Изобретение относится к автоматизации дуговой сварки, а именно к автоматизации сварки неповоротнух стыков неплавящимся электродом, и может быть иснользовано нри сварке трубопроводов.
Цель изобретения - расширение технологических возможностей устройства путем уменьшения габаритов сварочной головки.
Поставленная цель достигается тем, что радиальные перемещения электрода осуществляются приводами, вынесенными за пределы планшайбы, в которой закреплен сварочный электрод.
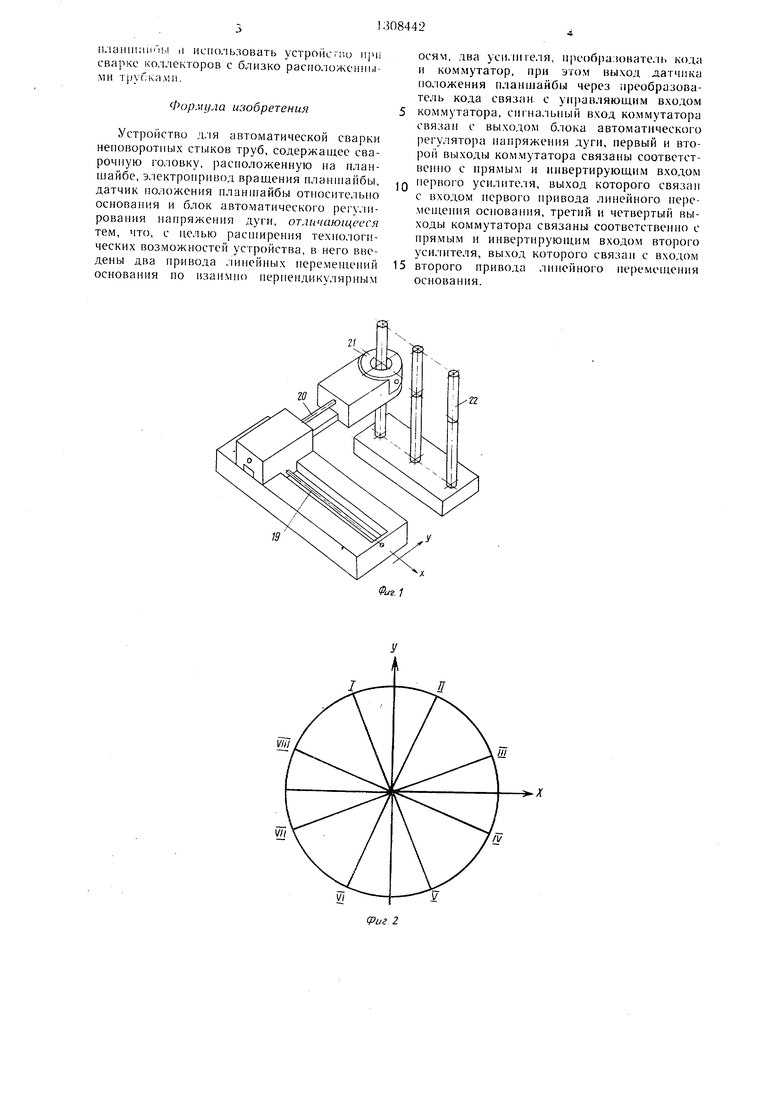
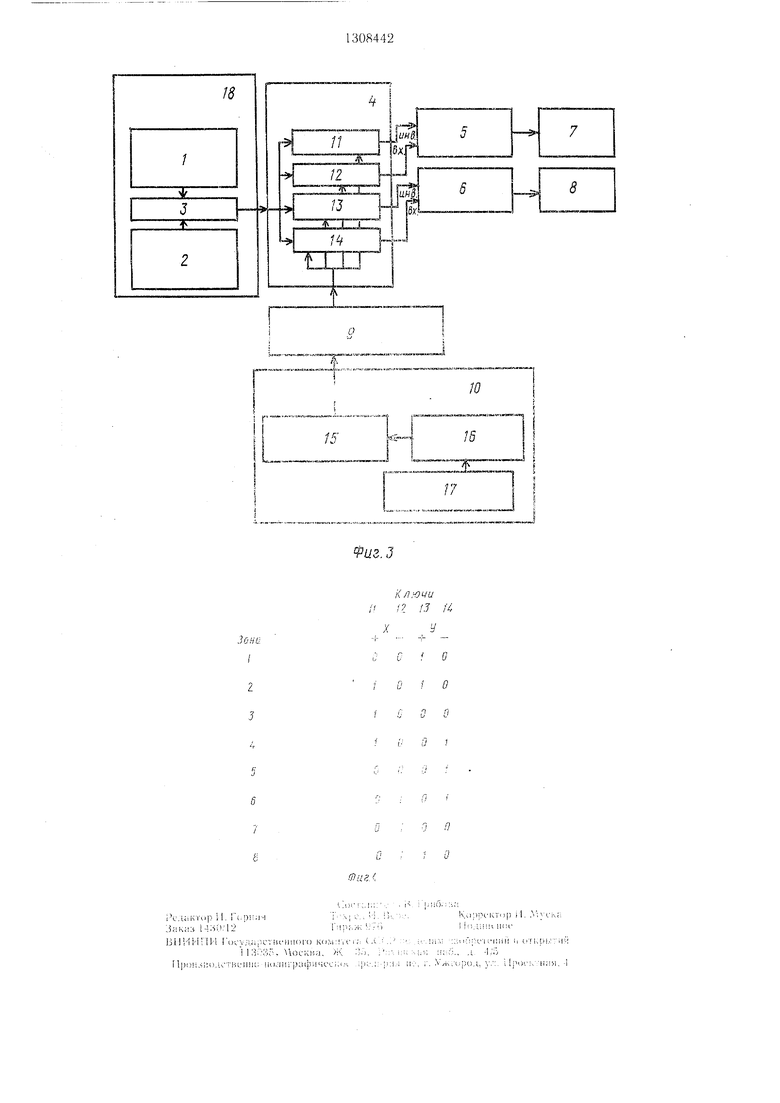
На фиг. 1 дано предлагаемое устройство со свариваемым изделием, общий вид; на фиг. 2 - схема зон переключения коммутатора при вращении планшайбы относительно трубы; на фиг. 3 - блок-схема устройства; на фиг. 4 - таблица выходных сигналов преобразователя кода в зависимости от положения планшайбы.
Устройство для автоматической сварки iJcnoBopoTHbix стыков труб содержит датчик 1 напряжения дуги и задатчик 2 напряжения дуги, подключенные к входам сумматора 3, коммутатора 4, имеющего один вход и четыре выхода, усилители 5 и 6, имеющие каждый по прямому и инвертирующему входам, приводы 7 перемещения планшайбы по оси X и 8 неремещения планшайбы но оси Y, преобразователь 9 кода, имею- ншй входной трехразрядный и выходной четырехразрядный каналы, датчнк 10 углового положепия планшайбы. Коммутатор 4 содержит грапзисторные ключи 11 -14, управляемые четырехразрядным двоичным кодом нре- образователя 9 кода. Входы ключей 11 -14 соединешз с выходом сумматора 3, выход ключа 11 соединен с прямым входом усили- те.-|я 5, выход ключа 12 - с инвертирующим входом усилителя 5, выход ключа 13 - с прямым входом усилителя 6, зыход ключа 14 - с инвертирующим входом усилителя 6. Датчик 10 углового положепия планн1айбы содержит двоичный счетчик 15, формирователь 16 импульсов и датчик 17 угла поворота п.илипайбы. Выход последнего подключен к lixo. iy формирователя 16 имг ульсов, выход которого подключен к входу двоичного счетчика 15. Выход последнего соединен с входом преобразователя 9 кода. Датчик 1 напряжения, задатчик 2 напряжения и сумма- то;) 3 составляют блок 18 автоматического регулирования напряжения дуги. Приводы 7 и 8 перемепдения планшайбы постоянного тока с идентичными характеристиками. Датчик 17 угла поворота планшайбы индуктивного типа и размещеп на сварочной головке. Приводы 7 и 8 размеплены на ме- ханиз.мах 19 и 20 перемещения головки по взаимно перпендикулярным осям X и Y, нлапп1айба 21 головки охватывает свариваемые трубы 22.
Устройство работает следующим образом. Производят сборку разъемной плап- щайбы 21 и установку ее над стыком свариваемых труб 22 установочными перемещениями головки по осям X и Y с возможно мепыпим эксцентриситетом, после чего вращением п.чаншайбы устанавливают электрод в нсходную точку 1, зажигают дугу и вращают нланптйбу с заданной скороQ стью (но часовой стрелке согласно фиг. 2, если смотреть на планшайбу сверху) сварки. В процессе сварки электрод последовательно занимает положения, в каждом из которых датчиком 10 углового ноложения планщайбы формируется двоичный трех5 разрядный код положения.
Для каждого углового положения планшайбы преобразователь 9 кода формирует четырехразрядный код, посредством которого производится изменение состояния коммутатора 4, обеснечивающего включение клю0 чей И -14 согласно таблице на фиг. 4.
Таким образом, к выходу блока 18 автоматического регулирования напряжения дуги, измеряющего отклонение напряже.чия дуги от заданного, последовательно иодк, 1Ю5 чаются нриводы 7 и. 8, причем паправ.чепие отработки возмущения но напряжению дуги приводами соответствует положению илан- И1айбы относительно осей X и Y. Так, например, при превышении и.чмеряемого напряжения дуги заданной величины на участке
0 I - И отработка возмущешш производится приводом 8 в положительном иаправлении, на участке 11-111 - двумя приводами 7 и 8 одновременно в 110,1ожительном направ- лепии, па участке III--IV - нриво.чом 7 в положительном нанравлении, па участке
5 IV-V - приводом 7 в положительном направлении и приводом 8 в отрицательном, па участке V-VI -- прпводом 8 в отрп- цательном направлении, па участке VT-VH - одновременно приводами
п 7 и 8 в отрицательном направлении. па участке VII-V1I1 - приводом 7 в отрицательном паправлекпи, на участке VIII --I - приводом 7 в отрицательном и приводом 8 в положительно.м наир; влениях:
Изменение направления отработки ири5 водами возму1цения по напряжению производится переключением входов уси.пгге.пей 5 и 6. Таким образом, на каждом участке траектории вращения планшайбы ири отработке возмущений по напряжению дугЛ (вследствие, например, эксцентриситета или
0 отклонений размеров труб) э.1ектрод перемещается совместно с нланшайбой приблн- зительно радиально, обеспечивая стабилизацию длины дуги и, следовательно, п;)вын1ая качество сварки.
5 Устройство позволяет отказаться от использования привода радиа. 1ьного нереме- Н1,ения электрода, разменхепного на планшайбе, что позволяет уменьшить габариты
планшипп,, ,1 использовать устройсп .о iijui сварке коллекторов с близко расположенными TjjycKa.viii.
Формула изобретения
Устройство для автоматической сварки неповоротиых стыков труб, содержап1,ее сварочную головку, расположенную на планшайбе, электропривод вращения плашпайбы, датчик положения планп1айбы относительно основания и блок автоматического регулирования напряжения дуги, отличающееся тем, что, с целью раснжрения технологических возможностей устройства, в него введены два нривода линейных иеременгений основания по взаимно нер |ендикулярным
осям, два уси.111ге, 1Я, 11ре1)бразовате,1Ь кода и коммутатор, при этом выход датчика положения планшайбы через преобразователь кода связан с у(1| а к 1яющим входом коммутатора, сигнальный вход коммутатора связан с выходом блока автоматического регулятора напряжения дуги, первый и второй выходы коммутатора связаны соответственно с прямым и инвертирующим входом первого усилителя, выход которого связан с входом первого нривода линейного пере- мен1епия основания, третий и четвертый выходы коммутатора связаны соответственио с прямым и инвертируюи1.им входом второго усилителя, выход которого связан с входом второго привода линейного переменк -ния основания.
П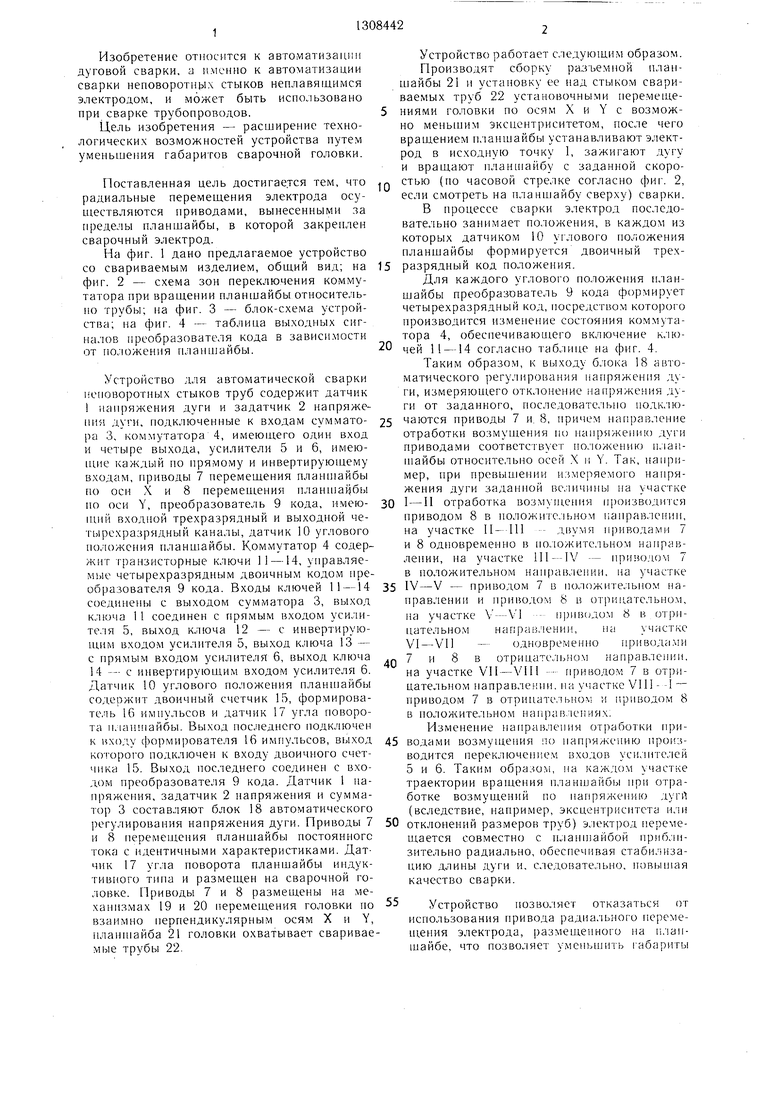
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для сварки | 1985 |
|
SU1326406A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для сварки | 1988 |
|
SU1524973A2 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1988 |
|
SU1611627A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
Изобретение относится к автоматизации сварки неповоротных стыков труб не- нласящимся электродо.м. Изобретение позволяет расширить технологические возможности устройства за счет уменьшения габаритов сварочной головки. Для этого осушествляют радиальные пере.мещения электрода приводами поступательного перемещения планшайбы. Схема управления приводами содержит датчик углового положения планшайбы, связанный через преобразователь кода с управляюш.и.м входом коммутатора. Сигнал блока автоматического регулирования напряжения дуги в зависимости от состояния коммутатора обеспечивает прямое или реверсивное включение приводов поступательного перемещения планшайбы. 4 ii. i.
VI
Х
Зона
I
Z 3
Vaz. 3
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
