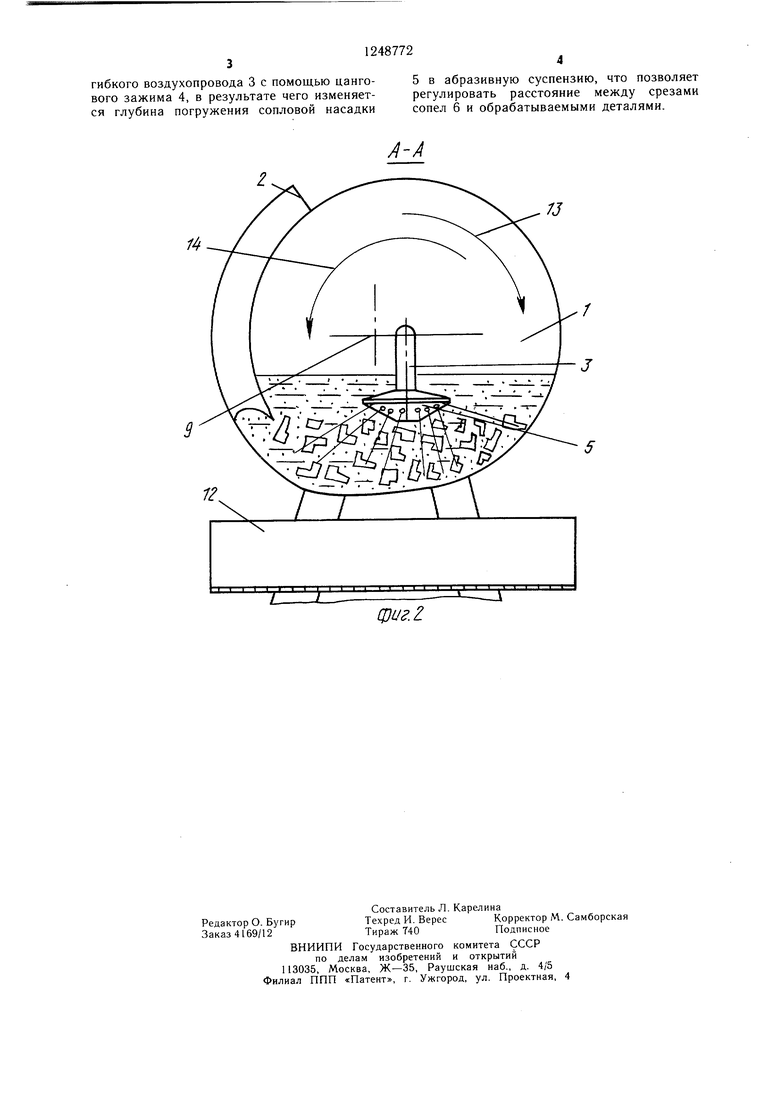
Для обеспечения оптимального расстояния между сопловой насадкой и поверхностью, образованной обрабатываемыми деталями, предусмотрена возможность регулировки длины и герметичного закрепления
гибкого воздухопровода 3 с помощью цангового зажима 4, в результате чего изменяется глубина погружения сопловой насадки
5 в абразивную суспензию, что позволяет регулировать расстояние между срезами сопел 6 и обрабатываемыми деталями.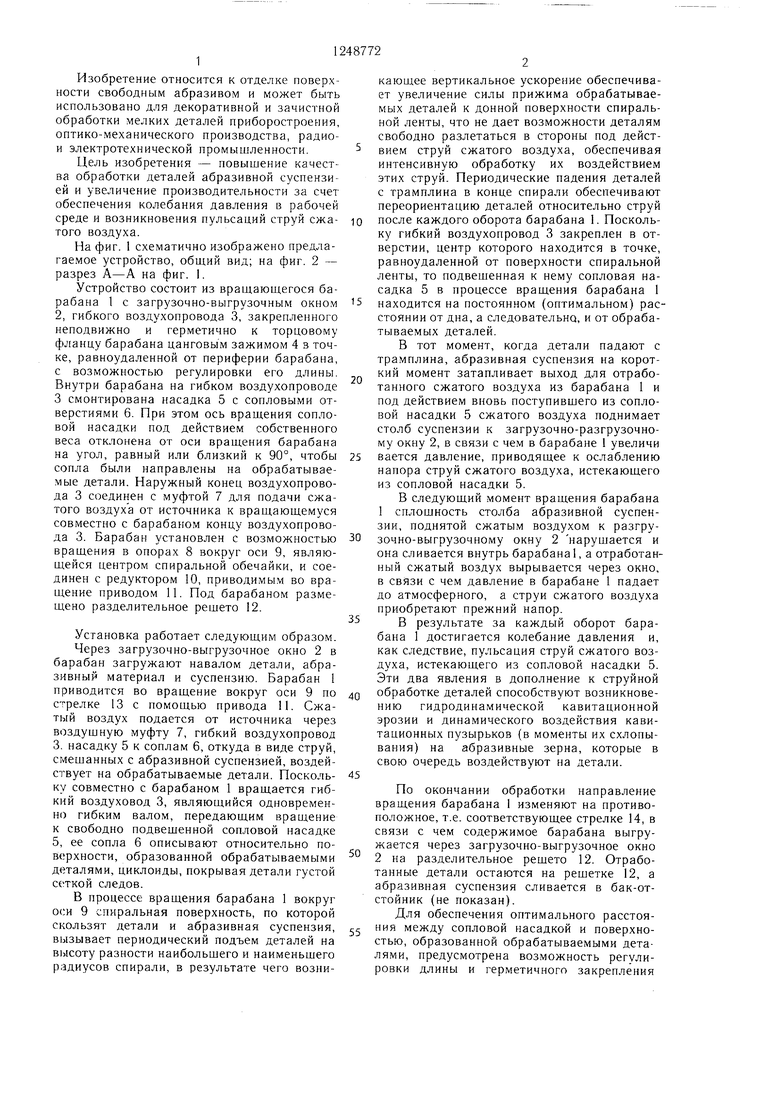
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки изделий | 1985 |
|
SU1282926A1 |
| Отделочная установка для абразивной обработки деталей | 1979 |
|
SU1057255A1 |
| УСТАНОВКА ДЛЯ МОЙКИ И СУШКИ ДЕТАЛЕЙ | 1991 |
|
RU2006523C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| Устройство для абразивной обработки деталей | 1984 |
|
SU1283054A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |
| Устройство для абразивной центробежной обработки | 1977 |
|
SU679380A1 |
| Пневмодробеструйное устройство дляОбРАбОТКи ВНуТРЕННиХ пОлОСТЕйдЕТАлЕй | 1977 |
|
SU808257A2 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ ДЕТАЛЕЙ | 1995 |
|
RU2094211C1 |

/J
фиг.г
| I ВСЕСОЮЗНАЯ \ттт-^-^т^т^ | 0 |
|
SU375199A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
