1-
Изобретение относится к стыковой сварке с нагревом токами высокой частоты и может быть использовано в машиностроении, преимушественно при автоматической сварке труб.
Целью изобретения является расширение функциональных возможностей за счет смещения индуктора со стыка вдоль оси перемещения на заданную величину при сварке разнородных метал лов.
На чертеже показана блок-схема устройства.
Устройство содержит ВЧ-установку индуктор 2, перемещаемый вдоль оси труб приводом 3, схему 4 управления приводом, детектор 5 экстремума, состоящий из датчика 6 тока высокочастоного поля, наведенного индуктором 2, и формирователя 7 сигнала максимума тока, последовательно соединенные блок 8 памяти, сумматор 9, блок 10 сравнения, а также ключ 11, управляемый выходными сигналом формирователя 7 , и задатчик 12 смещения индукто ра.
Устройство работает следующим образом.
Заготовки свариваемых труб из разнородных металлов закрепляются в зажимах. Между торцами труб устанавливают зазор, необходимый по технологии для заполнения области спарки защитным газом. От источника 1 ВЧ- энергии на кольцевой индуктор 2 подается мощность, недостаточная для разогрева труб, но необходимая для наведзния высокочастотного поля вихревых токов внутри индуктора.
При перемещении индуктора вдоль оси свариваемых труб детектор экст
10
15
с5
1 , т, - 25
20
30
35
5, состоящий нз дптчикл тока 6 и формнровятеля 7 сигнала млк- симума тока фиксирует MOMetiT времени, соответствующий прохождению индуктором гчазора. При :ITOM ввиду увеличения магнитного сопротивления цепи труба - индуктор под зазором ток, наведенный полем, достигает максимума .
Сформиропанш 1й сигнал максимума тока индукторл мере: ключ 1 1 поступает в блок 8 памяти. Текущий сигнал датчика fi тока при перемещении индуктора поступает Р сумматор 9, где вычитается из пеличины, соответствующей максимал1 ному значению тока, и, следовательно, соответствует те- кугаему смещеншо индукторя относительно стыка.
При достижении выходным сигналом сумматора после прохождения стыка заданного значения, определяемого задатччком 12 смегцения индуктора, блок lU сравр{ения формирует сигнал управления, который поступает на схему 4 управления приводом 3 и останавливает индуктор на расстоянии д Е от стыка. При достижении максимума сигнала формирователя 7, т.е. прохождении индуктором 2 стыка, схема А управления вырабат1)1вает сигнал на замедление движения привода 3 перемещения индукторл.
Таким образом, предлагаемое уст- по.воляет автоматически при необходимости смещать индуктор на заданную пеличиь у относительно стыка, что расширяет функциональные возможности устройства.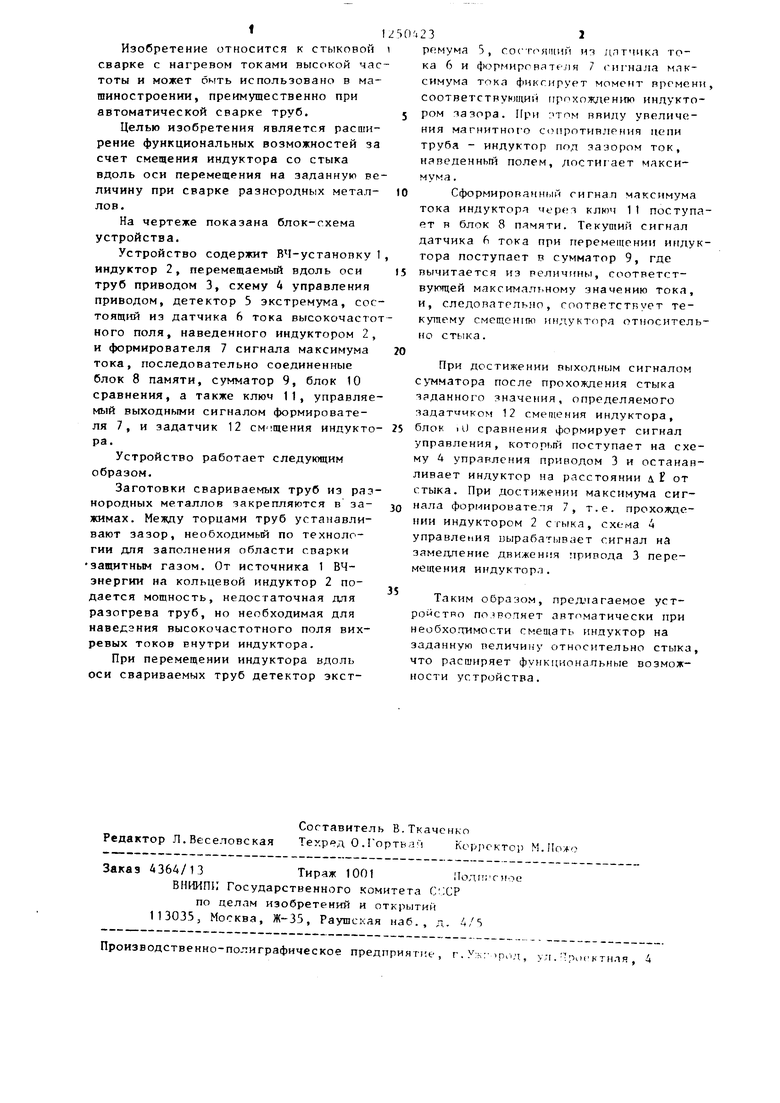
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной стыковой сварки труб | 1977 |
|
SU622602A1 |
| Устройство для сварки | 1988 |
|
SU1524973A2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |

| Устройство для индукционной стыковой сварки труб | 1977 |
|
SU622602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
