ш
о
СП
Изобретение относится к машинам, применяемым в брошюровочно-переплетных процессах полиграфического производства и предназначенным для изготовления переплетных крышек.
Целью изобретения является повышение качества продукции за счет повышения точности совмешения картонных сторонок с предварительно запечатанным кроюш,им материалом.
На чертеже изображена принципиальная кинематическая схема предлагаемой крыш- коделательной машины.
Машина содержит рулонодержатель 1 для установки рулона 2 кроющего материала с тормозным приспособлением в виде колодочного тормоза 3, управляемого от мотор-редуктора 4, клеевой аппарат 5 для промазки полотна клеем, магазин 6 картонных сторонок, средство подачи сторонок, выполненное в виде толкателей 7, подаватель 8 с парой валиков 9 и 10, связанных между собой шестернями 11, верхний 9 из которых имеет возможность перемещения по вертикали от планки 12, а нижний 10 жестко связан с валом мотор-редуктора 13, механизм привода подавателя 8 с кривошипом 14 и рычажной системой 15, датчики 16 меток для слежения за положением меток М на запечатанном полотне, блок 17 управления и технологические секции обработки переплетных крышек (не показаны).
. Крышкоделательная машина работает следующим образом.
При изготовлении переплетных крышек из незапечатанных кроющих материалов машина налаживается на формат и эксплуатируется обычным образом. При этом в период холостого хода подавателя 8 (движение справа - налево) планка 12 находится в верхнем положении, а валик 9 приподнят относительно валика jO и полотно с картонными сторонками выстаивает. В крайнем левом положении подавателя 8 планка 12 опускается и полотно вместе с картонными сторонами оказывается зажатым под действием пружины сжатия между валиками 9, 10. Подаватель 8 движется слева - направо, перемещает полотно со сторонками по позициям обработки на шаг Ш и разматывает рулон 2 кроющего материала (рабочий ход). Мотор-редуктор 13 исключает проворот валиков 9 и 10. В этом технологическом варианте работы машины проблема точности продольного совмещения картонных сторонок с полотном кроющего материала отпадает.
В варианте изготовления крыщек из заранее запечатанных материалов полотно кроме рисунка содержит метки М, расположенные в зависимости от формата крышек с определенным шагом Ш. На этот шаг за счет изменения длины кривошипа 14 настраивается ход подавателя 8. Толкатели 7 магазина 6 картонных сторонок регулируются таким об5
разом, чтобы обеспечить точное позиционирование крышек по отношению к инструментам технологических секций обработки.
Полотно проводится по машине так, чтобы обеспечить точное совмещение картонных сторонок с рисунком на полотне на момент начала работы. В соответствии с этим условием по метке М выставляются дат- . чики меток 16. Датчики меток представляют
0 собой две пары осветитель-приемник, каждая из которых располагается по вертикали на общей оптической оси. Причем осветитель находится над полотном, а приемник под ним. Осветитель фокусирует на полотно световое пятно в виде равномерно освещенно- го квадрата с четкими границами. При попадании метки (отверстие в полотне диаметром 1,5-2,0 мм) в световое пятно одного из датчиков подается сигнал на блок 16 управления.
0 В процессе работы машины в период вы- стоя полотна, т. е. на холостом ходу подавателя 8 с поднятым валиком 9, датчики 16 считывают положение очередной метки М. В случае отклонения метки от начального номинального положения один из датчиков 16 подает сигнал на блок 17 управления, который запоминает его и в свою очередь выда- ет сигнал на включение мотор-редуктора 13 привода валиков 9, 10 и мотор-редуктора 4 колодочного тормоза 3 рулона 2 на рабочем ходе подавателя 8. При этом направление вращения мотор-редукторов 4 и 13 соответствует знаку рассогласования в положении метки.
Например, при обнаружении датчиком 16 «отставания метки (метка на высоте полотна не дошла до своего номинального положения) на очередном рабочем ходе подавателя 8 мотор-редуктор 13 поворачивается на заданный угол по часовой стрелке, приводя во вращение валики 9, 10. Проворот валиков 9 и 10 в период рабочего хода пода0 вателя идентичен изменению хода нодавате- ля в прототипе, т. е. шагу размотки запечатанного полотна в одном кинематическом цикле срабатывания машины. В данном случае (при «отставании метки) попутный перемещению подавателя 8 проворот валиков 9, 10 приводит к дополнительному перемещению полотна вперед и, тем самым, восстановлению номинального положения метки.
Одновременно с проворотом валиков 9 и 10 включается н мотор-редуктор 4 колодочного тормоза 3 рулона 2. При этом направление его вращения зависит от знака рассогласования в приводке. В рассматриваемом случае («отстаивание метки) мотор- редуктор 4 несколько ослабляет колодочный тормоз 3 и уменьшает натяжение запеча5 танного полотна. В результате деформация (растяжение) полотна уменьшается и метки через несколько циклов работы начинают «приходить к месту совмещения с картон0
5
5
0
ными сторонками несколько раньше, восстанавливая приводку и компенсируя влияние погрешности в настройке хода подавателя 8. Проворот валиков 9 и 10 является средством оперативной коррекции рассогласования в приводке, не влияющим на причины ее возникновения. В то время как изменение натяжения полотна является средством тонкого влияния на приводку, автоматически компенсирующим как погрешности настройФормула изобретения
Крышкоделательная машина, содержащая рулонодержатель кроющего материала с тормозным приспособлением, клеевой аппарат, средство подачи сторонок из магазина к кроющему материалу, систему датчиков контроля положения меток на кроющем материале, механизм подавателя кроющего материала, включающий каретку с связанки шага подавателя, так и негативное Ю ным с системой датчиков контроля положе- влияние на приводку других факторов (на- ния меток на кроющем материале средством пример, изменение натяжения полотна по , коррекции ее перемещения и смонтирован- мере выработки рулона). В результате пос- ную на ней зажимную пару, и технологи- ле настройки и пуска в работу машина ческие секции, отличающаяся тем, что, с це- после нескольких срабатываний мотор-ре- и повышения качества продукции за счет дукторов 4 и 13 сама «выходит на номи- повышения точности совмещения картонных
сторонок с предварительно запечатанным кроющим материалом, зажимная пара каретки выполнена в виде связанных между собой посредством зубчатой передачи валишины. Это в конечном итоге полностью 20 ков, а средство коррекции перемещения исключает брак продукции по причине неточ- каретки выполнено в виде установленного ного позиционирования картонных сторонок на каретке и связанного с одним из вали- в технологических секциях из-за частой кор-ков мотор-редуктора, при этом рулонодержарекции рассогласований в приводке за счет тель содержит связанный с системой датчи- дополнительного перемещения полотна, тем ков контроля положения кроющего материа- самым существенно расширяя возможности ла по меткам дополнительный мотор-ре- и увеличения эффективность машины.дуктор.
нальный (в плане приводки) режим, характеризующийся редкими срабатываниями валиков 9, 10 и тормоза 3 до конца выработки рулона - через 80-100 циклов работы маФормула изобретения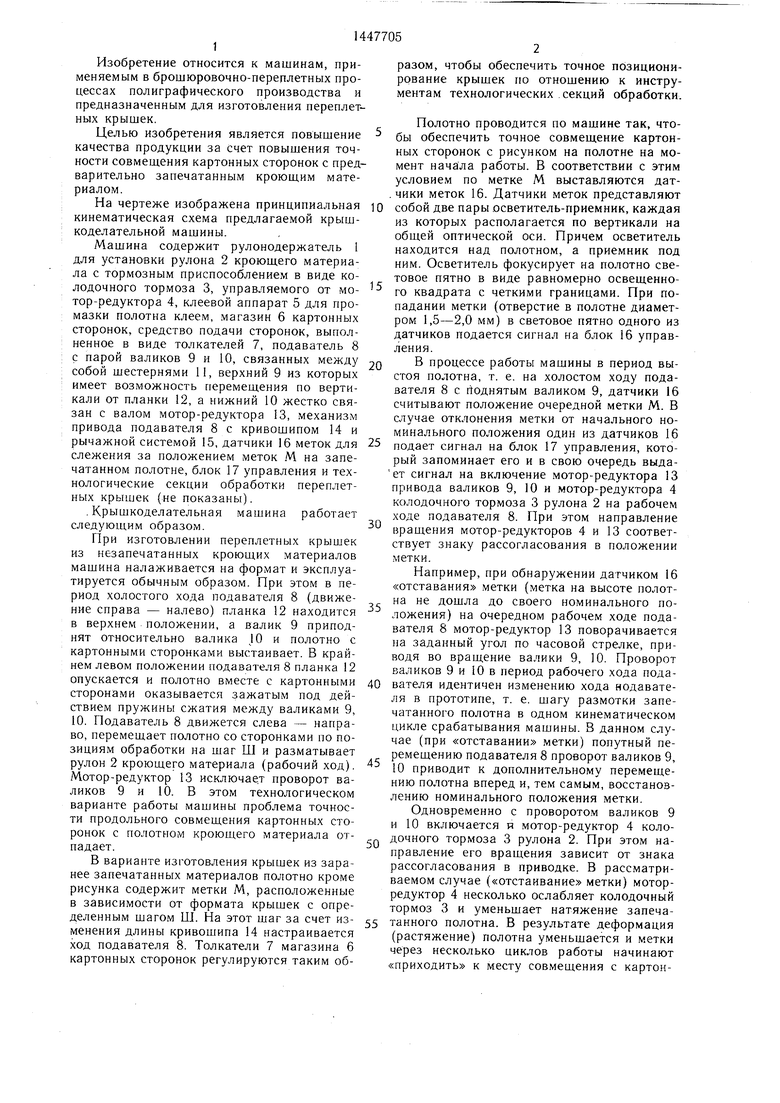
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных переплетных крышек и крышкоделательная машина | 1987 |
|
SU1431969A1 |
| Крышкоделательная машина | 1988 |
|
SU1701569A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2042528C1 |
| Устройство приводки в крышкоделательной машине | 1988 |
|
SU1595680A1 |
| Крышкоделательная машина | 1987 |
|
SU1490011A1 |
| Крышкоделательная машина | 1984 |
|
SU1248850A1 |
| Устройство для управления перемещением материала на крышкоделательной машине | 1986 |
|
SU1416335A1 |
| Крышкоделательная машина | 1990 |
|
SU1743898A1 |
| Устройство регулирования положения каретки в крышкоделательной машине | 1987 |
|
SU1475828A1 |
| Крышкоделательная машина | 1975 |
|
SU571395A1 |
Изобретение относится к отрасли полиграфического машиностроения, в частности к переплетно-брошюровочному оборудованию, и предназначено для изготовления переплетных крышек из заранее запечатанных рулонных материалов. Цель изобретения - повышение качества переплетных крышек. Крышкоделательная машина содержит рулонодержатель 2 кроющего материала с тормозным приспособлением 3, клеевой аппарат 5, средство 7 подачи сторонок из магазина 6 к кроющему материалу, систему датчиков 16 и 17 контроля положения меток на кроющем материале. Механизм подавателя кроющего материала содержит каретку 8 со средством коррекции ее перемещения, связанную с системой датчиков контроля. Каретка снабжена зажимной парой, выполненной в виде связанных между собой посредством зубчатой передачи 11 валиков 9 и 10, осуществляющих корректирующее перемещение кроющего материала относительно подавателя. Средство корректирующего перемещения представляет собой установленный на каретке мотор-редуктор 13, связанный с одним из валиков. Тормозное приспособление 3, осуществляющее изменение натяжения кроющего материала, содержит мотор-редуктор 4 для перемещения тормозного элемента, свя- зйнный с системой датчиков контроля положения кроющего материала по меткам. Гил. ш ел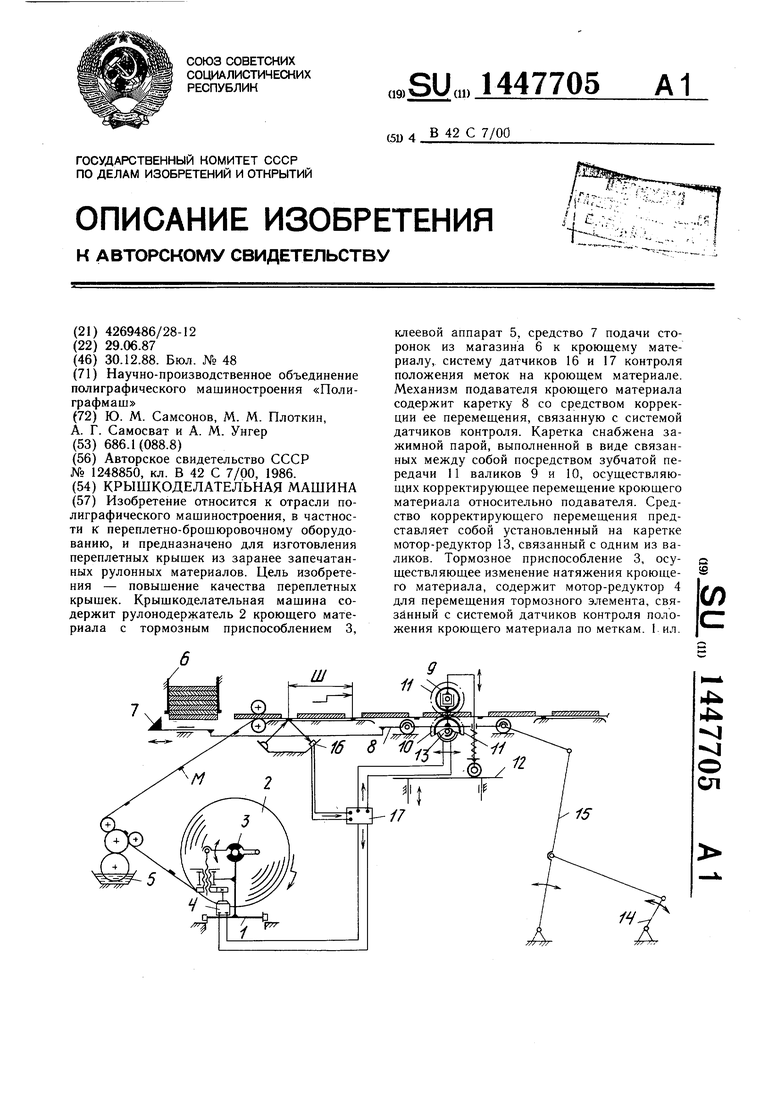
| Крышкоделательная машина | 1984 |
|
SU1248850A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
