Изобретение относится к обработке металлов давлением и касается штампов для изготовления изделий типа корпусов трубопроводной арматуры с полыми боковыми патрубками, которые могут быть использованы в энергетическом, химическом, нефтяном и некоторых других отраслях машиностроения.
Цель изобретения - повышение производительности штампа для выдавливания.
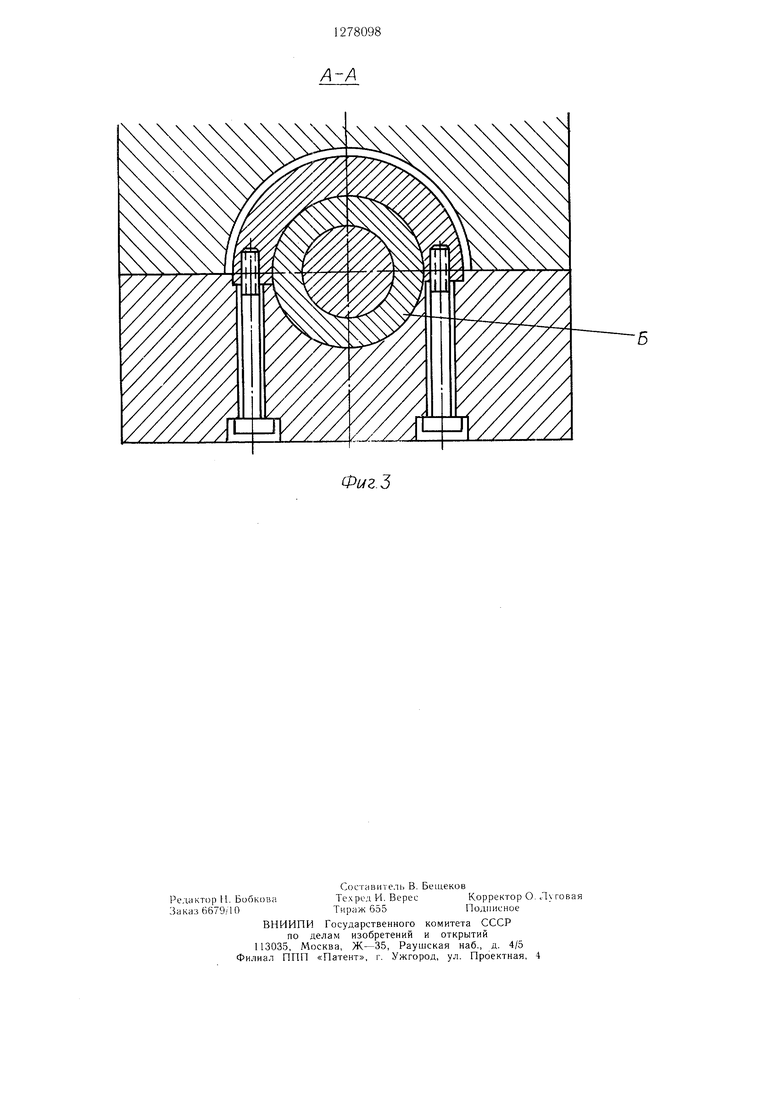
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - сечение А-А на ф|иг. ; на фиг. 3 - то же, вариант выполнения.
Штамп для выдавливания изделия содержит верхнюю полу.матрицу 1, нижнюю полуматрицу 2, центральный формовочный пуансон 3 для выдавливания, размеш,енный в отверстии верхней полуматрицы 1, боковой формовочный пуансон 4, укрепленный в пуансонодержателе 5, который установлен с возможностью перемещения вдоль продольной оси боковой полости. Пуансонодсржа- тель 5 установлен на нижней матрице 2 путем закрепления в ней направляющего устройства 6, например, в виде цилиндрической втулки (фиг. 2) или в виде полуцилиндрической выточки Б в нижней полуматрице 2 и прикрепленного к ней полукольца (фиг. 3). К верхней полуматрице прикреплен фиксатор положения пуансонодержателя, выполненный, например, в виде клина 7, выступающего за поверхность В верхней полуматрицы и обеспечивающий взаи.модей- ствие с пуансонодержателем 5.
Штамп для выдавливания изде;1ий работает следующим образом.
В исходном положении ползунов пресса боковой пуансон 4 вдвигают в крайнее ближнее к центру нижней полуматрицы положение. Нагретую цилиндрическую заготовку устанавливают .манипуляторо.м центрально на нижнюю полуматрицу. Опусканием наружного ползуна с закрепленной верхней полуматрицей I окончательно центрируют заготовку посредством отверстия в верхней полуматрице и одновременно фиксируют посредством клина 7 пуансоиодержатель бокового пуансона 4 от продольного пере
мещения. Рабочим ходом внутреннего ползуна производят выдавливание заготовки центральным формовочным пуансоном 3. После выдавливания штампованная заготовка удерживается в нижней полуматрице 2 при обратном ходе центрального пуансона 3 верхней полуматрицей 1, а затем при ее обратном ходе - боковым пуансоном 4. С помощью рычажного устройства, например ломика, вставляемого в проушину пуансонодержателя, выдергивают боковой пуансон 4 из заготовки и отводят его в крайнее противоположное положение. Заготовку снимают с нижней полуматрицы манипулятором, а в случае необходимости предварительно срывают заготовку с нижней полуматрицы плунжеро.м нижнего цилиндра. Затем штамп очищают сжатым воздухом от окалины, охлаждают посредством водяного спреера и смазывают.
При отсутствии манипулятора заведение заготовки в штамп и выдачу ее из штампа осуществляют при помощи мостового крана при выдвинутом положении выдвижного стола пресса с укрепленной на нем нижней полу.матрицей.
Формула изобретения
Штамп для выдавливания изделий преимущественно типа корпусов с боковыми патрубками, содержащий верхнюю и нижнюю полуматрицы, образующие центральную и по крайней мере одну боковую полость, центральный пуансон, установленный в верхней полуматрице, а также боковой пуансон с пуансонодержателем, размещенным в боковой полости, отличающийся тем, что, с целью повышения производительности, он снабжен закрепленным в нижней полуматрице направляющим устройством, пуансоно- держатель бокового пуансона установлен в направляющем устройстве с возможностью перемещения вдоль оси боковой полости, а также фиксатором , размешенным в верхней гюлуматрице с возможностью взаи.модейст- вия с указанным пуансонодержателем.
Фиг1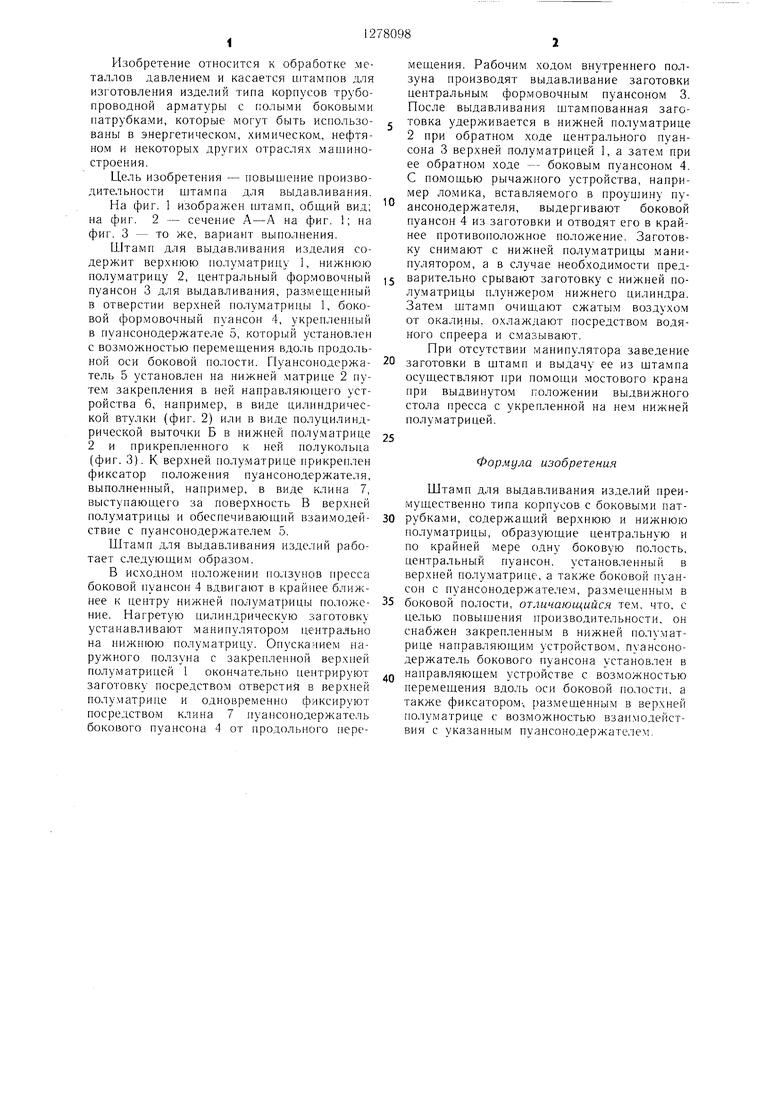
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| Устройство для штамповки полых изделий | 1991 |
|
SU1821284A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |

Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для выдавливания изделий. Целью изобретения является повышение производительности. Штамп снабжен направляю- Ш.И.М устройством, закрепленным в нижней полуматрице, а пуансонодержатель бокового пуансона установлен в указанном устройстве. После окончания штамповки и подъема верхней полуматрицы боковой пуансон удерживает отштампованное изделие в нижней полуматрице. Далее осуществляется размыкание изделия и указанного пуансона. 3 ил. ND оо :D 00
Фл/г.З
| Семенов Е | |||
| И | |||
| и др | |||
| Технология и оборудование ковки и объемной штамповки | |||
| - М.: Машиностроение, 1978, с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
