Изобретение относится к области литейного произволства, в частности к установкам лля изготовления стержней в-нагреваемой оснастке.
Целью изобретения является повышение производительности установки,,
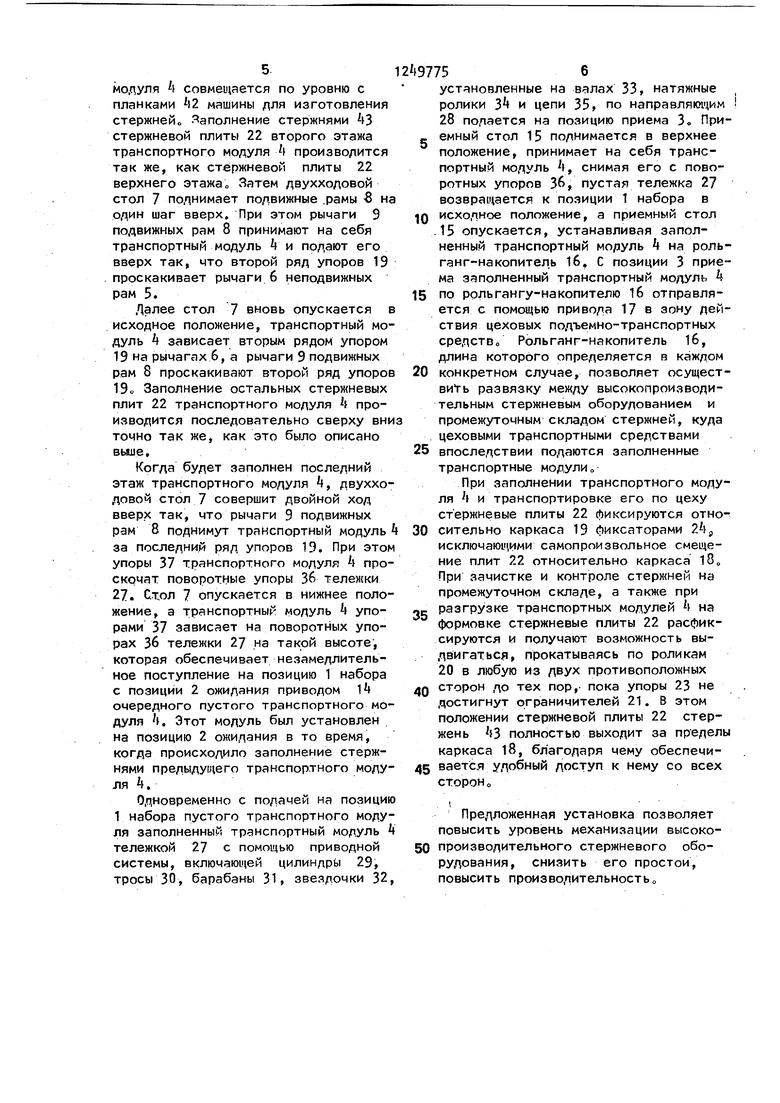
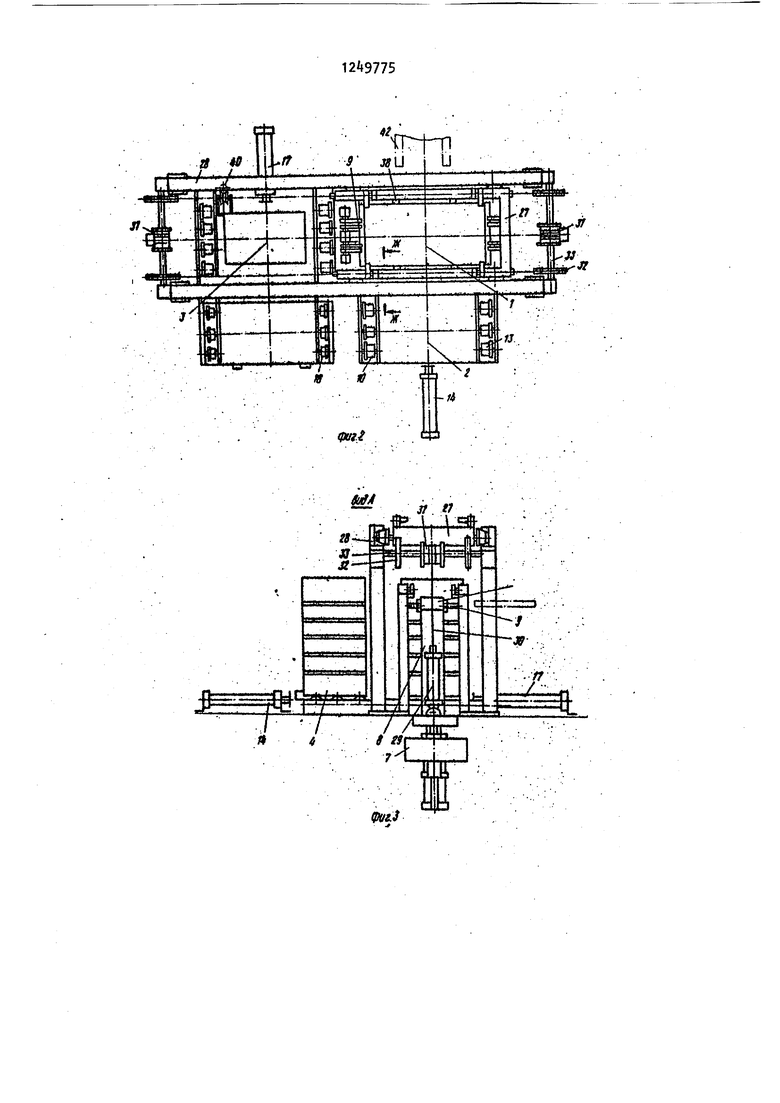
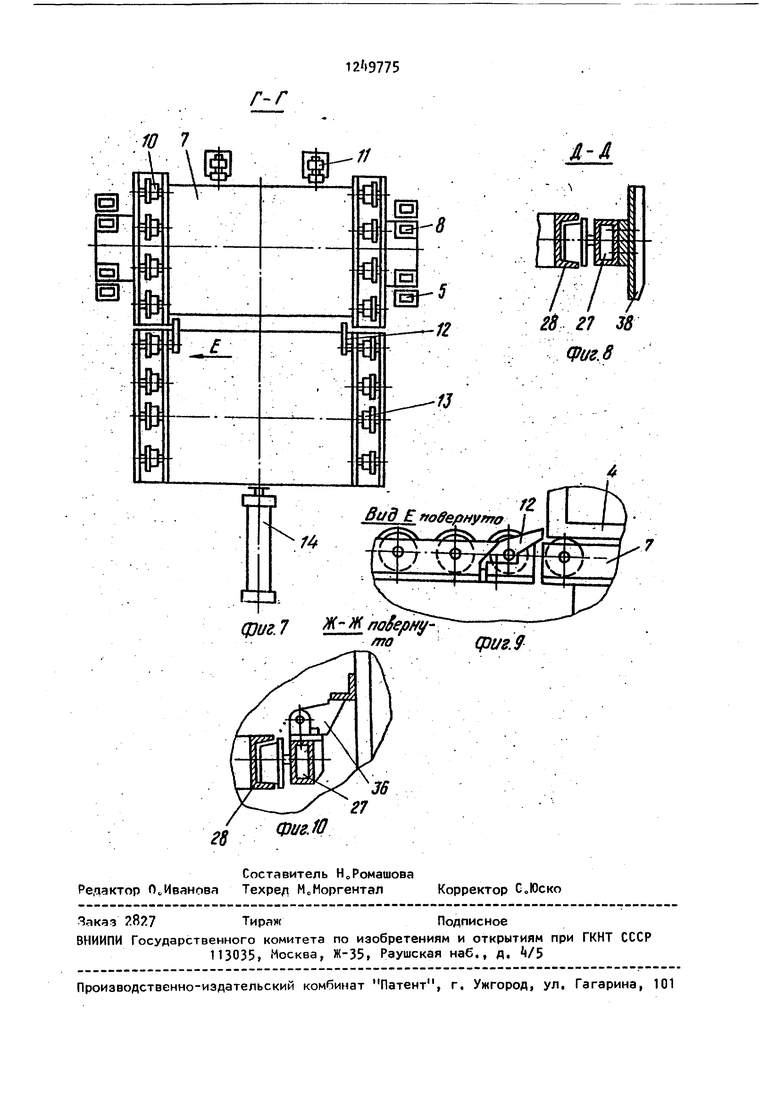
Изобретение поясняется чертежами, где изображены: на - предлагаемая установка, фронтальный вид; на фиг,2 - то же, вил в плане на фиг,3 - вид А фиГо1у на фиг, - транспортный модуль в разрезе на фиг,5 - разрез Б-Б фиг, на фиг.6 - разрез В-В фиг,5; на фиг,7 разрез Г-Г ,на фиГоб - разрез Д-Д фиге.1; на фиг,9 - вид Е фиго7; на фиг„10-разПриемный стол 15 фиксируется от поворота коническим роликом kO, кото рый обкатывается по вертикальной ко- 15 0 « Укладка стержней в транспортный модуль f производится планками }2 стержневой машины, в паре с которой работает установка. На каждую стержневую плиту 22 могут устарез Ж-Ж фиг„2о
Установка включает позицию 1 набора стержней,, позицию 2 ожидания и по- JQ навливаться по два стержня АЗ, зицию 3 приема заполненных модулей k, Установка работает следующим об- Позиция 1 содержит неподвижные рамы разом 5 с рычагами &, двухходовой стол 7 с Транспортный модуль с позиции 2
ожидания приводом I f по направляю- 25
35
установленными на нем подвижными рамами 8 с рычагами,9 и направляющими 10, упоры 11 и фиксаторы 12„ .
Позиция 2 содержит направляющие 13 и привод .Йо
Позиция 3 содержит приемный стол 15, рольганг-накопитель 1б и привод ЗО 17, Каждый транспортный модуль k состоит из каркаса 18, несущего упоры 19, взаимодействующие с рычагами 6 и 9. Каркас 18 несет ролики 20, по которым могут перемещаться до ограничителей 21 стержневые плиты 22, снабженные упорами 23о Для фиксации стержневых плит 22 в среднем положении каркас 18 оснащен фиксаторами 2, включающими подпружиненные упоры 25 и корпуса 26,
Перемещение заполненных транспортных модулей А с позиции 1 набора стержней на позицию 3 приема заполненных модулей производится тележкой 27, выполненной в форме буквы П, которая перемещается по направляющим 28 с помощью приводной системы, включающей цилиндры 29, тросы 30, барабаны 31 и звездочки 32, установленные на валах 33, натяжные ролики З и цепи 35, концами соединенные с противоположными сторонами тележки 27о Тележка 27 снабжена четырьмя поворотными упорами 36, на которые упорами 37 опирается транспортный модуль k 55 при его перемещении с позиции 1 на позицию 3, и ограничителями 38 транспортного модуля (, препятствующими
40
45
50
щим 13 и 10 через фиксаторы 12 подаетс на позицию 1 набора стержней до упоров 1 1 о
При этом стержневая плита 22 верхнего этажа транспортного модуля совмещается по уровню с планками 42 машины для изготовления стержней. Планки 2 заводят первый готовый стержень 3 на ту половину стержневой плиты 22, которая обращена в сто рону машины для изготовления стержней. Планки k2 опускаются, укладывают стержень 3 на стержневую плиту 22 и выводятся из транспортного модуля fo Затем планки k2 подают на ту же половину стержневой плиты 22 второй стержень 43, а первый стержень k3 проталкивают на противоположную сторону стержневой плиты 22, Планки (2 опускаются, укладывают второй стержень A3 на стержневую плиту 22 и выводятся из транспортного модуля t.
После того, как заполнится верхняя стержневая плита 22, двухходовой стол 7 поднимает транспортный модуль А на один шаг вверХс При этом верхний ряд упоров 19 проскакивает рычаги 6 неподвижных рам 5, Стол 7 опускается в исходное положение, транспортный модуль зависает верхним рядом упоров 19 на рычагах 6, рычаги 9 подвижных рам 8 проскакивают верхний ряд упоров 19, а стержневая плита 22 второго этажа транспортного
его смещению в процессе набора стержней. П-образная форма тележки 27 обеспечивает возвращение ее в исходное положение сразу же после того, как приемный стол 15 принял на себя транспортный модуль h и дает возможность выполнить поворотные упоры 36 неприводными.
Направляющие 28 опираются на колонны 39.
Приемный стол 15 фиксируется от поворота коническим роликом kO, который обкатывается по вертикальной ко- 5 0 « Укладка стержней в транспортный модуль f производится планками }2 стержневой машины, в паре с которой работает установка. На каждую стержневую плиту 22 могут уста0
Q навливаться по два стержня АЗ, Установка работает следующим об- разом Транспортный модуль с позиции 2
ожидания приводом I f по направляю- 5
5
О
5
0
5
0
щим 13 и 10 через фиксаторы 12 подается на позицию 1 набора стержней до упоров 1 1 о
При этом стержневая плита 22 верх| него этажа транспортного модуля совмещается по уровню с планками 42 машины для изготовления стержней. Планки 2 заводят первый готовый стержень 3 на ту половину стержневой плиты 22, которая обращена в сторону машины для изготовления стержней. Планки k2 опускаются, укладывают стержень 3 на стержневую плиту 22 и выводятся из транспортного модуля fo Затем планки k2 подают на ту же половину стержневой плиты 22 второй стержень 43, а первый стержень k3 проталкивают на противоположную сторону стержневой плиты 22, Планки (2 опускаются, укладывают второй стержень A3 на стержневую плиту 22 и выводятся из транспортного модуля t.
После того, как заполнится верхняя стержневая плита 22, двухходовой стол 7 поднимает транспортный модуль А на один шаг вверХс При этом верхний ряд упоров 19 проскакивает рычаги 6 неподвижных рам 5, Стол 7 опускается в исходное положение, транспортный модуль зависает верхним рядом упоров 19 на рычагах 6, рычаги 9 подвижных рам 8 проскакивают верхний ряд упоров 19, а стержневая плита 22 второго этажа транспортного
модуля совмещается по уровню с планками 2 машины для изготовления стержнейс Заполнение стержнями 3 стержневой плиты 22 второго этажа транспортного модуля ( производится так же, как стержневой плиты 22 верхнего этажа Затем двухходовой стол 7 поднимает подвижные .рамы -8 на один шаг вверх. При этом рычаги 9 подвижных рам 8 принимают на себя транспортный модуль Аи подают его вверх так, что второй ряд упоров 19 проскакивает рычаги 6 неподвижных рам 5.
Далее стол 7 вновь опускается в исходное положение, транспортный модуль А зависает вторым рядом упором 19 на рычагах 6, а рычаги 9 подвижных рам 8 проскакивают второй ряд упоров 19с Заполнение остальных стержневых плит 22 транспортного модуля k производится последовательно сверху вни точно так же, как это было описано выше.
Когда будет заполнен последний этаж транспортного модуля , двухходовой стол 7 совершит двойной ход вверх так, что рычаги Э подвижных рам 8 поднимут транспортный модуль 4 за последний ряд упоров 19. При этом упоры 37 транспортного модуля i проскочат поворотные упоры 36 телех{ки 27., Ст,ол 7 опускается в нижнее положение, а транспортный модуль k упорами 37 зависает на поворотных упорах Зб тележки 27 на такой высоте, которая обеспечивает незамедлительное поступление на позицию 1 набора с позиции 2 ожидания приводом 1 очередного пустого транспортного модуля i. Этот модуль был установлен на позицию 2 ожидания в то время, когда происходило заполнение стержнями прелыду()1его транспортного модуля .
Одновременно с подачей на почзицию 1 набора пустого транспортного модуля заполненный транспортный модуль А тележкой 27 с помощью приводной системы, включающей цилиндры 29, тросы 30, барабаны 31, звездочки 32,
2(97756
установленные на валах 33, натяжные ролики 3 и цепи 35, по направлящим I 28 подается на позицию приема 3, При- g емный стол 15 поднимается в верхнее положение, принимает на себя транспортный модуль , снимая его с поворотных упоров 36, пустая тележка 27 возвращается к позиции 1 набора в
JQ исходное положение, а приемный стол .15 опускается, устанавливая заполненный транспортный модуль 4 на роль- ганг-накопител.ь 1б, С позиции 3 приема заполненный транспортный модуль 4
15 по рольгангу-накопителю 1б отправляется с помощью привода 17 в зону действия цеховых подъемно-транспортных средство Рольганг-накопитель 16, длина которого определяется в каждом
20 конкретном случае, позволяет осуществить развязку между высокопроизводительным стержневым оборудованием и промежуточным складом стержней, куда цеховыми транспортными средствами впоследствии подаются заполненные транспортные модули
При заполнении транспортного модуля h и транспортировке его по цеху стержневые плиты 22 фиксируются отно30 сительно каркаса 19 фиксаторами , исключаю1цими самопроизвольное смещение плит 22 относительно каркаса lO При зачистке и контроле стержней на
25
35
промежуточном складе, а также при разгрузке транспортных модулей ( на
формовке стержневые плиты 22 расфик- сируются и получают возможность выдвигаться, прокатываясь по роликам 20 в любую из двух противоположных
Q сторон до тех пор, пока упоры 23 не достигнут ограничителей 21. В этом положении стержневой плиты 22 стержень полностью выходит за предел каркаса 18, бл агодаря чему обеспечи45 вается удобный доступ к нему со всех сторон с,
Предложенная установка позволяет повысить уровень механизации высоко- 50 производительного стержневого оборудования, снизить его простои, повысить производительность о
«aw/
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приема, укладки и выдачи преимущественно крупных стержней | 1986 |
|
SU1387268A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Механизм разъема стержневых ящиков | 1980 |
|
SU919228A1 |
| Стержневая машина | 1989 |
|
SU1696100A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| Устройство для распаровки опок и установки их на рабочий стол формовочной машины | 1976 |
|
SU653025A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |

г.)
фиг.
В
фиг.6
фиг. 5
W 7
ср.
фиг. 7 naSefiffy
то
Фие.Ю
naSefiffy
то
(риг.9
Составитель Н„Ромашова Редактор 0.,Ивановя Техрел МрМоргентал
Чаказ .827 ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. V5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101
Корректор С,Юско
