Изобретение относится к порошковой металлургии и может быть использовано для формования деталей из металлических порошков, в особенности деталей сложной формы, имеющих перепады по высоте, преимущественно в виде дисков с одним или несколькими выступами на торцах.
Цель изобретения - упрощение конструкции, снижение трудоемкости изготовления пресс-формы и расширение технологических возможностей .
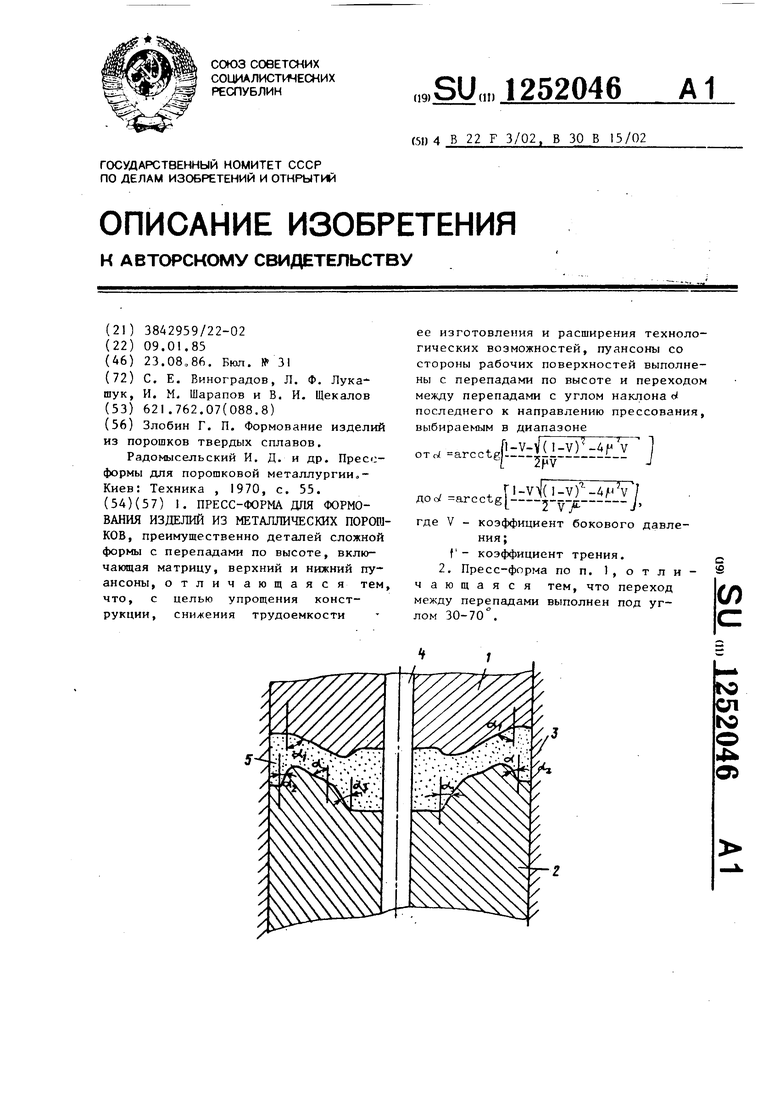
На чертеже представлена предлагаемая пресс-форма, общий вид.
Пресс-форма состоит из верхнего I и нижнего 2 пуансонов и матрица 3. В качестве факультативного признака может быть использован также стержень 4 для формования отверстия. Отличительной особенностью пуансонов в пресс-форме является переход между перепадами по высоте, выполняемый под углом с/ по отношению к направлению прессования, определяемом в диапазоне
от ai arcct.fr1-V+
) 4rv
до ( arcctg2 V
I-V- /(.l-V)-4p v 2(uV
Углы переходов между перепадами обозначены как oi , oL и oL..
В основу изобретения положено увеличение подвижности порошкового материала при указанных углах наклона и создание тем самым условий для лучщего заполнения выступающих частей изделия за счет его перемещения из более тонких слоев в более толстые.
Теоретически получена и экспериментально подтверждена зависимость, определяющая перемещение порошка при различных углах наклона между перепадами по высоте. Она определяется коэффициентами трения и коэффициентом бокового давления V.
Сила трения препятствует любым перемещениям порошкового материала относительно пресс-инструмента. Боковое давление, в общем случае, способствует перемещению порошка от более тонких к более толстым слоям порошкового материала, так как и прессующее, и боковое давления вьппе в более тонких слоях. Однако переме ще- ние масс порошка между слоями разной высоты зависит не от самого бо
5
0
5
кового давления, а от суммарного усилия, которое определяется произведением бокового давления на тол- щи5гу слоя. Поэтому более интенсивное увеличение толщины слоя порошкового материала, чем уменьшение бокового давления, приводит к большег-гу суммарному воздействию со стороны большого сечения и тем самым тормозит движение порошка из тонкого слоя к более толстоь.у.
Получена расчетная формула
,(-)
где - давление прессования в точке г ;
6д- давление прессования в точке г ;
А - показатель степени. Если , то порошок перемещается в сторону большего сечения, т.е. в нужном нам направлении. Если , то совокупность действия всех сил, действующих на данную часть объема порошка, препятствует перемещению.- Определено также, что ctgo(- Р
vctgcvTrctgl+TT
Чтобы А было положительным, необходимо, чтобы ctgc находился в пределах ,у-тiiYJ: i-v -4|MV
) 2
а угол dL
от
до
г l-v-y(l-vf-4 V 1 LoCvJ
OTt arcctgLgp-. j- l-V+/( 1-V) до d arcctg lT,f---- JВвиду того, что для железного восстановленного порошка типа ПЖ4 коэффициент бокового давления изменяется в пределах 0,3 - 0,45, а коэффициент трения изменяется в пределах 0,1 - 0,2 диапазон изменения углаof равен 30-70°.
Пресс-форма работает следующим обраэомо
В полость матрицы 3 между верхним 1 и нижним 2 пуансонами засыпают порошок 5, затем к пуансонам прикладьшают давление, сжимающее порошок. Пресс-форма опробована при прессовании изделий типа маховика, предназначенных для открывания различного рода вентилейо Углы а( имеют следующие значения:
dL 45
0 30 , охвачены крайние
, .- , oL 60 , т.е
и средние точки установленного диапазона.
Предлагаемое техническое решение позволяет упростить конструкцию и эксплуатацию пресс-формы, повысить ее производительность по операции прессования,
В процессе работы (в динамике) в полость матрицы между верхним и нижним пуансонами засыпается порошок 5, затем к пуансонам прикладывается давление, сжимающее порошок. После прес сования верхний пуансон поднимается и спрессованная деталь выталкивается нижним пуансоном.
Упрощение конструкции пресс-формы и снижение трудоемкости ее изготов
ления достигается за счет уменьшения количества пуансонов и упрощения их формы. Вместо четырех пуансонов в известной пресс-форме (один верхний и три нижних) в предлагаемой пресс- форме используется только ва(верхний и нижний)„ Упрощение конструкции дает возможность использовать предлагаемую пресс-форму в сочетании с серийно выпускаемыми прессами для автоматического прессования, что существенно увеличивает производительность по сравнению с известным техническим рещением, допускающим только п эессование в ручном режиме.
Себестоимость изготовления предлагаемой пресс-формы по сравнению с известной существенно снижается, а производительность повьппается с 6-8 дет/ч до 200-300 дет./ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321474C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| "Способ получения порошковых изделий типа "стакан" | 1989 |
|
SU1715492A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
| Устройство для прессования трубчатых изделий из порошка | 1989 |
|
SU1660845A1 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| Злобин Г | |||
| П | |||
| Формование изделий из порошков твердых сплавов | |||
| Радомысельский И | |||
| Д | |||
| и др | |||
| Пресс- формы для порошковой металлургии,- Киев: Техника , 1970, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
