1
Изобретение относится к термической обработке сталей и наиболее эффективно может быть использовано при изготовлении рабочих Всшков холодной прокйтки из высоколегированных сталей для прокатки труднодеформируемых сплавов на 20-валковых прокатных станах.
Известен способ термической обработки рабочих валков холодной прокатки, который включает нагрев валков под зaкaлky (910-920 С) токами промшиленной частоты со скоростью 10-20 град/с с промежуточными подогревами, охлаждение водой и отпуск при 140-180 С в масляной ванне 1.
Недостаток известного способа. заключается в том, что он не обеспечивает высокую зксплуатационную стойкость валков из высоколегированных сталей, йспользуекик при прокатке труднодеформируе№1х сплавов, в связи с тем,,что Ие обеспечивается растворение карбидов легирующих элементов в твердый раствор ввиду пониженной температуры нагрева под закалку. . -.
Известен спбсоб термической обработки валков холодной прокатки с индукционного нагрева, который заключается в предварительном подогреве валка ниже Ас , нормализации от 840-940С, охлаждении на воздухе до 400-500°С, окончательном
нагреве под закалку до 900-940 С и закалке интенсивным спрейерным охлаждением 2 .
Недостаток указанного способа заключается в том, что он также не позволяет получить высокую эксплуатационную стойкость валков, изготовленных из высоколегированных инструментальных марок сталей и предназначенных для прокатки труднодефор15 мируемых сплавов. Это связано с тем, что при таком способе термической обработки на поверхности вгшка обра зуется тонкий закаленный слой, который опирается на мягкую незакален20 ную сердцевину. Такой слой легко продавливается в процессе прокатки труднодеформируе Ф«х сплавов, что приводит к выходу вёшка- из строя. Кроме того, наличие тонкого завален25ного слоя на валках не позволяет производить их многократную перешлифовку, что также сокращает срок службы валков.
Наиболее близким по технической сущности к предлагаемому является
30
способ термической обработки валков, включающий нагрев до температуры закалки на вторичную твердость, закалку и двукратный высокотемпературный отпуск 3.
Недостаток известного способа заключается в том, что он не обеспечивает повышение контактной поверхности и износостойкости , а следовательно, и повышение эксплуатацион:ной стойкости, поскольку поверхностный слой имеет пониженное количество карбидов.
Цель изобретения - повышение эксплуатационной стойкости валков из высоколегированных инструментальных сталей за счет увеличения поверхностной контактной прочности и износо стойкости..
Поставленная цель достигается тем что в способе термической обработки валков из высоколегированных инструментсшьных сталей, включающем нагрев до температуры закалки на вторичную твердость, закалку и двукратный высокотемпературный отпуск, перед закалкой валки подвергают нормализации, после чего предварительно нагревают и выдерживают при, 400ЗОО С, в течение 1 ч, ё. затем окончательно нагревают до температуры закалки со скоростью 20,5-25,0 град/
Предлагаемый способ термообработки прокатных валков позволяет повысить эксплуатационную стойкость валков, изготовляемых преимущественно из высоколегированных сталей. Это достигается благодаря тому, что-полученная после нормализации структура мартенсита с остаточным аустенитом подвергается предварительному нагреву до 400-500С с выдержкой 1 ч для интенсивного выделения карбидов цементитного типа, обеспечивающих в этом интервале температур мелкодисперсную и равномерно распределенную карбидную ..фазу. Дальнейший окон чательный нагрев со скоростью 20,5-25,0гpaд/d до температуры закалки на вторичную твердость вызывает превращение ранее выделившегося цементита в специальные карбиды, более богатые металлическими атомами, что увеличивает износостойкостьи сопротивляемость поверхностного слоя схватыванию с прокатываемым металлом. При более медленном .нагреве происходит частичное растворение карбидов, что приводит к уменьшению карбидов в поверхностном слхэе и снижению его износостойкости При более быстром нагреве реакция превращения карбидов цементитного типа в спецкарбиды не успеет произойти.
Указанные интервал температуры предварительного подогрева и скорост окончательного нагрева подтверждены результатами карбидного анализа фазового состава стали 6Х6М1Ф.
Последующий многократный отпуск при температуре дисперсионного твердения (Ь20-540 С) после термообработки по предлагаемому режиму приводит к повышению количества карбидов (в зависимости от марки стали до 60%) в поверхностном слое и отпуску мартенситной структуры всего валка. Наличие прочных мартенситной матрицы и поверхностного карбидного слоя из дисперсных равномерно распределенных карбидов исключает продавливание поверхностного слоя и повышает контактную прочность валков.В зависимости от сочетания материала карбидной и матричной фазы регулируется износостойкость валков.Чем меньше размер упрочняющей фазы и чем меньше расстояние между частицам этой фазы, тем выше свойства материала.
Способ осуществляется следующим образом.
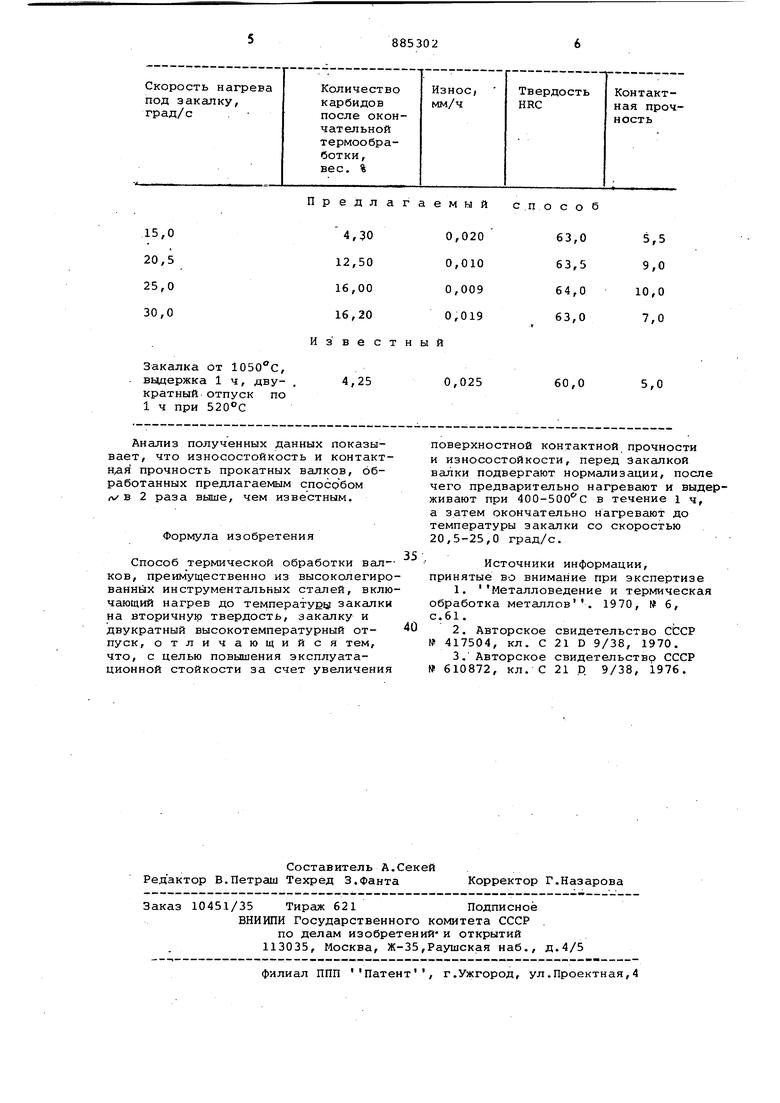
Заготовку прокатного валка из стали 6Х6М1Ф, имеющую следующий химический состав компонентов, (мае. %) : С - 0,7; Мп О,62; Сг 5,5; Мо 1,5;V 0,8; Si 0,4; S иР:ёО,03 каждого, подвергают нормализации от с .временем выдержки 2 ч и подледующему охлаждению на воздухе. Затем заготовку подвергают предварительному нагреву до 400-500 0 с выдержкой в течение 1 ч и окончательному нагреву на установке ТВЧ до 1100 С со скоростью 20,5-25,0 град/с.По достижении заданной температуры заготовку подвергают немедленному охлаждению . для предотвращения растворения выделенных карбидов. Последующий двукратный отпуск в течение 1 ч при 520-540 с приводит к отпуску поверхностного слоя заготовки и всей матрицы, так как повышенная легированность стали 6Х6М1Ф обеспечивает мартенситную структуру после отпуска. После такой термической обработки поверхностныЯ слой имеет твердость HRC 63-64 единицы, а вся матрица 60-62 HRC. Износостойкость и контактная прочность определены на 3-роликовой машине при фрикционном качении. Диаметр испытуемых роликов 35 мм (ширина дорожки .5 мм), а обкатных роликов, изготовленных иэ стали Р18/ 50 мм (ширина дорожки 10 мм). Результаты испытаний приведены в таблице.
Известный
4,25 0,025
Анализ полученных данных показывает, что износостойкость и контактндя прочность прокатных валков, обработанных предлагаемым способом лх в 2 раза выше, чем известным.
Формула изобретения
Способ термической обработки вал-ков, преимущественно из высоколегированных инструментальных сталей, включающий нагрев до температуры закалки на вторичну1р твердость, закалку и двукратный высокотемпературный отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости за счет увеличения
60,0
5,0
поверхностной контактной прочности и износостойкости, перед Закалкой валки подвергают нормализации, после чего предварительно нагревают и выдерживают при 400-500 0 в течение 1 ч, а затем окончательно нагревают до температуры закалки со скоростью 20,5-25,0 град/с.
5
Источники информации, принятые во внимание при экспертизе
1.Металловедение и термическая обработка металлов . 1970, № 6,
с.61.
0
2.Авторское свидетельство СССР № 417504, кл. С 21 D 9/38, 1970.
3. Авторское свидетельство СССР № 610872, кл. С 21 D 9/38, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки заэвтектоидных высоколегированных инструментальных сталей | 1976 |
|
SU610872A1 |
| Способ изготовления прокатных валков | 1977 |
|
SU667305A1 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАЛКОВ ИЗ ШТАМПОВОЙ СТАЛИ | 2000 |
|
RU2194081C2 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ термической обработки прокатных валков | 1980 |
|
SU1076470A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| Отливка из высокопрочной износостойкой стали и способы термической обработки отливки из высокопрочной износостойкой стали | 2020 |
|
RU2753397C1 |
| Сталь | 1980 |
|
SU956600A1 |
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
