1
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении трубопроводной арматуры.
Известен способ изготовления полукорпусов трубопроводной арматуры из заготовки цилиндрической формы, включающий операции вытяжки и объемного деформирования.
Недостатками известного способа являются большая трудоемкость изготовления изделий, связанная, в частности, со значительными рабочими усилиями в операции объемного деформирования, а также высокая себестоимость изделий из-за дороговизны специальной шта мповой оснастки.
По предложенному способу для снижения трудоемкости изготовления и уменьшения себестоимости изделий используют заготовку с центральным отверстием, высота которой равна высоте патрубка изделия, причем сначала осуществляют ее объемное деформирование путем осадки периферийной зоны, а затем производят вытяж.ку. О,сад1ку периферийной зоны заготовки осуществляют либо разгонкой, либо секционной штамповкой.
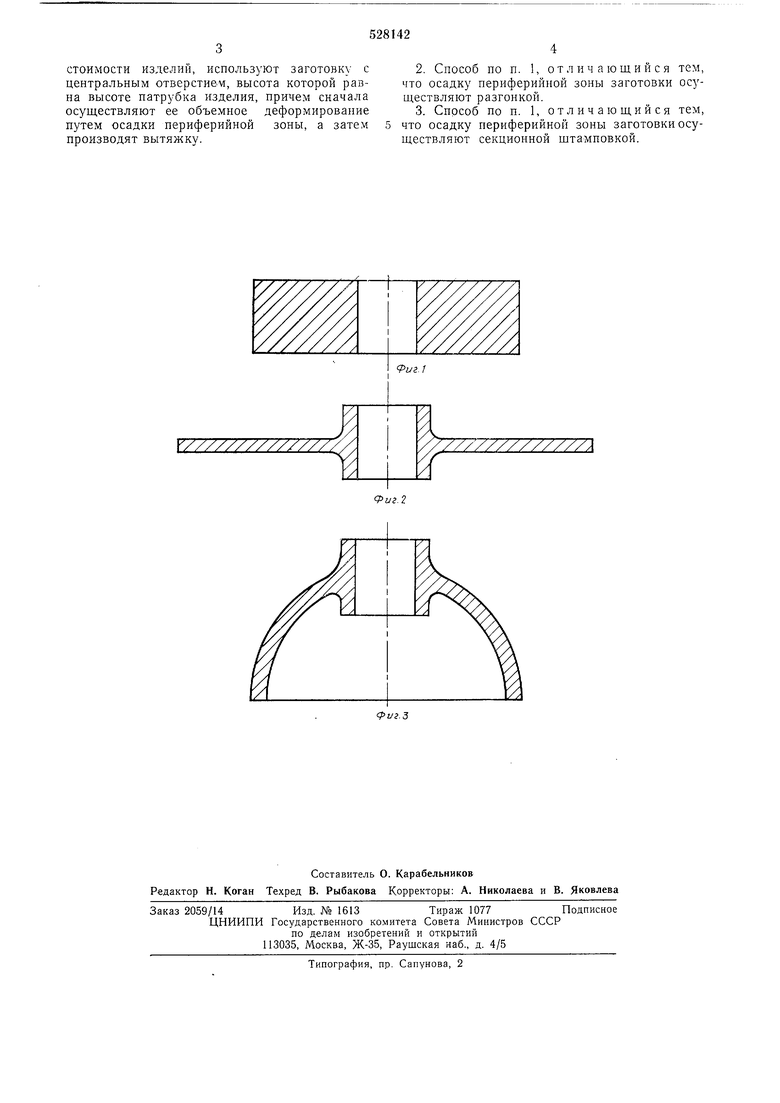
На фиг. I показана исходная заготовка; на фиг. 2 - заготовка после осадки ее периферийной части; на фиг. 3 - получаемое изделие.
Способ реализуется следующим образом.
Исходной заготовкой (см. фиг. 1) служит, например, поковка цилиндрической формы с центральным отверстием, причем высота заготовки равна высоте патрубка получаемого изделия (см. фиг. 3). Вначале осуществляют осадку периферийной зоны заготовки путем разгонки на универсальном ковочном оборудовании либо путем секционной штамповки на универсальном прессе. Полученный полуфабрикат (см. фиг. 2) подвергают затем вытяжке в вытяжном штампе на универсальном листошта-мповочном прессе.
Путем сварки двух полученных полукорпусов изготавливают корпус трубопроводной арматуры. В результате такой последовательности операций, а также применения разгонки, либо секционной штамповки не требуется больших рабочих усилий и снижается трудоемкость изготовления изделий. За счет использования универсальных инструментов и оборудования значительно снижается себестоимость получаемых изделий.
Формула изобретения
1. Способ изготовления полукорпусов трубопроводной арматуры из заготовки цилиндрической формы, включающий операции вытяжки и объемного деформирования, отличающийся тем, что, с целью снижения трудоемкости изготовления и уменьшения себестоимости излелии, используют заготовку с центральным отверстием, высота которой равна высоте патрубка изделия, причем сначала осуществляют ее объемное деформирование путем осадки периферийной зоны, а затем производят вытяжку.
2.Способ по п. 1, отличающийся тем, что осадку периферийной зоны заготовки осуществляют разгонкой.
3.Способ по п. 1, отличающийся тем, что осадку периферийной зоны заготовки осуществляют секционной щтамповкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полукорпусов трубопроводной арматуры | 1977 |
|
SU634835A2 |
| Способ изготовления полукорпусов трубопроводной арматуры | 1977 |
|
SU634834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281822C1 |
| Способ изготовления изделия типа полукорпуса трубопроводной арматуры | 1985 |
|
SU1250355A1 |
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2014 |
|
RU2572687C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления сферических полукорпусов трубопроводной арматуры | 1976 |
|
SU586945A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
