00
со
ел
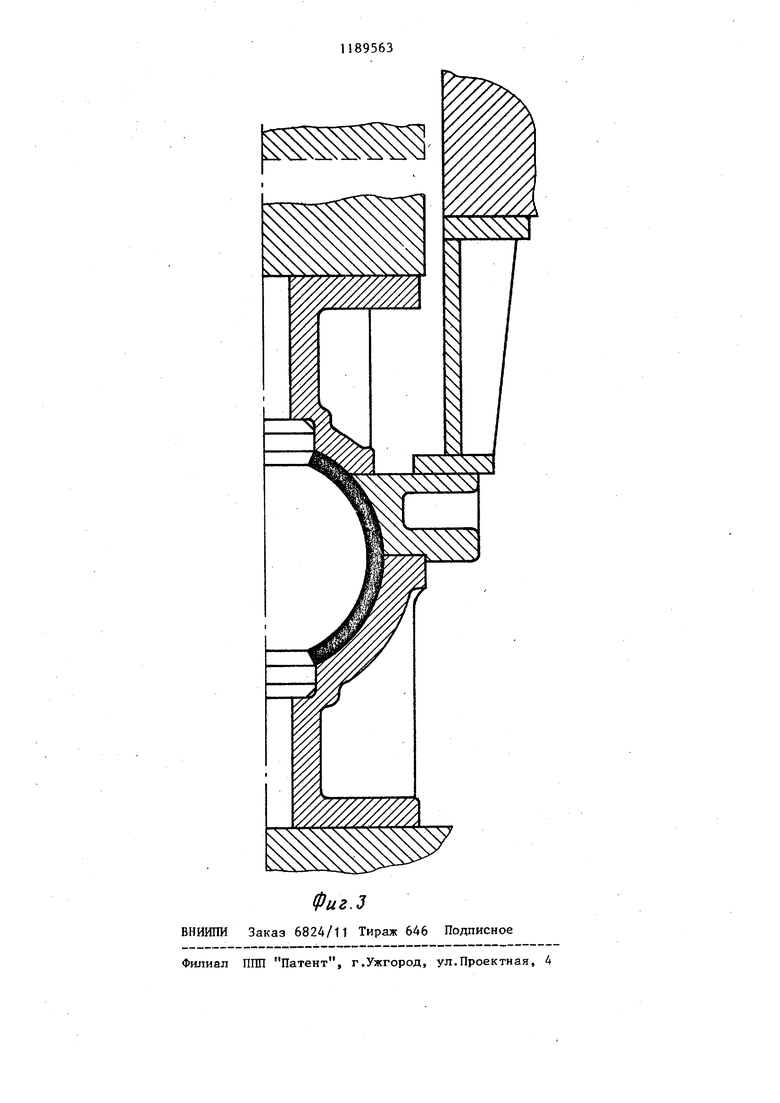
О) со 1 Изобретение относится к обработке металлов давлением и может быть использовано в энергетическом, тяжелом химическом и некоторых других отраслях машиностроения при производстве полых изделий. Цель изобретения - расширение диапазона типоразмеров получаемых изделий. На фиг. 1 представлено устройство в исходном положении; на фиг. 2 - то же, в момент завершения обжима заготовки; на фиг 3 - то же, в конечном положении. Устройство содержит нижнюю секцию 1 матрицы, установленную на основании 2, верхнюю секцию 3 матрицы, закрепленную на .вытяжном ползуне 4 пресса, дополнительную секцию 5 матрицы, установленную на прижимном ползуне 6 пресса с помощью стоек 7, пуансон 8 и упор 9. Устройство работает следующим образом. Исходную цилиндрическую заготовку устанавливают в нижнюю секцию 1 матрицы, для удобства нижняя секция матрицы вместе со столом выдвинута из под пр.есса, а затем ее вдвигают в рабочее пространство пресса. Опускают секцию 5 матрицы, при этом заготовку окончательно центрируют по верхней кромке отверстия секции 5 матрицы. Затем совершает рабочий ход верхня секция 3 матрицы. Вначале рабочего хода происходит обжим концевых участков заготовки в нижней 1 и в верхней 3 секциях матрицы. После соприкасания торцов заготовки с упорами происходит осадка заготовки с одновременной раздачей. При изготовлении шарового корпуса с центральными патрубками в верхней 3 и нижней 1 секциях матрицы предусматривают отверстия, диаметр 63 которых соответствует диаметру патрубков. По окончании формообразования заготовки дают ход вверх верхней секции 3 матрицы и затем и секции 5 матрицы путем включения на обратный ход соответственно вытяжного и прижимного ползунов пресса. Нижнюю секцию матрицы вьщвигают из рабочего пространства и заготовку при помощи мостового крана снимают с нее. Рекомендуемые предельные значения дополнительной секции матрицы выбирают из условия возможности получения шарового изделия. При меньшей высоте дополнительной секции матрицы снижается ее поддерживающее влияние и возникает выпучивание металла заготовки в зазоре между верхней и дополнительной секциями матрицы. При большей высоте дополнительной секции матрицы образовывается складка на среднем участке заготовки. Пример. Изготавливают шаровой корпус главного циркуляционного насоса ГЦН-195М атомного энергоблока ВВЭР-ЮОО с наружным диаметром 2600 мм и с толщиной стенки 155 мм из трубной заготовки диаметром 2100 мм и высотой 3200 мм с помощью горячей штамповки в штампе предлагаемой конструкции под листоштамповоч-. ным прессом двойного действия усилием 15000 тс. При этом в штампе высота промежуточной матрицы 800 мм и диаметр ее отверстия у верхней кромки Л100 мм. Полученный корпус насоса механически обрабатывают под сварку. Осуществляют приварку к нему фланцевой части- и патрубков, зачищают и контролируют сварные швыИ сварное изделие подвергают термической и окончательной механической обработке.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления куполообразных изделий | 1988 |
|
SU1590192A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Устройство для штамповки полых изделий | 1991 |
|
SU1821284A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
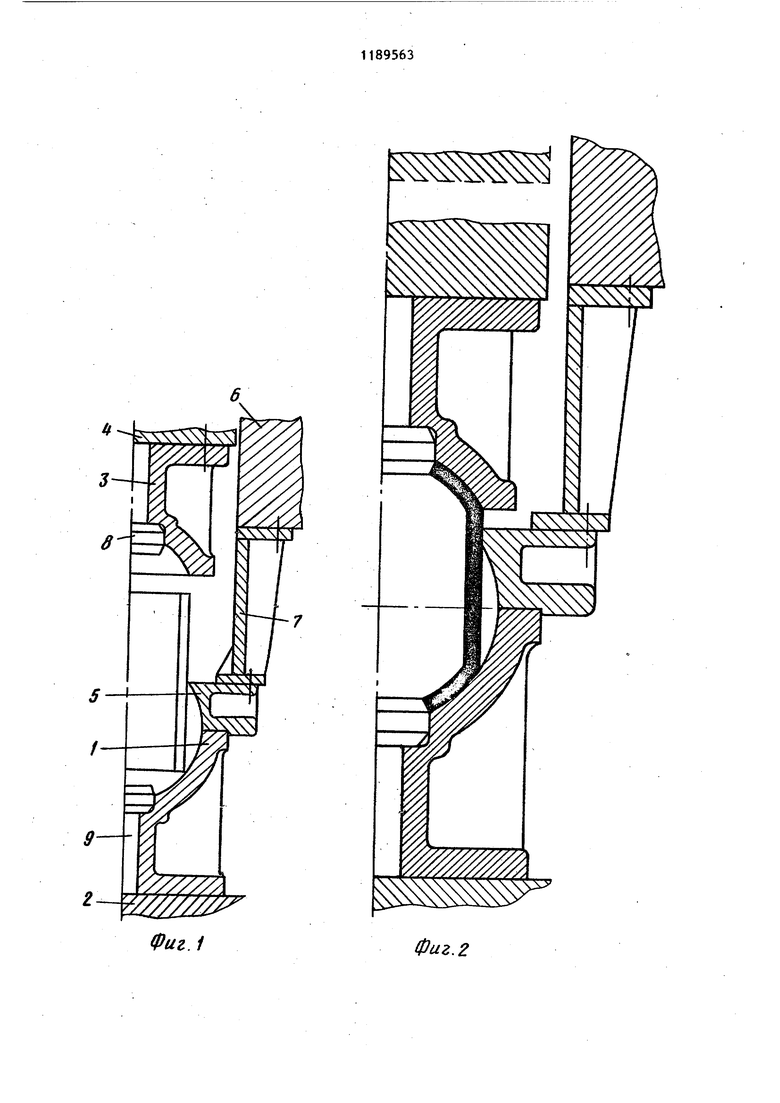
1. ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СФЕРИЧЕСКОЙ ФОРМЫ на прессах двойного действия, имеющих вытяжной и прижимной ползуны, содержащий верхнюю секцию матрицы, устанавливаемую на вытяжном ползуне, а также нижнюю секцию матрицы, отличающийся тем, что, с целью расширения диапазона типоразмеров получаемых изделий, он снабжен дополнительной секцией матрицы, образующей своей рабочей поверхностью совместно с рабочими поверхностями верхней и нижней секций матрицы сферическую рабочую полость, при этом дополнительная секция матрицы выполнена высотой 0,2 0,35 диаметра указанной сферической рабочей полости. 2. Штамп по п. 1, отличающийся тем, что он снабжен стой (Л ками для соединения дополнительной с секции матрицы с прижимным ползуном пресса.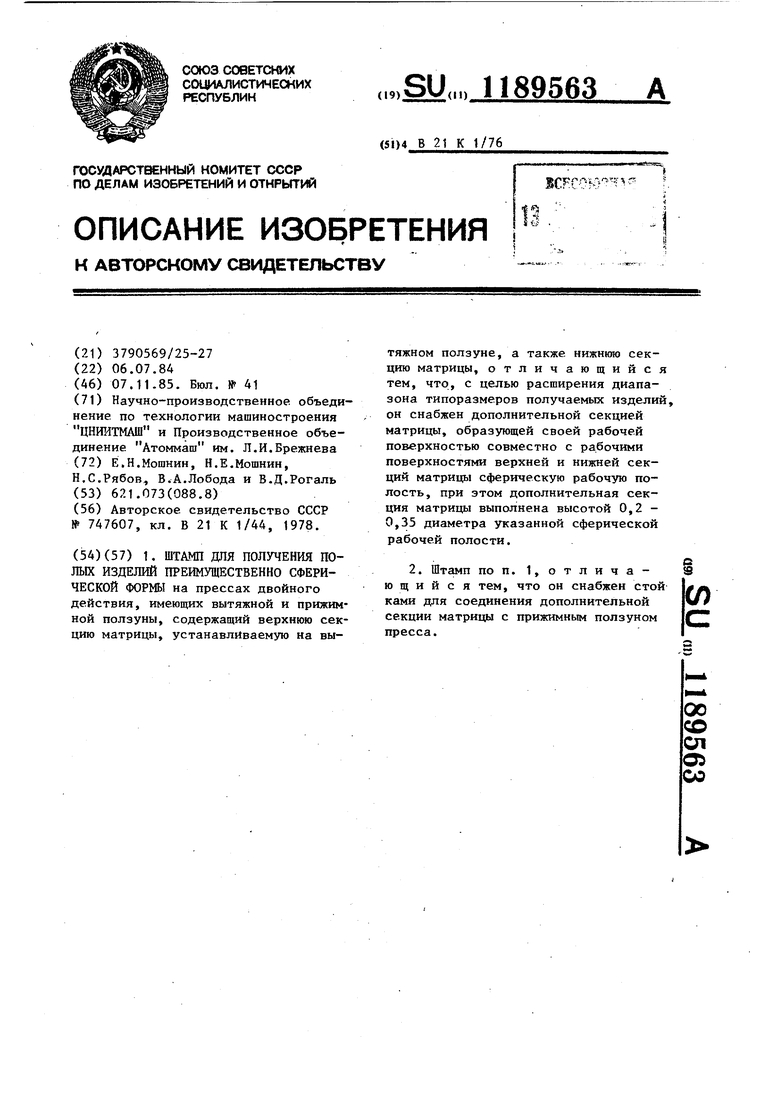
| Способ изготовления шаровидных пальцев | 1978 |
|
SU747607A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
