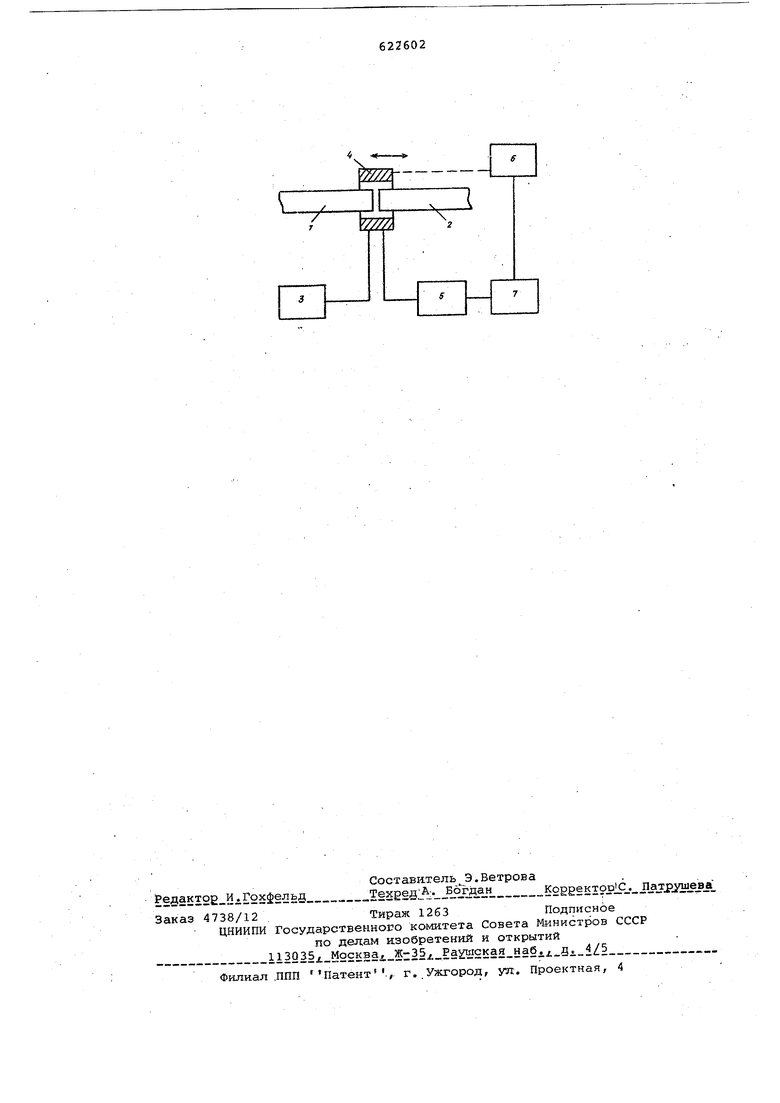
(54) УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СТЫКОВОЙ СВАРКИ ТРУБ Недостатком описанного устройства) является необходимость крепления на индукторе фотодатчика и источника света, что увеличивает габариты рабочей индуктора. Кроме того. Наличие в индукторе двух отверстий снижает его мощность и уменьшает КПД сварочной установки, так как для того, чтобы сохранить прежнюю мощность (в сравнении с индук тором без отверстий), необходимо увеличить габариты индуктора. При атом прогревается широкая зона деталей, чт ухудшает качество соединения. Для обе спечения прогрева узкой зоны сварки габариты индуктора должны сохран гься при этом неизбежно снижается мЬщность последнего. С уменьшением мощности увеличивается время нагрева, а, следовательно, расширяется зона.нагрева, что не только ухудшает качество соединения, но и уменьшает производитель ность процесса сварки. Цель изобретения - повышение мощно сти и КПД устройства при уменьшении его габаритов. Это достигается тем,что предлагавмое устройство для индукционной стыко вой сварки труб, содержащее кольцевой индуктор, источник высокочастотной знергии, привод перемещения индуктора вдоль оси труб при установке его на стык и схему управления этим приводом снабжено,детектором экстремума, фикси рующим величину тока, наведенного полем индуктора, электрически связанным со схемой управления приводом перемещения индуктора вдоль оси труб. На чертеже изображена схема устрой ства. Устройство для СТЫКОВОЙ.сварки труб 1 и 2 содержит источник высокочастотной энергии 3, подключенный к . индуктору 4, выход которого связан с детектором экстремума 5, соединенным с механизмом перемещения б через схему управления приводом 7. Механизм перемещения 6 связан с кольцевым индуктором 4. Устройство работает следуч)щим образомСвариваемые трубы 1 и 2 закрепляются в зажимах. Между торцами труб устанавливают зазор, необходимый по технологии для заполнения области сварки защитным газом. От источника 3 высокочастотной энергии на кольцевой индуктор 4 подается мощность, недостаточная для разогрева труб, но необходимая для создания высокочастотного поля внутри индуктора.При перемещении индуктора вдоль оси свариваемых труб детектор экстремума 5 фиксирует величину тока, наведенного этим полем. При прохождении индуктором зазора увеличивается потребляемая мощность индуктора {увеличивается магнитное сопротивление индуктор-труба-трубаиндуктор) , в результате чего и ток, наведенный полем индуктора, достигает максимума, что фиксируется детектором экстремума. Сформированный сигнал через схему управления приводом 7 останавливает механизм перемещения. Таким образом,предлагаемое устройство позволяет упростить систему датчиков поиска зазора, увеличить КПД сварочной.установки за счет отсутствия отверстий в индукторе и: увеличйшя его мощности, а также повысить надежность управления путём упрощения системы датчиков. формула изобретения Устройство для индукционной стыковой сварки труб, содержащее кольцевой индуктор, источник высокочастотной энергии, привод перемещения индуктора вдоль оси труб при его установке на стык и схему управления этим приводом, отлич ающее с я тем, что, с целью повышения мощности и КПД устройства при уменьшении его габаритов, устройство снабжено детектором экстремума, фиксирующим величину тока, наведенного полем индуктора, электрически связанным со схемой управления приводом перемещения индуктора вдоль оси труб. Источники информации, принятые во внимание при экспертизе: 1.Корсунов В.М. Исследование и разработка технологии: стыковой сварки с нагревом ТВЧ труб поверхностей нагрева котлоагрегатов, автореферат диссертации на соискание степени: кандидата технических наук, ЦНИИТмаш, М., 1971, с. 10-12. 2.Отчет по научно-исследовательской работе. Разработка и изготовление опытного образца устройства ав томатического -.управления процессом стыковой сварки ТВЧ, тема 7-1,3.14.694,. ВПКТИатомкотломадг, Ростов на-Дону, 1973, с. 28,.
шш
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной стыковой сварки труб | 1985 |
|
SU1250423A2 |
| Устройство для продольной ориентации индуктора при стыковой сварке токами высокой частоты | 1977 |
|
SU645791A1 |
| Установка для стыковой индукционной сварки труб | 1985 |
|
SU1299743A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| датчик ПОЛОЖЕНИЯ СТЫКА ПРИ ИНДУКЦИОННОЙСВАРКЕ | 1979 |
|
SU825293A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| Устройство управления высокочастотным нагревом | 1987 |
|
SU1481005A1 |
| ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2069402C1 |