1 , на торце которого расположены неподвижные пальцы 2, равноудаленные от оси вращения диска 1, станину 3, на которой установлено натяжное устройство 4 для натяжения ленты, дугообразную направляющую часть 5, торцовая поверхность которой совместно с рабочим торцом диска 1 образует канал для перемещения сдеформирован- ной ленты, то есть спирали, направляющие для перемещения ленты до зоны деформации, деформирующий ролик 9, рабочая поверхность которого выполнена с чередующимися зубцами пирамидальной формы и пазами. На станине 3
Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин, как из ленты с вырубленными пазами, так и ив сплошной ленты, и может быть использовано в электротехнической промьшшенности.
Цель изобретения - снижение рас- хода стали, увеличение коэффициента заполнения пакета магнитопровода сталью и улучшение условий деформации ленты.
На фиг.1изображен общий вид с торца устройства;, на фиг, 2 - вид А на фиг. 1;, на фиг .3 - вид Б на фиг.1; на фиг.4 - часть деформирующего ролика, диска и сечение ленты в зоне формообразования спирали;,-на - вид В на фиг.4, без упорной планки и других .элементов; на фиг.6 - де- формируюш 1Й ролик, вид сверху; на фиг.. - то же, разрез:; на фиг. 8 - исполнение зубцов деформирующего ролика, вьшолненных пирамидальной формы; на фиг. 9 - часть диска с выступаюш ми пальцами, нид спереди; на фиг.1 О - то же,.вид с торца.
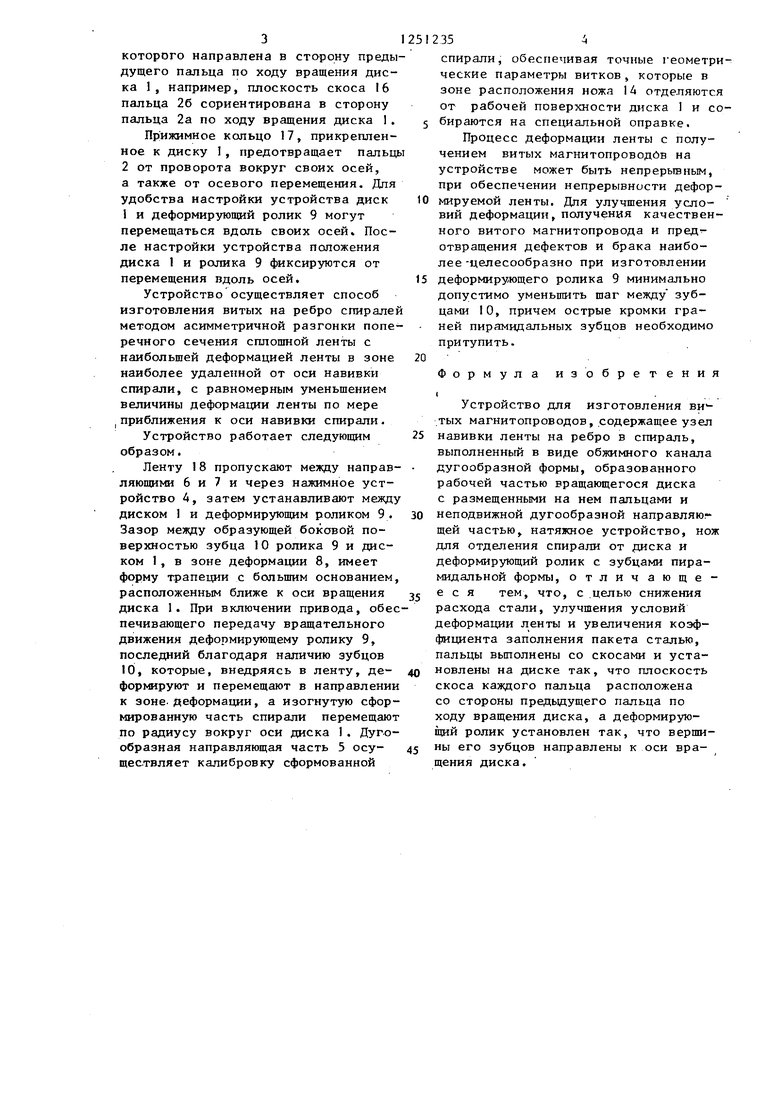
Устройство для изготовления витых магнитопроводов из непрерьгоной ленты содержит диск 1, на торце которого равномерно расположены неподвижные пальцы 2, равноудаленные от оси вращения диска 1, станину 3, на которой установлено натяжное устройство 4 Д.ЛЯ натяжения ленты, дугоустройства установлен нож 14 д)тя отделения спирали от рабочей поверхности диска 1. Выступающая часть пальцев 2 выполнена с односторонним скосом, причем плоскость скоса каждого пальца 2 расположена со стороны предыдущего пальца по ходу вращения диска 1. Для улучщения условий деформации , получения качественного витого магнитопровода и предотвращения дефектов и брака наиболее целесооб-. разно при изготовлении деформирующего ролтка 9 минимально допустимо .уменьшить шаг между зубцами. 40 ил.
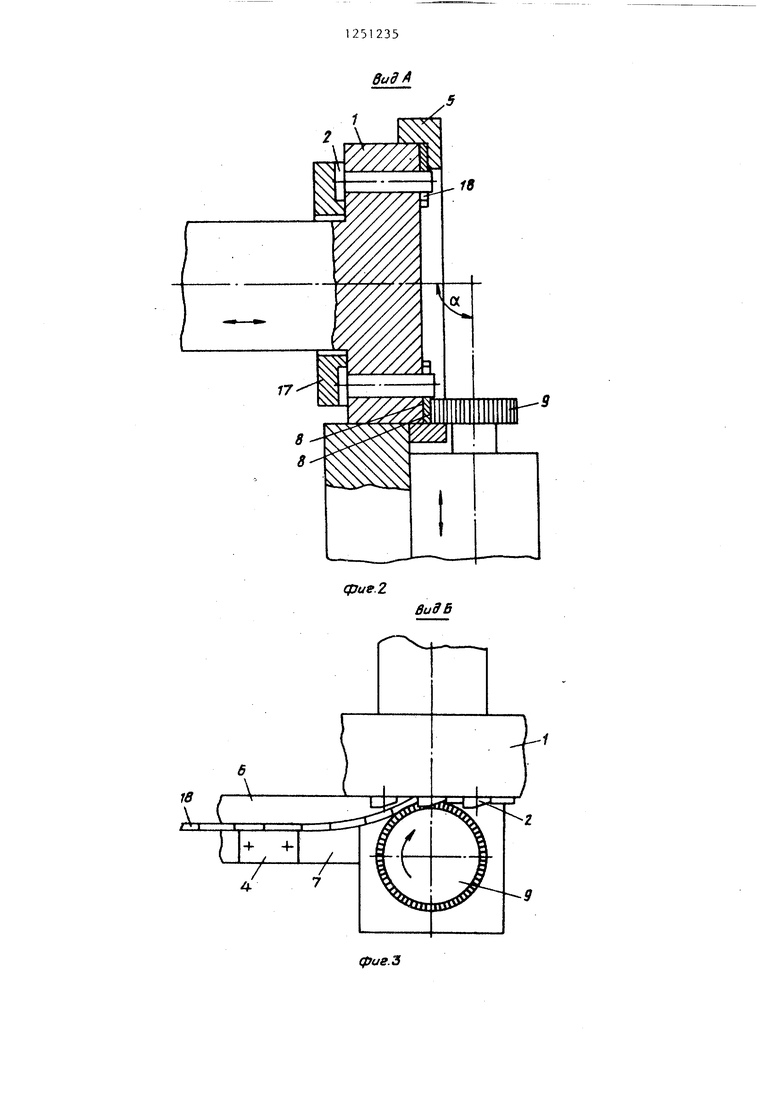
образную направляющую часть 5, торцовая поверхность которой совместно с рабочим торцом диска 1 образуют канал для перемещения сдеформироъанной ленты, т.е. спирали, направляющие 6 и 7 для перемещения ленты до зоны деформации 8, деформируюш 1й ролик 9, ось вращения которого может быть расположена к оси вращения диска i под любым углом ot в пределах от 90 до 135, в зависимости от конструктивного исполнения устойст- ва и формы деформирующего ролика. Рабочая поверхность деформирующего
ролика 9 снабжена чередующимися зубцами 10 и пазами 11. Ролик 9 установлен так, что зубцы 10 вьшол- нены пирамидальной формы с вершиной, направленной к оси вращения диска 1,
а наибольшее основание 12 зубцов 10 находится на уровне наибольшего диаметра 13 диска 1. Зубцы 10 деформирующего ролика 9 могут быть вьшолнены в различных исполнениях,
например в форме Ю, lOt и других геометрических фигур. На станине 3 устройства установлен нож 14 для отделения спирали от рабочей поверхности длска 1. Выступающая часть 15
пальцев 2 выполнена с односторонним .скосом 16, причем плоскость скоса 16 каждого пальца 2 расположена со стороны предыдущего.пальца по ходу вращения диска 1. Плоскость скоса 16
образует с плоскостью рабочего торца диска 1 острый угол | , вершина
3
которого направлена в сторону предыдущего пальца по ходу вращения диска 1, например, плоскость скоса 16 пальца 26 сориентирована в сторону пальца 2а по ходу вращения диска 1.
Прижимное кольцо 17, прикрепленное к диску 1, предотвращает пальцы 2 от проворота вокруг своих осей, а также от осевого перемещения. Для удобства настройки устройства диск 1 и деформирующий ролик 9 могут перемещаться вдоль своих осей После настройки устройства положения диска 1 и ролика 9 фиксируются от перемещения вдоль осей.
Устройство осуществляет способ изготовления витых на ребро спиралей методом асимметричной разгонки поперечного сечения сплошной ленты с наибольщей деформацией ленты в зоне наиболее удаленной от оси навивки спирали, с равномерным уменьщением величины деформации ленты по мере I приближения к оси навивки спирали.
Устройство работает следующим образом.
Ленту 18 пропускают между направляющими 6 и 7 и через нажимное устройство 4, затем устанавливают между диском 1 и деформирующим роликом 9 . Зазор между образующей боковой поверхностью зубца 10 ролика 9 и диском 1, в зоне деформации 8, имеет форму трапеции с большим основанием, расположенным ближе к оси вращения диска 1. При включении привода, обеспечивающего передачу вращательного движения деформирующему ролику 9, последний благодаря наличию зубцов 10, которые, внедряясь в ленту, деформируют и перемещают в направлении к зоне, деформации, а изогнутую сформированную часть спирали перемещают по радиусу вокруг оси диска 1. Дугообразная направляющая часть 5 осуществляет калибровку сформованной
51235А
спирали, обеспечивая точные геометрические параметры витков, которые в зоне расположения ножа 1Д отделяются от рабочей поверхности диска I и со- 5 бираются на специальной оправке.
Процесс деформации ленты с получением витых магнитопроводбв на устройстве может быть непрерьшным, при обеспечении непрерывности дефор10 мируемой ленты. Для улучшения уело- ВИЙ деформации, получения качественного витого магнитопровода и пред отвращения дефектов и брака наиболее -целесообразно при изготовлении
15 деформирующего ролика 9 минимально допустимо уменьшить шаг между зубцами 10, причем острые кромки граней пирамидальных зубцов необходимо притупить.
20
Формула изобретения
I. .
Устройство для изготовления магнитопроводов, содержащее узел 5 навивки ленты на ребро в спираль, выполненный в виде обжимного канала дугообразной формы, образованного рабочей частью вращающегося диска с размещенными на нем пальцами и
0 неподвижной дугообразной направляю щей частью, натяжное устройство, нож для отделения спирали от диска и деформирующий ролик с зубцами пирамидальной формы, отличающеJ е с я тем, что, с .целью снижения расхода стали, улучшения условий деформации ленты и увеличения коэффициента заполнения пакета сталью, пальцы вьшолнены со скосами и уста0 новлены на диске так, что плоскость скоса каждого пальца расположена со стороны предыдущего пальца по ходу вращения диска, а деформирующий ролик установлен так, что верши5 ны его зубцов направлены к оси вращения диска.
ш
ГТЛ
Cpue.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU646697A1 |
| Способ изготовления витых магнитопроводов | 1982 |
|
SU1061219A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для навивки ленты в спираль на ребро | 1986 |
|
SU1433549A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов электрических машин | 1987 |
|
SU1677797A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |

Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин как из ленты с вырубленными пазами, так и из сплошной ленты, и может быть использовано в электротехнической промьшшенности. Цель изобретения состоит в снижении расхода стали, увеличении коэффициента заполнения пакета магнитопровода сталью и улучшении условий деформации лрнты. Устройство Содержит диск (Л puf.1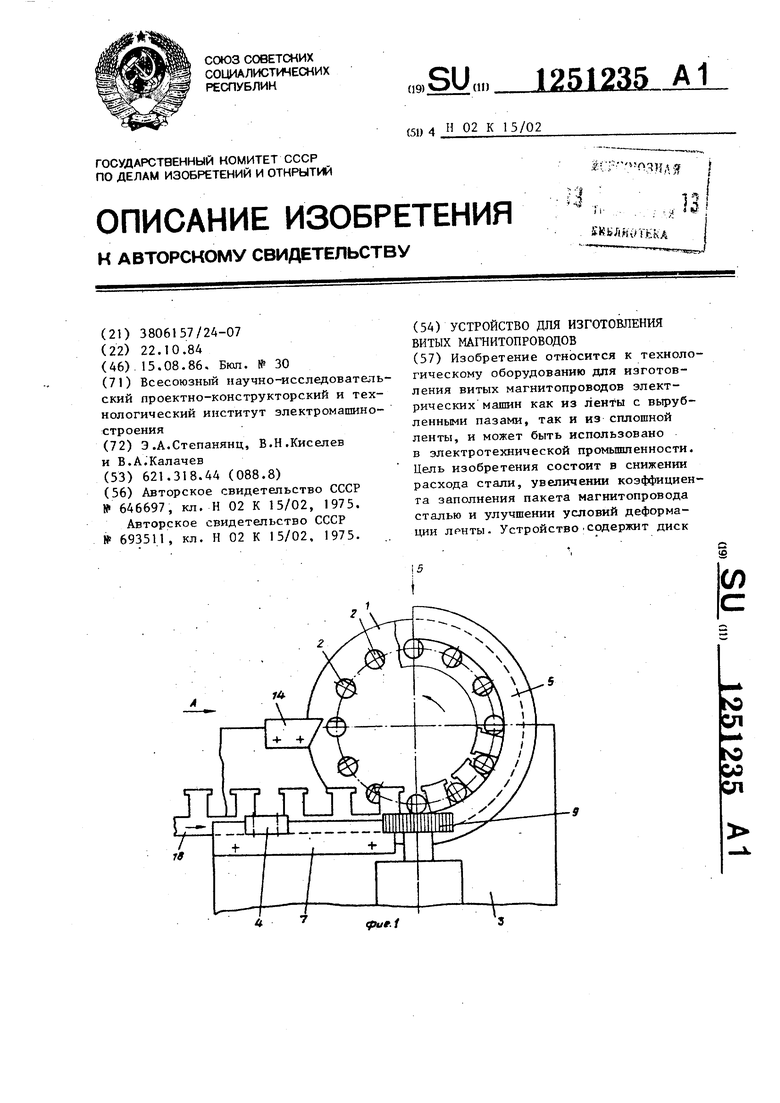
фие.З
SaSO,
фив.В
10 П jf
10 f J //
да
- Л
10 П jf
J /
cpuS.6
12
cfJue.7
16
фие. 10
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU646697A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
