Изобретение относится к обработке металлов давлением и касается способов изготовления заготовок штампосварных корпусов трубопроводной арматуры, преимущественной областью применения которых является крупногабаритная трубопроводная арматура, работающая под высоким и средним давлением и использующаяся в энергетическом, химическом и некоторых других отраслях машиностроения.
Цель изобретения - повыщение качества изделиЯ; уменьшение трудоемкости изготовления и экономия металла.
На фиг. 1 изображена исходная полусферическая .заготовка с центральным отверстием; на фиг. 2 -т:, исходная трубная заго- товка; на фиг. 3 - куполообразная заготовка с предварительно сформированным наружным патрубком; на фиг. 4 - полукорпус арматуры трубопровода.
Способ осуществляют следующим образом.
Из полусферической с центральным отверстием заготовки, вытянутой из листа, или трубной заготовки продольным обжимом осуществляют предварительное формование наружного патрубка с набором металла и приданием заготовке куполообразной формы.
Иосле получения заготовки куполообразной формы осуществляют раздачу отверстия заготовки на участке наружного патрубка и осадку его с раздачей отверс- тия на участке формообразования внутреннего патрубка.
Примером конкретного выполнения предлагаемого способа может служить изготовление заготовки корпуса задвижки с диаметром условного прохода Ду 175 мм.
От трубы с наружным диаметром 465 мм и толщиной стенки 42 мм отрезают заготовку длиной 420 мм. Под прессом усилием 80 МН производят в щтампе продольный обжим участка заготовки, получают куполообразную заготовку с высоким цилиндрическим наружным патрубком. Наружный
0
Q
5
5
0
диаметр патрубка 256 мм, а наружный диаметр сферической части поверхности заготовки равен наружному диаметру трубной заготовки. Высота заготовки 450 мм.
Затем на том же прессе в том же штампе последовательного действия осуществляют раздачу отверстия заготовки в зоне наружного патрубка и производят формообразование внутреннего патрубка посредством осадки наружного патрубка с одновременной раздачей на конус центрального отверстия заготовки в зоне образования внутреннего патрубка. При этом раздачу на конус осуществляют одновременно с осадкой с применением противодавления, обеспечиваемого нижним цилиндром пресса посредством самоутапливающегося конического подпора.
В результате получают заготовку полукорпуса с наружным диаметром сферы 465 мм, толщиной стенки 42 мм, диаметром наружного патрубка 256 мм и общей высотой 340 мм. Наружный диаметр внутреннего патрубка 240 мм и диаметр конической поверхности на торце 170 мм.
Полученный полукорпус обрабатывают под сварку по торцам большого диаметра, сваривают два полукорпуса друг с другом и затем после вырезки отверстия в сферической части приваривают горловину. Сваренный корпус подвергают термической обработке и окончательной механической обработке.
Применение в соответствии с предлагаемым способом операции осадки с одновременной раздачей отверстия в зоне образования внутреннего патрубка между заготовкой и матрицей создает стабильное плотное прилегание, и штампованная заготовка получает фор.му, полностью соответствующую заданной, т.е. является равной без зажимов и складок в зоне перехода наружного патрубка в сферическую часть. Благодаря этому устраняется необходимость в применении механической обработки по наружной поверхности штампованного полукорпуса и в припуске на механическую обработку.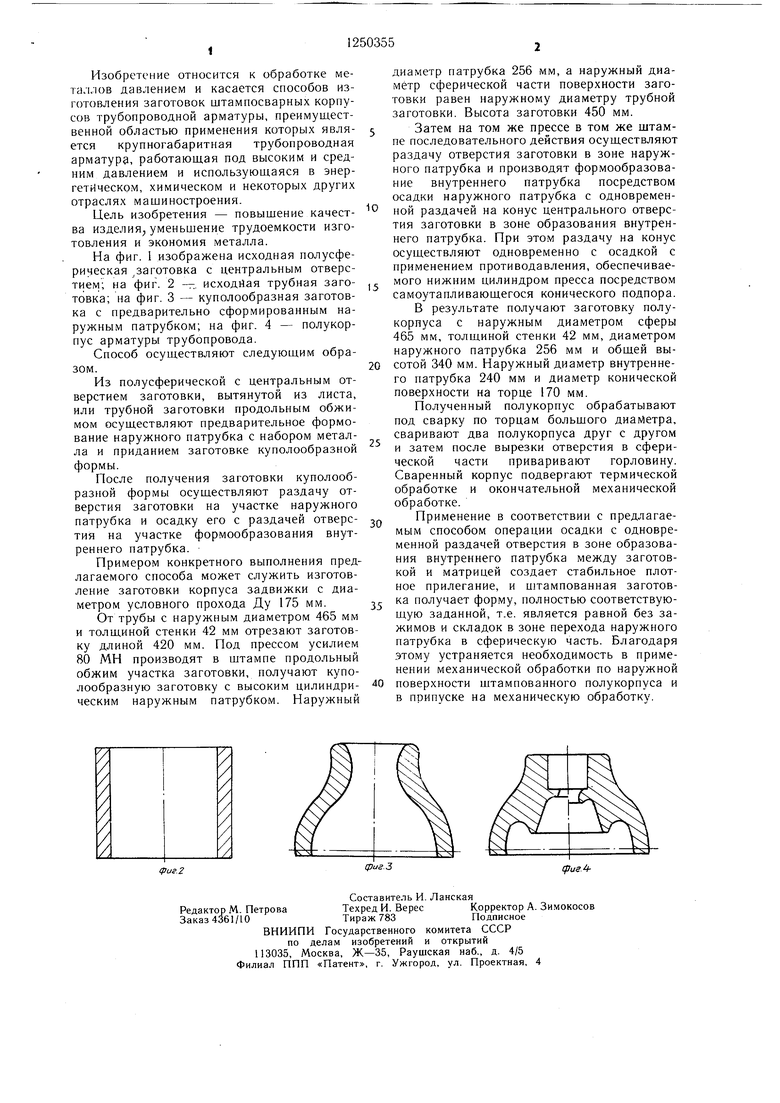
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| Способ изготовления полукорпусов трубопроводной арматуры | 1977 |
|
SU634835A2 |
| Способ изготовления полукорпусов трубопроводной арматуры | 1977 |
|
SU634834A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп для получения полых изделий преимущественно сферической формы | 1984 |
|
SU1189563A1 |
| Способ изготовления куполообразных изделий | 1988 |
|
SU1590192A1 |
| Способ изготовления полукорпусов трубопроводной арматуры | 1975 |
|
SU528142A1 |
| Штамп для выдавливания изделий | 1985 |
|
SU1278098A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления корпусов арматуры трубопроводов | 1968 |
|
SU279563A1 |

сриг,2
Составитель И. Ланская
Редактор М. ПетроваТехред И. ВересКорректор А. Зимокосов
Заказ 4361/10Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фие.З
(
| Способ изготовления корпусов арматуры трубопроводов | 1968 |
|
SU279563A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
