1
Изобретрние относится к металлургии, комкрртисе к пепрерын юй разливке метал:1оп .
Целью изобретения является упрощение кснструкции устройства.
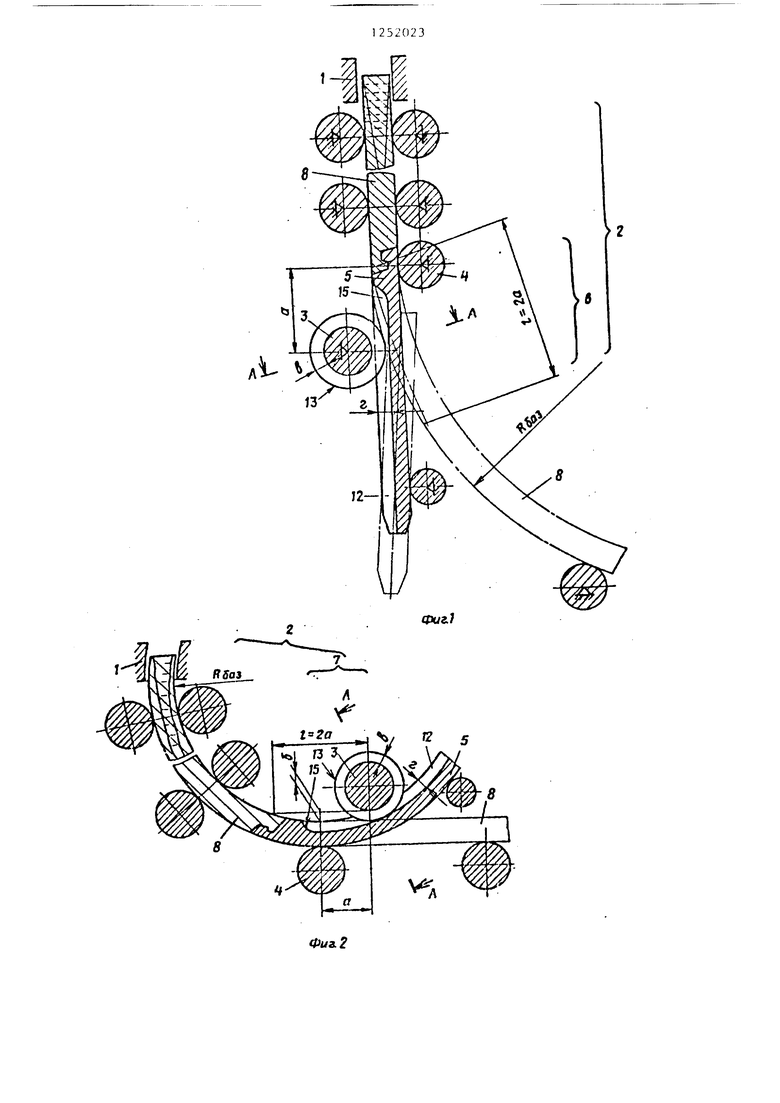
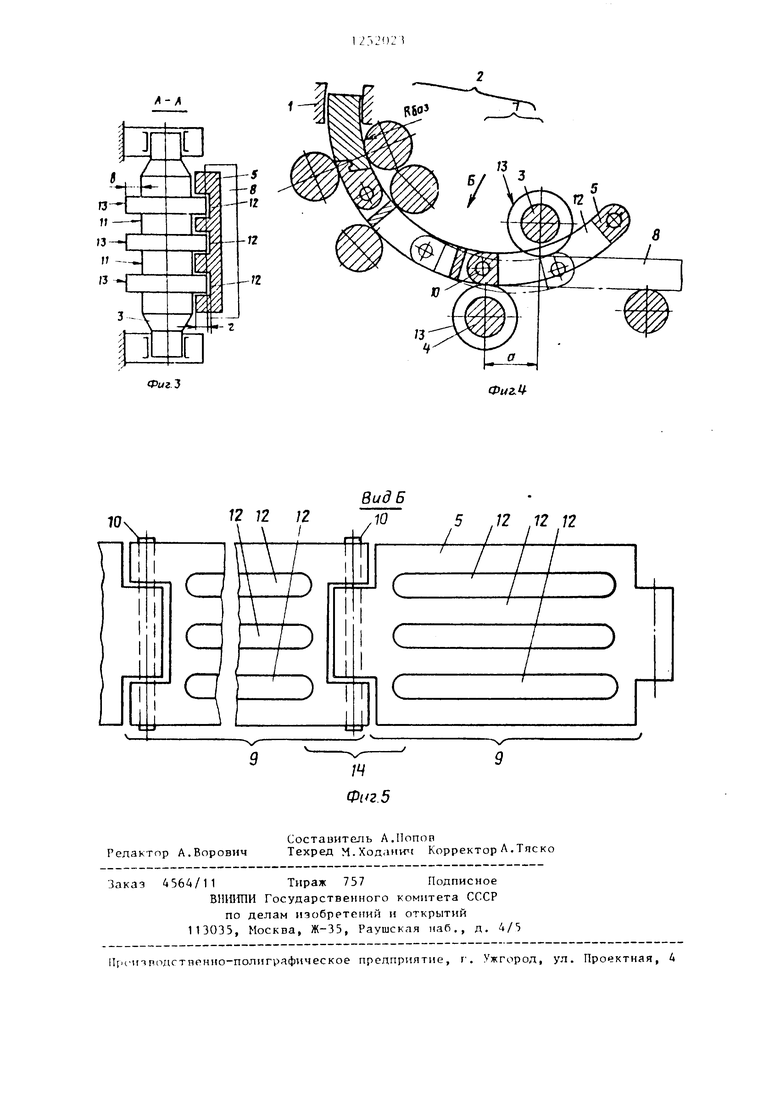
На фиг. 1 схематично изображена пертикалы пя МИЛЗ с загибом слитка, продольный разрез; на фиг. 2 - радиальная И11ЛЗ при использопании жесткой затрапки, продольный разрез; на фиг. 3 - разрез Л-Л по фиг. 1 и 2; на фиг. 4 - радиальная или крипо- линейная МИЛЗ при использовании гибкой псиной затравки, продольный разрез; на фиг. 5 - вид Б на фиг. 4.
Машина неирерыпного литья загото- пок. (MIU13) представляет собой кристаллизатор 1, направляющий и тяиу- L au i роликовый ариарат 2 с деформи- рую1чи 1и роликами 3 и (фиг. 1, 2 и Л) II птрапку 5. Деформирующие ролики 3 и t установлены неподвижно на стаци-онарном основании (не показано) с шагом ч в зоне 6 загиба (iiT прямо ДО базового радиуса газ. фиг. 1) или правки 7 (от базового pa;;;iyca щ, до прямой фиг. 2 и А), oTJinnaeMoi i ма заготоики 8. За- трлпка быть выполнена и виде жесткого тела (фиг. 1 и 2), либо в виде г ..СкоГг цепи со звеньяш 9, сое- ;i,iiHet;iibii4ii гарнирами 10 (фиг. А и 5). Один из деформируюпц1Х роликов 4 lUHi oSr дсформлрую1цих ролика 3 и 4 вьсг-и-.г-.-гиы с г.ольцевыьи проточками 1 1 глубииэГ: В , а тело saTpi .uKii 5 - с продольными пазами 12 глубиной i . ПГ И этом продольные пазы 12 1U-. затрапке 5 расположены против пыступоп 13, образованных кольцевьп-п ..ротсчкани 1 1 деформирующих роликов 3 и ft (фиг. 3) . Глубина Ь и г коль- ;;с;;т. :: проточек 1 1 и продольных па- эсг 12 рыполнена более стрелки Б Л,уг1 . базового радиуса to хордой , рапной двум шагам и дсформл- руюрллх роликов 3 и 4.
Применительно к затравке D В1ще ц.пи (фиг. и 5) продольные пазы 12 могут быть выполнены прерывистыми с перемычкаш 1А D районе шарниров 10. Я П1на продольных пазов в этом cJiv iae выполняется менее длины звень
520232
ев 9 затравки. Это позволяет увеличить прочность шарниров тела затравки.
Работа устройства происходит сле5 дующим образом.
В начале процесса раз1П1вки trari- равляющий и тянущий роликовый аппарат 2 производит вытягивание затравки 5, которая известным образом сцеп 0 лона с формирующейся в кристаллизаторе 1 заготовкой 8, В зоне 6 загиба (фиг. 1) или правки 7 (фиг. 2) выступы 13 деформирующего ролика 3 пходят п продольные пазы 12 тела
15 затравки 8. Ввиду того, что глубина о кольцевых проточек 11 деформирующего ролика и глубина i продольных пазов 12 вьшолнены более стрелки В дуги базового радиуса
iO то затравка 5 беспрепятственно проходит зоны 6 загиба или правки 7 до тех пор, пока поверхность 15 продольных пазов 12 не упрется в выступы 13 деформирующего ро;и1ка 3.
25 Затем происходит выдавливание затравки 5 и сторону от ро. шка 3, т.е. происходит се отделение от заготовки 8, и затравка выводится из роликового аппарата 2.
30 При дальнейшем движении заготовка 8 дефорьшруется роликами 3 и 4 и направляется по дуговоГ траектории с базовым радиусом п случае загиба заготовки (фиг. 1), либо
35 -10 прямой линии в случае правки от 603 ДО прямой (фиг. 2 и 4 ). При прохождении затравт 5 в виде цепи через зопу 7 правки (фиг. 4) п продольные пазы 12 поо40 чередно входят выступы 13 то роликд
4,то ролика 3, звенья 9 затравки
5,немного покачиваясь в поперечном направлении относительно базового диуса биэ беспрепятственно прохо45 дят через зону 7 правки, и затравка 5 выводится из роликового аппарата 2.
Технические преимущества изобретения по сравнению с известным уст- 5Q ройством, заключаются в том, что отпадает необходимость по время прохождения затравки отводить деформирующий ролик.
z
Фмг 3
Редактор А.Ворович
Состазитель А.Попов
Техред М.Ходаин Корректор Л.Тпско
Заказ 4564/11 Тираж 757 Подписное ВНШТПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
11 стподстпенно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
Фиг.
Вид Б
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ | 2001 |
|
RU2272694C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2536309C2 |
| СПОСОБ БЕСКОНЕЧНОЙ ПРОКАТКИ ВЫПОЛНЕННОЙ В СЕЧЕНИИ КАК ТОНКИЙ СЛЯБ, ПОЛУЧЕННОЙ СО СКОРОСТЬЮ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ, И МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2310529C2 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| ИЗЛОЖНИЦА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ТОНКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2127652C1 |
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Устройство для изгибания заготовки на машине непрерывного литья металла | 1972 |
|
SU541421A3 |