Изобретение относится к технике ля непрерывной разливки l ieTannoB, частности к оборудованию для контоля и регулирования процесса литья,
Цель изобретения - новьшеиие каества слитка.
На чертеже представлена схема устройства для реализации способа управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непцерьгоного литья заготовок (МИЛЗ), Устройство содержит измеритель 1
температуры поверхности слитка 2, блок 3 деления, задатчик.4 температуры кристаллизации, сумматор 5, измеритель б скорости вытягивания слитка 2, блок 7 деления, задатчик 8 оптимальной скорости вытягивания слиткаJ задатчик 9 порога исполнительных механизмов J пороговый эле- мент 10, первый усилитель 11 и первый исполнительный механизм 12 уп- равлен1ш дросселем 13 воздухопровода 14, второй усилитель 15 и второй исполнительный механизм 16 управления дросселем 17 водопровода 18. Причем измеритель 1 температуры поверхности слитка 2, блок 3 деления, сумматор 5, пороговый элемент 10, первый усилитель 11 и первый ис полнительньй механизм 12 соединены последовательно. Также последовательно соединены измеритель 6 скорости вытягиващш слитка и второй олок 7 сравнения.
Второй усилитель 15 и второй исполнительный механизм 16 та1сже соединены последовательно. Выход задат- чика 9 порога исполнительных механизмов соединен со вторым входом порогового элемента 10, второй выход которого связан с входом второго усилителя 15. Выход задатч 1ка 4 температуры кристаллизации .металла соедш1ен с вторым входом первого блока 3 деления. Выход задатчика 8 оптимальной скорости вытягивания слитка связан с вторым входом второго блока 7 деления, выход которого соединен- с вторым входом сумматора 5, Воздухопровод 14 и водопровод 18 связаны с входами генератора 19 во™ довоздушной смеси, на выходном патрубке 20 которого установлена форсунка 21.
ь качестве измерителя скорости вытягивания слитка применяется серийно выпускае -1ый тахометр типа ТЧ-3, Устройство работает следующим образом.
Измеритель 1 измеряет температуру поверзшости слитка 2. Сигнал, соответствующий измере:п1ому значению температуры, поступает на вход первого блока 3 деления, на второй вход которого поступает сигнал, вырабатываемый задатчиком 4 температуры кристаллизации металла, ,На выходе блока 3 деления формируется сигнал, пропорциональный отношению Т/Т. Этот сигнал поступает на вход сумматора 5, Измерител 6 измеряет скорость вьггягивания слитка 2, Сигнал, соответствующий измеренному значению скорости,. поступает на вход второго блока 7 деления., на второй вход которого поступает сигнал, вырабатываемый задатчиком 8 заданной по техно- логик скорости вытягг;вания слитка. На выходе блока 7 деления формируется сигналS пропорциональный Отношению V/V Этот сигнал с коэффициентом передачи К поступает ма второй
вход сумматора
на выходе которо5
0
5
го формируется сигнал5 пропорциональный сумме (Т/ Т | + (V/VQ)к).Этот сигнал является управляющим и поступает на вход порогового элемента 10, в котором сравнивается с сигналом, поступающим с задатч} ка 9 порога исполнительных механизмов. Если управляющий сигнал превышает заданну10 величину, то он поступает на вход усилителя 11, в котороь усиливается до МОЩНОСТИ; необходимой для управления исполнительным механизмом 12 управления дросселем 13 воздухопровода 14. Расход воздуха, подаваемого на вход генератора 19 водовоздушной смеси, изменяется обратно прогюгяц-юнально величине указанной суг-.-мы. Если управляющий сигнал не превышает заданную величину, то он поступает на вход усилителя 15, в котором усиливается до мощг ости, необходимой для управления исполнительным ь еханизмом 16 управления дросселем 17 водопровода 18 Расход воды, подаваемой на вход генератора 19 водовозд 1:1ной смеси, в этом случае изменяется прямо пропорционально величине указанной суммы.
Предлагаемый способ управления заключается в измерении температуры поверхности слитка и скорости его вытягивания. На основе результатов измерений определяют сумму
Т
Т.,
ЧТ V - V. к где Т - температура поверхности слитка;
температура кристаллизации металла;
скорость вытягивания слитка оптимальная скорость вытягивания слитка; коэффициент, зависящий от марки разливаемого металла, К 0,05 - 0,35.
Диапазон коэффициента К установле экспериментально на основе анализа качества металла при разливке разлиных марок металда, причем меньшее значение коэффициента соответствует металлу, имеющему меньшую температуру кристалпизации, а большее зна
чение коэффициента - металлу, имею щему большую температуру кристаллизации. Рекомендуемые значения коэффициента некоторых марок металла: Низкоуглеродистая сталь ,0,32-0,35 Высокоуглеродистая сталь 0,28-0,32 Медь0,25-0,26Свинец0,05-0,06
Пример. Па машине непрерывного литья заготовок разливают низкоуглеродистую сталь в слитки сечением 0,25x1,2 м, В зоне вторичного охлаждения металл охлаждают родо- воздушной смесью, вырабатываемой в водовоздушном генераторе. Температуру поверхности слитка измеряют датчиком, работающим по принципу тепловой трубы. Скорость вытягивания слитка измеряют цифровым прибором типа ТЧ-3. Температура кристаллизации стали соответствует температуре солидуса, допустим Т 1480 С. Опт1-1мальная (технологически наиболее рациональная) скорость разливки V 0,02 м/с. Коэфф1-щиент К 0,33, Пусть в некоторый момент времени поверхности слитка Т
температура
1055 С, а скорость вытягивания слитка V 0,018 м/с. Сигнал, пропорциональный величине Т, поступает
5
10
20
25
447554
на вход первого блока деления. На второй вход этого блока поступает сигнал, пропорциональный Т. На выходе первого блока деления вырабатывается сигнал, пропорциональный отношению Т/Т 1055/1480 0,713. Сигнал, пропорциональный величине V, поступает на вход второго блока деления. На второй вход этого блока поступает сигнал, пропорциональ- ньм V. На выходе второго блока деления формируется сигнал, пропорциональный отношению V/Vg 0,018/
15 0,02 0,9. Этот сигнал с коэффициентом передачи К 0,33 поступает на вход сумматора, на второй вход которого поступает сигнал, пропорциональный величине Т/Т.| 0,713. Таким образом, на выходесумматора вырабатывается сигнал, пропорциональный величине 0,713 + 0,9/0,33 1,01. Этот сигнал является управляющим. В пороговом устройстве управляющий сигнал сравнивается с заданным сигналом, вырабатываемым за- датчиком порога исполнительных механизмов . Пусть в данном случае он равен 1,09. Поскольку 1,09 1,01, управляющий сигнал поступает на усилитель, где усиливается до мощности, необходимой для управления исполнительным механизмом дросселя водопроводной сети. В зависимости от нап2g равления отклонения величины суммы от заданного эталонного значения (сравнение с эталонным значением производится в пороговом устройстве) исполнительньй механизм увеличивает
40 или уменьшает расход охлаждающей воды.
Пусть в другой момент времени Т , V 0,022 м/с. Тогда управляющий сигнал пропорционален ве45 личине (1095/1480 + (0,022/0,02)х хО,33) 1,10. Поскольку 1,,09, управляющий сигнал поступает на второй усилитель, в котором усиливается до мощности, необходимой для управления исполнительным механизмом дросселя воздушной сети. Расход воздуха подаваемого в генератор водовоздушной смеси, изменяется в ту или иную сторону.
Техническое преимущество изобретения заключается в обеспечении рационального, мягкого, режима охлаждения слитка водовоздушной смесью в зоне вторичного охлаждения, благода30
50
55
ря чему снижается пораженность металла поверхностными трещинами на 15-25%.
Формула изобретения
1. Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок, включающий измерени температуры поверхности слитка, скорости его вытягивания и регулирования расхода охлаждающей воды, отличающийся тем, что, с целью повьшения качества слитка, дополнительно подают воздух на охлаждение, определяют сумму
4А75546
шей заданного значения, регулирутот , расход охлаждающего воздуха, причем при возрастании этой суммы расход воздуха уменьшают, а при снижении - увеличивают.
2. Устройство для управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непре- 1Q рьшного литья заготовок, снабжено последовательно соединенными задат- чиком порогаг исполнительных механизмов, пороговым элементом, усили телем и исполнительным механизмом, 5 а также последовательно соединенными вторым усилителем и вторым исполните льньм механизмом, причем второй выход порогового устройства соединен с входом второго усилителя, о т л и
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1284655A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Способ управления режимом работы двухвалкового вертикального кристаллизатора и устройство для его осуществления | 1986 |
|
SU1424951A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Система автоматического управления охлаждением слитка | 1979 |
|
SU910337A1 |
| Способ регулирования соосности кристаллизатора и поддерживающей секции зоны вторичного охлаждения и устройство для его осуществления | 1985 |
|
SU1276435A1 |
| Способ автоматического управления машиной непрерывного литья заготовок | 1984 |
|
SU1219240A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
Изобретение относится к непрерывной разл1шке металлов, в частности к контролю и регулированию процесса литья. Цель изобретения - повышение качества слитка. Сущность изобретения заключается в том, что измерителем 1 определяют температуру Т поверхности слитка 2, сигнал с которого поступает на блок 3 деления, второй вход которого соединен с .задатчиком 4 температуры Тк кристаллизации металла. На входы блока 7 деления поступают сигналы с измерителя 6 скорости V вытягивания слитка и задатчика 8 заданной по технологии скорости Уд. На выходе сумматора 5 имеет место сигнал, равный Т/Тк + KV/VO, где К - коэффициент, зависящий от марки металла и равный 0,05 - 0,35. В зависимости от величины сигнала на выходе сумматора 5 изменяют соотношение между расходом воды и воздуха, подаваемых для охлаждения слитка 2. 2 с.п. ф-лы. 1 ил. /3 $ (Л 4 J сл ел 4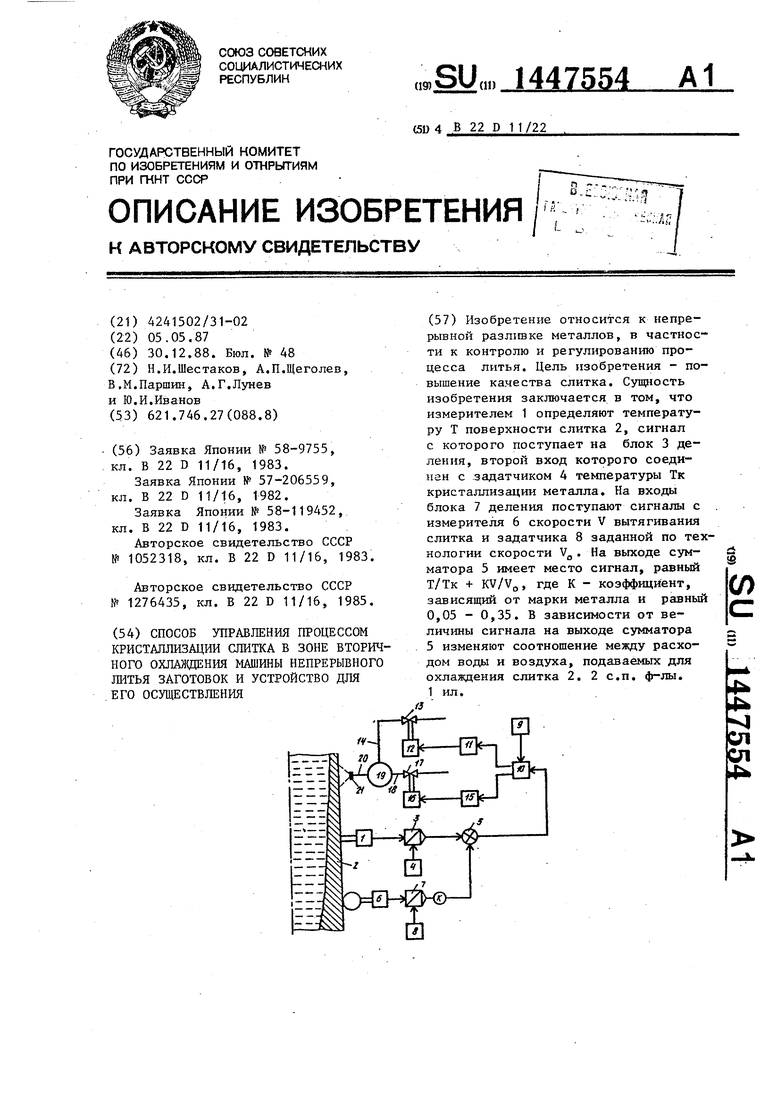
Т Т.
V.
-к,
где Т - температура поверхности слитка;Т - температура кристаллизации
металла;
V - скорость вытягивания слиткаj V - заданная по технологии рабочая скорость вытягивания cnHTKai
К - коэффициент, зависящий от марки разливаемого металла, К 0,05 - 0,35,
и при сумме, меньшей заданного значения, регулируют расход охлаждающей воды, причем при возрастании суммы расход воды увеличивают, а при снижении - уменьшают, при сумме, боль
чающееся тем, что, с целью повьшения качества слитка, оно дополнительно снабжено последовательно соединенными измерителем температуры поверхности слитка, блоком деления и сумматором, последовательно соединенными измерителем скорости вытягивания слитка и вторым блоком деления, а также задатчиком температуры кристаллизации металла и задатчиком оптимальной скорости вытягивания слитка, причем выход второго блока деления соединен с вторым входом сумматора, выход задатчи- ка температуры кристаллизации металла соединен с вторым входом первого блока деления, выход задатчика оптимальной скорости вытягивания слитка соединен с вторым входом второго блока деления.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ регулирования соосности кристаллизатора и поддерживающей секции зоны вторичного охлаждения и устройство для его осуществления | 1985 |
|
SU1276435A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
