Изобретение относится к литейному производству, в частности к составам смесей для очистки отливок от пригара и металлических форм от облицовок и зап1итных покрытий.
Цель изобретения - повышение качества очищаемых поверхностей.
Сущность изобретения заключается в следующем,
В смесь для очистки отливок и ме- таллических форм, содержащую воду и частицы льда, вводят сульфат алюминия А1 (SO абразивный материал зернистостью 0,3-0,8 мм.
Введение в смесь сульфата алюми- ния обеспечивает получение гидрооксида алюминия А1(ОН) - объемного студенистого осадка белого цвета, практически нерастворимого в воде, который захватывает абразивные части цы, взвешенные в воде, и способствуе их удержанию во взвеси до образовани льда.
Добавление в смесь абразивных материалов (порошок электрокорунда, кварцевый песок, карбид кремния или шлам из част-иц пригара) повышает истирающие свойства смеси, при этом важную роль играет форма и размеры частиц. Наиболее подходят для зтих целей острые частицы. Дисперсность абразивного материала, используемого в составе предлагаемой смеси, для обработки алюминиевых сплавов, нержавеющей стали и меди составляет 140-325 частиц на I см .
Смесь готовят следующим образом. В смеситель, состоящий из бака и нескольких коробов (для смеси вода
ВНИИПИ Заказ 4565/12 Тираж 757
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
5
5
0
абразивный материал), загружают необходимое количество воды и абразивного материала, например щлама из частиц пригара, с величиной частиц 0,3- 0,8 мм. Затем в бак вводят Alj(SO ) в количестве 0,5-4,5 мас.%, перемешивают и через 10-15 мин приготовленную смесь выпивают в короба, которые помещают в камеры с температурой -5-10 С для образования льда. Замороженнук смесь, выбивают из коробов и направляют в очистную установку - дробеметный барабан. Смесь самотеком из воронки попадает на лотки распределительного колеса, вращающегося вместе с рабочим колесом. Распределительное колесо, увлекая при вращении смесь, выбрасывает ее через окно на лопатки рабочего колеса, где она дробится и затем выбрасывается со скоростью 60-100 м/с на очищаемую поверхность отливки или металлической форм1)1.
Результаты очистки лри использовании предлагаемых (1-3)смесей приведены в таблице.
Из таблицы видно, что длительность очистки отливок, полученных со стержнями из гхолоднотвердеющих смесей в металлических формах, составляет 7-11 мин., чистота поверхности отливок соответствует 4-5 классам.
Экономический эффект от внедрения предлагаемой смеси составляет по предварительным расчетам 150-175 руб на 1 т отливок за счет повьщ1ения производительности очистных установок .
Подписное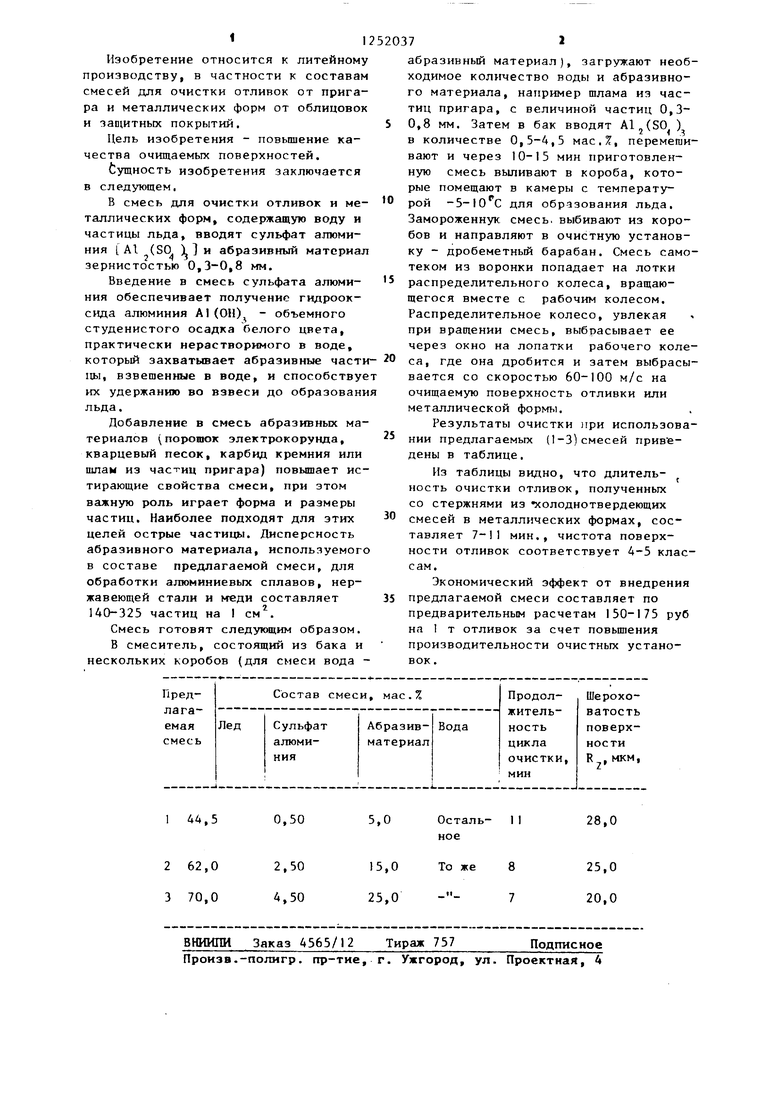
| название | год | авторы | номер документа |
|---|---|---|---|
| Противопригарное покрытие для литейных форм и стержней | 2018 |
|
RU2689473C1 |
| Способ литья под низким давлением | 1983 |
|
SU1186376A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2008 |
|
RU2360767C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ МЕТАЛЛИЧЕСКИХ ФОРМ | 2016 |
|
RU2634107C2 |
| СМЕСИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИЕ ОКСИДЫ МЕТАЛЛОВ АЛЮМИНИЯ И ЦИРКОНИЯ В ФОРМЕ ЧАСТИЦ | 2013 |
|
RU2654406C2 |
| СМЕСИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИЕ ОКСИДЫ МЕТАЛЛОВ АЛЮМИНИЯ И ЦИРКОНИЯ В ФОРМЕ ЧАСТИЦ | 2013 |
|
RU2659562C2 |
| Флюс для термохимической очистки стального литья от пригара | 1982 |
|
SU1097714A1 |
| Смесь для изготовления литейных форм | 1976 |
|
SU607636A1 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
| ПРОТИВОПРИГАРНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2207214C1 |

| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ очистки отливок от керамики | 1975 |
|
SU522907A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ очистки отливок от керамики | 1977 |
|
SU650717A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
