1
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении трубопроводной арматуры или деталей аналогичной конфигурации.
Известен способ изготовления полукорпусов трубопроводной арматуры, имеющих фланец и патрубок из заготовки цилиндрической формы, включающий операции объемного деформирования и вытяжки.
Однако низкая эффективность способа при изготовлении изделий с удлиненным патрубком связана с необходимостью приварки дополнительных надставок, дополняющих патрубок по высоте до требуемых размеров.
Целью изобретения является pacmnjieHHe номенклатуры получаемых изделий при повышении экономичности процесса путем изготовления изделий с удлиненным патрубком.
Для этого после объемного деформирования осуществляют формовку патрубка, в частности путем выдавливания.
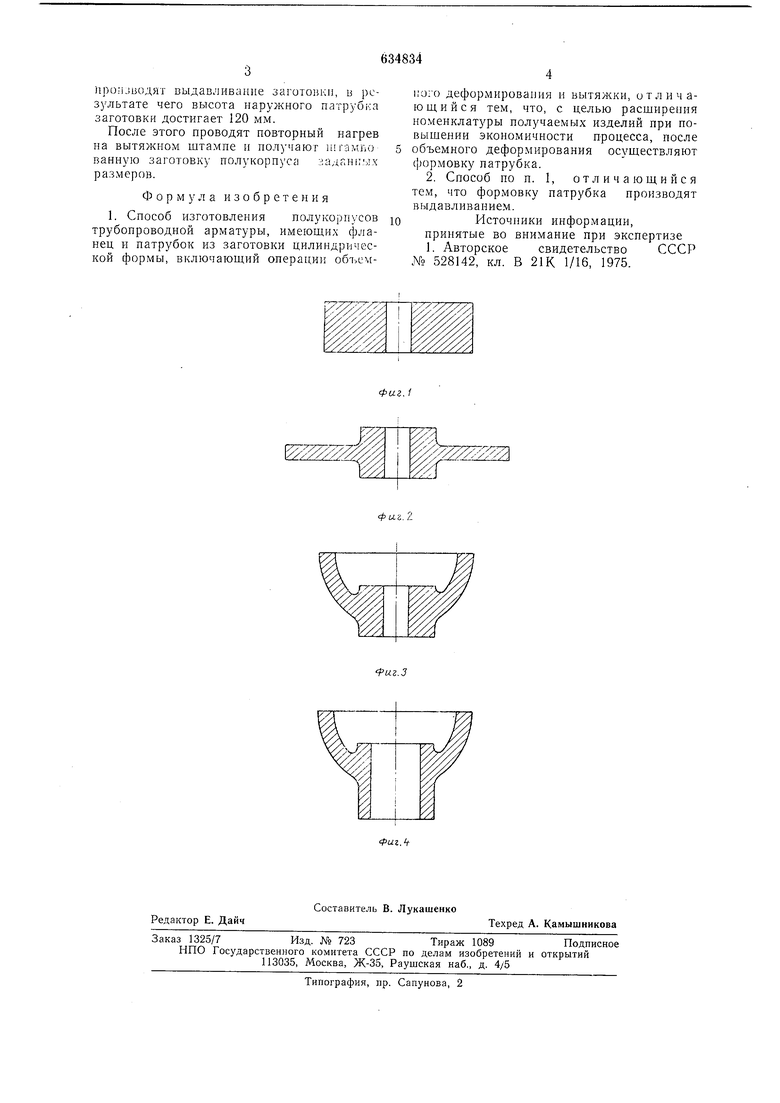
На фиг. 1 представлена исходная заготовка; на фиг. 2 - штампованная заготовка после разгонки; на фиг. 3 - штампованная заготовка с выдавленным наружным патрубком; на фиг. 4 - штампованная заготовка после операции вытяжки (готовое изделие - полукорпус).
Исходной заготовкой (см. фиг. 1) служит, например, поковка цилиндрнческой формы с центральным отверстием. Вначале осуществляют осадку периферийной зоны заготовки (см. фиг. 2) nyTejM раскатки и секционной штамповки на универсальном прессе. Далее осуществляют выдавливание высокого наружного патрубка заготовки (см. фиг. 3). Затем проводят вытяжку в вытяжном штампе на уннверсальном листоштамновочном прессе и получают готовое изделие - полукорпус (см. фиг. 4).
Путем сварки двух полученных полукорпусов и приварки центральной горловины изготовляют корпус трубопроводной арматуры.
Пример конкретного выполнення способа изготовления полукорпусов трубопроводной арматуры.
Берут круглую цилиндрическую заготовку диаметром 600 мм и высотой 200 мм с центральным отверстием диаметром 100мм и нагревают до 950-1100°С. Затем осаживают заготовку секционной (секторной) штамповкой в периферической зоне до диаметра 950 мм п толщины 105 мм. На том же штамне без нзмерительпого нагрева
3
про.члзодят выдавливание заготовки, в результате чего высота наружного патрубка заготовки достигает 120 мм.
После этого проводят повторный нагрев на вытяжном штампе и получают lurawno ванную заготовку полукорпуса заданиях размеров.
Формула изобретения
1. Способ изготовления полукорпусов трубопроводной арматуры, имеющих фланец и патрубок из заготовки цилиндрической формы, включающий операции объемi;oro деформирования и вытял ;ки, отличающийся тем, что, с целью расширения номенклатуры получаемых изделий при повышении экономичности процесса, после объемного деформирования осуществляют формовку патрубка.
2. Способ по п. 1, отличающийся тем, что формовку патрубка производят выдавливанием.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 528142, кл. В 21К 1/16, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полукорпусов трубопроводной арматуры | 1977 |
|
SU634835A2 |
| Способ изготовления полукорпусов трубопроводной арматуры | 1975 |
|
SU528142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281823C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления полого изделия типа шарового корпуса сосуда | 1984 |
|
SU1194543A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2014 |
|
RU2572687C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
