Изобретение относится к порошковой металлургии, в частности к пресс формам для прессования длинномерных тонкостенных втулок.
Цель изобретения - повышение качества изделий и надежности работы устройства.
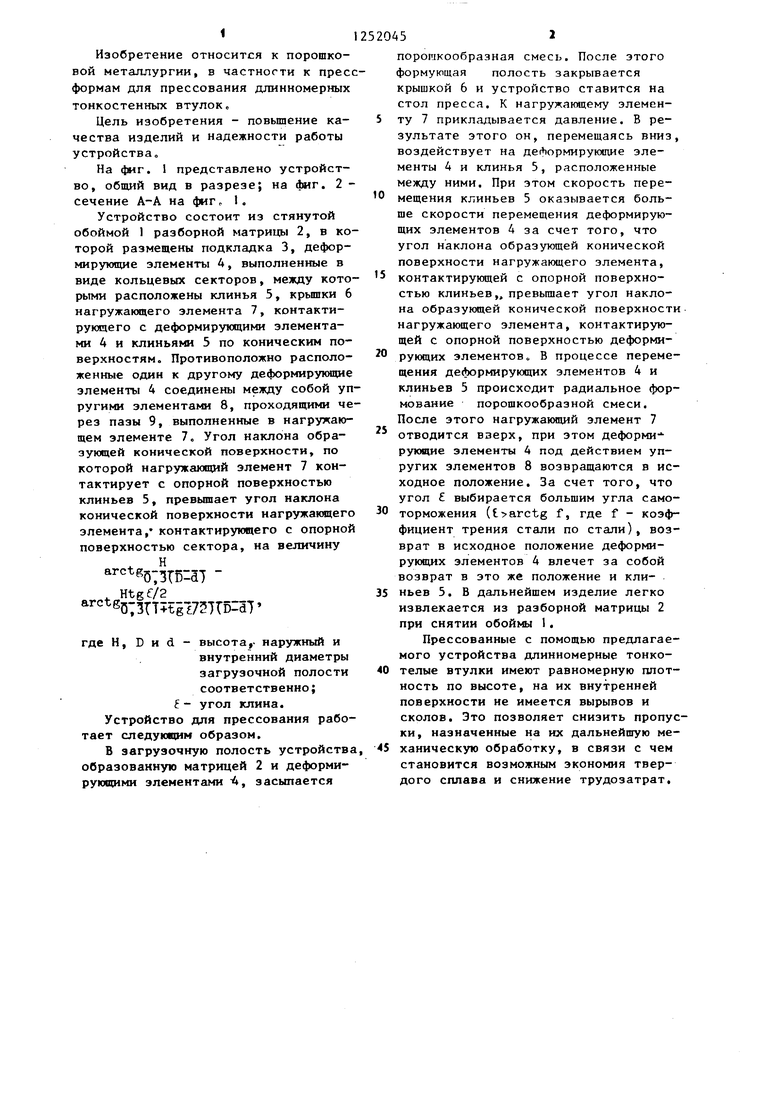
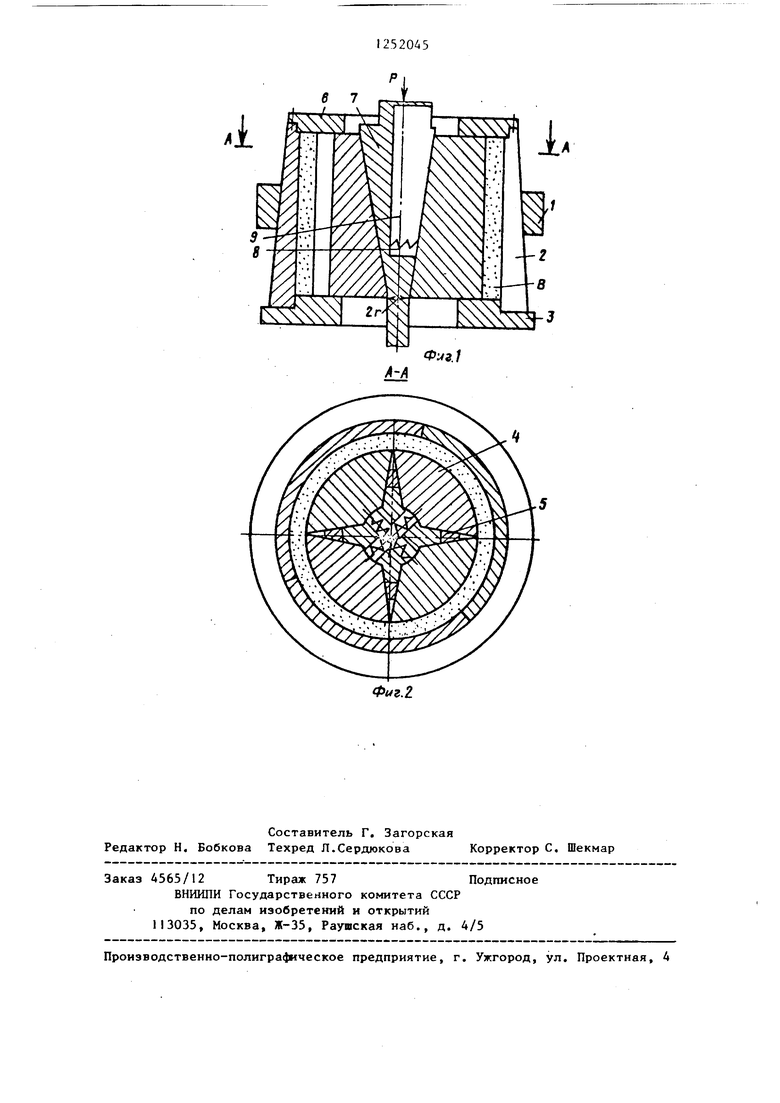
На фиг. 1 представлено устройство, общий вид в разрезе; на фиг. 2 - сечение А-А на фиг. I.
Устройство состоит из стянутой обоймой 1 разборной матрицы 2, в которой размещены подкладка 3, деформирующие элементы Д, выполненные в виде кольцевых секторов, между которыми расположены клинья 5, крьшки 6 нагружающего элемента 7, контактирующего с деформирующими элементами 4 и клиньями 5 по коническим поверхностям. Противоположно расположенные один к другому деформирующие элементы 4 соединены между собой упругими элементами 8, проходящими через пазы 9, выполненные в нагружающем элементе 7. Угол наклона образующей конической поверхности, по которой нагружающий элемент 7 контактирует с опорной поверхностью клиньев 5, превышает угол наклона конической поверхности нагружающего элемента, контактирующего с опорной поверхностью сектора, на величину
arctgg-, - Htgf/2
SQ;5rT til727rD d7
где Н, D и d - высота,- наружный и внутренний диаметры загрузочной полости соответственно; f- угол клина.
Устройство для прессования работает следующим образом,
В загрузочную полость устройства образованную матрицей 2 и деформирующими элементами 4, засыпается
порошкообразная смесь. После этого формующая полость закрывается крышкой 6 и устройство ставится на стол пресса. К нагружающему элементу 7 прикладывается давление. В результате этого он, перемещаясь вниз, воздействует на деформирующие элементы 4 и клинья 5, расположенные между ними. При этом скорость перемещения клиньев 5 оказывается больше скорости перемещения деформирующих элементов 4 за счет того, что угол наклона образующей конической поверхности нагружающего элемента,
контактирующей с опорной поверхностью клиньев,, превьш1ает угол наклона образующей конической поверхности- нагружающего элемента, контактирующей с опорной поверхностью деформирующих элементов о В процессе перемещения деформирующих элементов 4 и клиньев 5 происходит радиальное формование порошкообразной смесн. После этого нагружающий элемент 7 отводится вверх, при этом деформи рующие элементы 4 под действием упругих элементов 8 возвращаются в исходное положение. За счет того, что угол выбирается большим угла самоторможения (t arctg f, где f - коэффициент трения стали по стали), возврат в исходное положение деформи- РУЮ1ЦИХ элементов 4 влечет за собой возврат в это же положение и клиньев 5. В дальнейшем изделие легко извлекается из разборной матрицы 2 при снятии обоймы 1.
Прессованные с помощью предлагаемого устройства длинномерные тонкотелые втулки имеют равномерную ппот- ность по высоте, на их внутренней поверхности не имеется вырывов и сколов. Это позволяет снизить пропуски, назначенные на их дальнейшую механическую обработку, в связи с чем становится возможным экономия твердого сплава и снижение трудозатрат.
к-к
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной гидроэкструзии заготовок | 1982 |
|
SU1044374A1 |
| Узел осевой подачи заготовки к устройству для непрерывного гидропрессования изделий | 1988 |
|
SU1668003A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1994 |
|
RU2079393C1 |
| Инструмент для прессования изделий переменного сечения | 1981 |
|
SU963592A2 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПЛАСТИЧЕСКОЕ СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2003 |
|
RU2247355C1 |
| Пресс-форма для прессования полых изделий из порошка | 1989 |
|
SU1616783A2 |
Составитель Г. Загорская Редактор Н, Бобкова Техред Л.Сердюкова Корректор С, Шекмар
Заказ 4565/12 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для прессования порошков | 1976 |
|
SU582908A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прессования порошко-ВыХ МАТЕРиАлОВ | 1979 |
|
SU846109A1 |
