Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Цель изобретения - повышение точности за счет обеспечения прямого отсчета отклонения среднего диаметра контролируемой резьбы от действительного среднего диаметра резьбы пробки и втулки.
На чертеже изображен калибр для контроля внутренней резьбы, обш.ий вид.
Калибр содержит резьбовую пробку 1 с хвостовиком, выполненную но размерам проходного калибра, отсчетное приспособление 2. Хвостовик пробки 1 вынолпен цилиндрическим с резьбой на свободном конце, а калибр, кроме того, снабжен втулкой 3 с наружной резьбой, выполненной по размерам проходного калибра и установленной на хвостовике с возможностью поворота вокруг оси хвостовика, фиксатором 4, установленным на втулке 3, ограничителем 5, установленным на хвостовике и связанным с втулкой 3, а также контргайкой 6.
Для удобства в работе шкала отсчетного приспособления 2 при определении действительного среднего диаметра резьбы выполнена для прямого счить вания величины отклонения среднего диаметра резьбы от действительного среднего диаметра резьбы пробки и втулки. При необходимости П1кала отсчетного устройства может быть выполнена в виде ри ски, ограничивающей максимальное значение среднего диаметра контролируемой резьбы, или группы рисок, ограничивающих значения среднего диаметра резьбы каждой из групп при контроле с сортировкой на группы.
Калибр работает следующим образом.
Вследствие того, что профиль резьбовых частей выполнен по размерам проходного калибра, ввертыванием производят контроль резьбы на свинчиваемость, т. е. контроль приведенного среднего диаметра и наружного диаметра как и проходным калибром. Расфиксировав калибр и придерживая втулку 3 рукой от совместного вращения с проб
t;uiKTOp А . Б.чапар аказ 4222/39
/ .
Составитель Б. Афонский
/
Те.хрел И. Верес Тираж 670
ВНИИПИ Государственного по делам Изобретений
I 1303.5, .Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Корректор .М.
Подписное комитета СССР и открытий
КОЙ 1, поворачивают пробку 1 относительно втулки 3 путем вращения ограничителя 5 с контргайкой 6 в одну сторону. Вследствие того, что профиль резьбы расположен по винтовой линии, происходит смещение профиля резьбы пробки 1 в осевом направлении относительно профиля резьбы втулки 3. Это смещение продолжается до соприкосновения боковых сторон профиля резьбы втулки 3 и пробки 1 о боковые стороны профиля контролируемой резьбы. Путем вращения от- счетпого приспособления 2 совмещают О щкалы с риской на втулке 3. Придерживая втулку 3 рукой от совместного вращения с пробкой 1, поворачивают пробку 1 относительно втулки 3 путем вращения ограничителя 5 с контргайкой и в другую сторону от первоначального. Осевое смещение профиля резьбы пробки продолжается до соприкосновения боковых сторон профиля резьбы втулки 3 и пробки 1 о боковые стороны профиля контролируемой резьбы.
Отклонение среднего диаметра контролируемой резьбы от действительного среднего диаметра резьбы калибра определяют по от- счетному приспособлению 2. Затем вращают пробку и, вставив фиксатор 4, вывертывают калибр из резьбы.
Формула изобретения
Калибр для контроля внутренней резьбы, содержащий резьбовую пробку с хвостовиком, выполненную по размерам проходного калибра, и отсчетное приспособление, отличающийся тем, что, с целью повыщения точности, хвостовик пробки выполнен цилиндрическим с резьбой на свободном конце, а калибр снабжен втулкой с наружной резьбой, выполненной по размерам проходного калибра и установленной на хвостовике с возможностью поворота вокруг оси хвосто- ника, фиксатором, установленным на втулке, ограничителем, установленным на хвостовике и связанным с .
/
ская наб., д. 4/5 од, ул. Проектная, 4
Корректор .М. Шароши
Подписное комитета СССР и открытий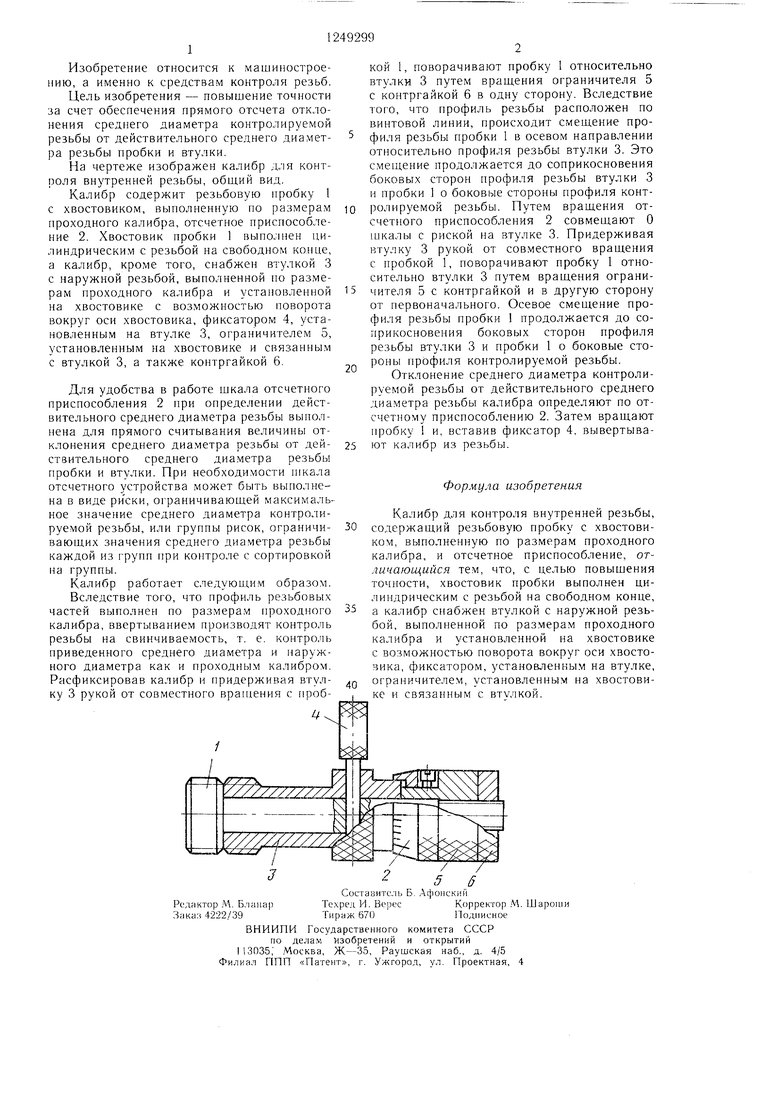
Изобретение относится к машиностроению, а именно к средствам контроля резьбы. Цель изобретения - повышение точности за счет обеспечения прямого отсчета отклонения среднего диаметра контролируемой резьбы от действительного среднего диаметра резьбы пробки. Калибр включает пробку и втулку, связанные фиксатором. После ввинчивания калибра в контролируемую резьбу пробка и втулка расфиксируются. Поворачивая втулку относительно пробки определяют по отсчетному приспособлению отклонение среднего диаметра контролируемой резьбы от действительного среднего диаметра пробки. 1 ил. N:) 4 СО 1C СО со
| Городецкий Ю | |||
| Г | |||
| Конструкция, расчет, эксплуатация измерительных инструментов и приборов.-М.: Машиностроение, 1971, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
