Изобретение относится к машинам, применяемым в брошюровочно-нереплетных процессах полиграфического нроизводства, в особенности для изготовления перенлетных крышек.
Целью изобретения является повы1неиие качества крышек путем новьннения точности позипионирования картонных сторонок.
На чертеже изображена принципиальная схема предлагаемой крып колелате;н)Ной маншны.
Крышкоделательная машина содержит рулонодержатель 1 кроюп1.его материала, клеевой аппарат 2, механизм нодачи картонных сторонок, средство неремеи1ения каретки 3, включаюндее тягу 4, связанную с рас- пределительны.м валом 5, рычажную систему и блок слежения, имеюп;ий датчики 6 положения меток на кроющем материале, связанные со средством нере.мещения каретки.
Средство перемеп.1ения каретки содержит установленные на распределительном валу 5 две однообразные муфты 7 и 8, каждая из которых электрически соединена с соответ- ствуюш.и.м датчиком положения .метки крою- ;дего материала, промежуточный вал 9, кулачковые механиз.мы. Кулачки 10 и 11 жестко связаны с соответствуюнигми муфтами 7 и 8. Толкатели кулачковых механизмов установлены на промежуточно.м валу с помошью рь1чагов 12 и 13. Средство пере- .мегцения каретки содержит телескопический вал 14, связанный с промежуточным валом 9, и эксцентрик 15, установленный в месте шарнирного еоединения, тяги с рычагами 16 рычажной системы. Телескопический вал 14 связан с рычажной системой.
Крышкоделательная мантина работает с.ледующим образом.
При изготовлении перенлетпых крын1ек из незапечатанных кроющих .материалов мащина налаживается на формат и эксплуатируется обычны.м образом, как и рулонные крьинкоделательные мапжны моделей КД-3 и КД-ЗМ. В этом случае проблема точности нродольного совмещения картонных сторонок с полотном кроюн его материала отпадает.
В варианте изготовления крьннек из заранее запечатанных материалов нолотпо кроме оттиска рисунка содержит метки М, расположенные в зависимости от формата крышек с определенным niaroM.
На этот Hiar за счет изменепия длины кривошипа 8 настраивается ход каретки 3. Тсшкатели 17 магазина сторонок регулируются таким образом, чтобы обеспечить точное позиционирование крьанек по отнон1ению к инстру.ментам технологических секций обработки.
Полотно проводится но машине так, чтобы обеспечить точное совмещение картонных сторонок с рисунком на полотне на момент начала работы. В соответствии с
5
0
0
5
0
S
0
5
0
ЭТИМ ус:1овием ио метке М выстав, яется датчик 6.
В процессе работы машины в иериод вы- стоя полотна, т.е. в период холостого хода каретки 3 с поднятым прижимом 18, датчик считывает положение очередной .метки М. В случае отк.чонения метки от начального. номинальног О положения датчик иодает сиг i(a;i на блок 19 обработки информации, кото- , в свою оче)едь, выдает сигнал на включение одного из э;1ектро.магнитов 20, 21 (в зависимости от знака рассогласования и в Юложении метки). Каждый из электромагнитов работает в паре с одной из одно- оборотных .муфт 7, 8, внутренние диски которых иеподвижно закреплены на вращаю- ще.мся раснределите;1ьном валу 5, а внешне - жестко связаны соответственно с кулачком- 10 и 11. Вал 5 нриводится во вра- нк иие через цегжую передачу 22 от главного вала 23 с передаточным отно- iHeiitie.M 1:1.
Таким образом, распределительный вал 5 с(М меп;ает синхронное вран1,ение с главны.м валом машины и кривопппюм 24 механизма ривода каретки 3.
При подаче еигнала один из электромагнитов включает свою однооборотную муфту li соответствуюншй кулачок через рычаг 12 (;1иб(; 13) с po inKo.M поворачивает промежуточный вал 9 в соответствующую сторону. Вращение про.межуточпого вала через Н1арнирный телескопический вал 14 нере- на рычажную систему 25, 26, 27 и эксце1ггрнк 15 поворачивается. Поворот эксцентрика сопровождается изменением положения каретки 3 относительно механизма ее привода. Сде,;1ав полный оборот муфта отключается, а кулак и эксцентрик 15 возвращаются в исходное положение.
Механиз.м регу щрования положения каретки смонтирован и настраивается таким образом, чтобы в случае ноявлепия рассогласования в положении метки (подача сигнала с датчика 6) поворот эксцентрика 15 начинался строго в начале следующего после обнаружения рассогласования рабочего хода каретки 3 (размотка по.тстна и подача сторонок на Hiar), заканчивался в конце рабочего хода, а за нериод холостого хода каретки (высотой полотна и сторонок) эк- спептрик возвраидался в исходное по:южение ((инчазано па чертеже). Поворот эксцентрика 15 от исходного положения на определен- ньн1 угол и период рабочего хода каретки идептичен изменению хода каретки, т.е. шага размотки запечатанного рулона.
Таким образом, рассо1. 1асования в
в зависимости от знака I р и в од к е ф а к т ri ч е с к и и 1паг )азмотки полотна меняется. Например, в с;|учае обнаружения датчиком «отставания метки эксцентрик 15, ново ачиваясь за )()чий ход каретки против часовой стре. 1- ки, обеспечивает хвсмичение хо.та каретки.
т.е. возврат полотна в начальное положение, соответствующее точному совмещению нолот- на и сторонок.
Возврат эксцентрика 15 в исходное положение к моменту начала следующего рабочего хода каретки обеспечивает возврат толкателей 17 .магазина картонных сторонок в исходное положение, тем самым не нарушается позиционирование крышек в секциях технологической обработки. За один оборот главного вала MaHJHHbi осуществляется коррекция погрешности продольной приводки за счет кинематики нолотна без на- рущения условий обработки крышек в технологических секциях в плане точности их нозиционирования. Это условие работы обеспечивается за счет введения однообо- ротной муфты с приводом от главного вала с отношением 1:1 и связанного с ней симметричного кулака {фазы удаления и приближения равны и составляют 180°).
Таки.м образом, отличие предлагаемой крыщкоделательной машины от известной заключается в осуществлении коррекции не путем изменения положении сторонок, а пу- те.м смепа.ения полотна кроющего материала
за счет изменения только в одном рабочем цикле шага каретки с помощью эксцентричной нары, приводимой рычажно-кулачковы- ми мехапнзмами, получающими привод от главного вала через цепную передачу и од- noo6opOTHi,ie муфты, что позволяет систе.м} в исходное положение за перпод холостого хода.
Такой принцип дает возможность многократно осуществлять коррекцпю по. южепия сторонок относительно полотна в одном и том же направлении без иарушсння первоначальной настройки ман1пны на формат.
Использование предлагаемой кр1Я1нкоде- лател1 ной Maninin i позво. 1яет изготав, и1ват1 высококачественные из за юнее запечатанных любым способом рулонных кроющих материалов в автоматическом режиме. Использование 3ajia iee запечатанных кроющих материа.чов прнмените, 1ьпо к рулонным крышкоделательным машинам позволяет существенно снизит1 затраты на производство 1срег1летнь х крышек н нов1л- сить качество оформ,1ения книжной продукции.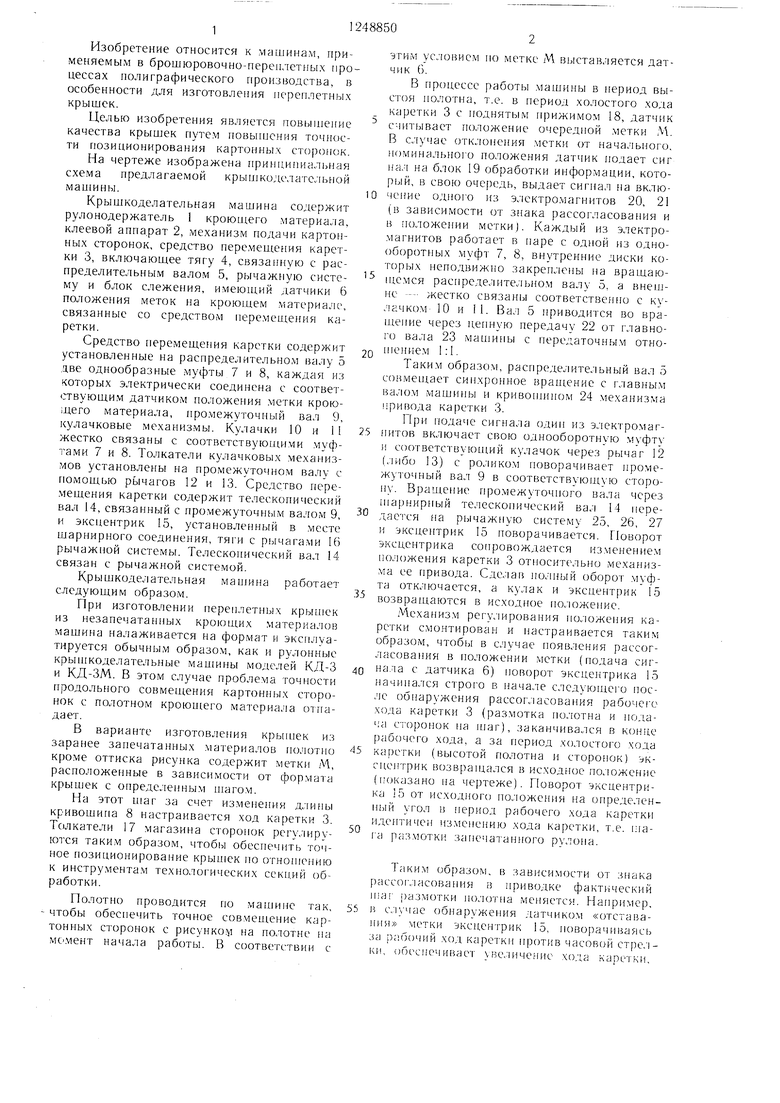

| название | год | авторы | номер документа |
|---|---|---|---|
| Крышкоделательная машина | 1987 |
|
SU1447705A1 |
| Крышкоделательная машина | 1988 |
|
SU1701569A1 |
| Устройство регулирования положения каретки в крышкоделательной машине | 1987 |
|
SU1475828A1 |
| Устройство приводки в крышкоделательной машине | 1988 |
|
SU1595680A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2042528C1 |
| Крышкоделательная машина | 1987 |
|
SU1490011A1 |
| Крышкоделательная машина | 1979 |
|
SU848375A1 |
| Крышкоделательная машина | 1990 |
|
SU1743898A1 |
| Устройство для автоматического совмещения запечатанной ленты с картонной сторонкой и линией поперечной рубки ленты в крышкоделательной машине | 1985 |
|
SU1315346A1 |
| Крышкоделательная машина | 1977 |
|
SU751660A1 |

| Устройство для совмещения картонной сторонки с обложкой в крышкоделательной машине | 1975 |
|
SU597579A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
