Фиг. 2
Изобретение относится к порошковой металлургии и может быть использовано для изготовления, порошковых изделий, преимущественно пористых, типа стакан.
Цель изобретения - повышение качества изделий за счет равномерного распределения плотности по объему-и устранения трещин и разрывов.-
Поставленная цепь достигается тем, что в известном способе, включающем засыпку порошка в полость, образованную матрицей, центральным стержнем, верхним и нижним пуансонами, прессо- вание порошка верхним пуансоном при перемещении центрального стержня в направлении прессования и выпрессов- ку изделия, перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование порошка верхйим--пуансоном ведут при свободном перемещении стержня, после, прессования порошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют порошок нижним пуансоном до величины 0,,95 давления прессования верхним пуансоном, а вы- прессовку изделия осуществляют на стержне вниз. Центральный стержень
выполняют в виде стакана
толщина
стенок и дна которого составляет 1-4 толщины, стенок и дна изделия, верхний и нижний пуансоны выполняют с поднутрениями,, обращенными к порошку, а центральный стержень выполняют с пе- реходом от торца к боковой поверхности , эквидистантным поднутрению верхнего пуансона, причем глубина поднутрений . составляет 1,2-11 среднего диаметра частиц порошка, а величина пе- рехода - 3-20 среднего диаметра частиц порошка.
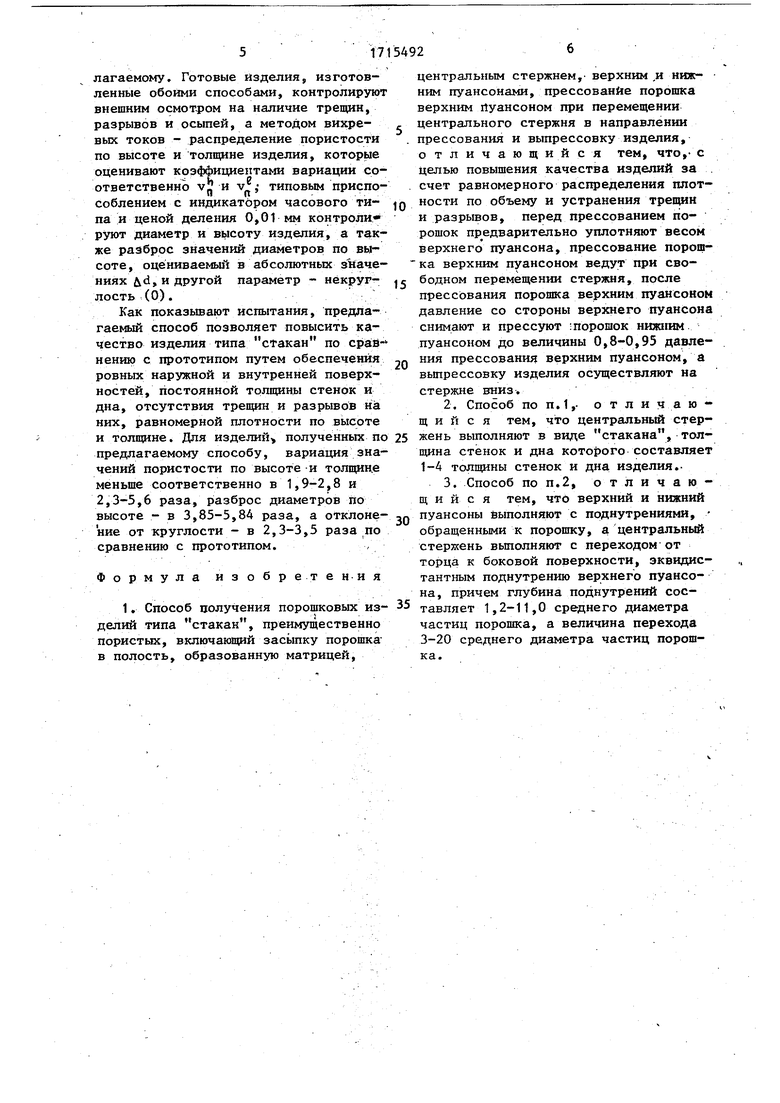
На фиг. 1 изображена пресс-форма, осуществляющая предлагаемый способ; на фиг, 2 - узел I на фиг. 1(вари- ант исполнения с переходом-в виде, фаски и сплошным стержнем).
Пресс-форма содержит размещенную в обойме 1 матрицу 2,. верхний 3 и нижний 4 пуансоны, центральный стер- жень 5, образующие полость для засыпки порошка 6. Верхний 3 и нижний 4 пуансоны выполнены с поднутрениями 7 и 8, обращенными к порошку. Центральный стержень 5 выполнен с переходом 9 от торца к боковой поверхности, экч видистантным поднутрению 7 и снабжен упором 10; В пресс-форму входят подкладные кольца 11 и 12, обеспечиваю
c 5
0
0
5 0
$
0 5
щие операции прессования по предлагаемому способу.
Способ осуществляется следующим . образом.
На нижний убираемый упор 10 ставят стержень 5. Задвигают стержень на упоре вовнутрь подкладного кольца 12, надевают на стержень нижний кольцевой пуансон 4 до упора в кольцо 12, ста-1- вят на кольцо 12 подкладное кольцо 11 и надевают матрицу 2 на пуансон 4. Затем засыпают в полость 6 между стержнем 5, пуансоном 4, матрицей 2 и сверху стержня 5 насыпку порошка. Устанавливают верхний пуансон 3, слегка проворачивают его вокруг оси, постукивают (или не делают этого) и вынимают нижний убираемый упор 10 из-под стержня.
При этом стержень, зависает над нижней плитой пресса, удерживаемый силой трения порошка, так как послед- , ний уплотнен весом верхнего пуансона 3. Затем прессуют верхним пуансоном до давления прессования, уменьшают давление до нуля, убирают кольцо. 11 и допрессовывают вновь до величины 0,8-0,95 давления прессования нижним пуансоном 4. При этом матрица зависает над кольцом 12, также удерживаемая трением порошка. После завершения прессования изделие выпрессозывают верхним пуансоном на стержне вниз.
I
Предлагаемые способ и устройство
можно рекомендовать для получения пористых порошковых изделий типа стакан при различных соотношениях высоты к диаметру, но наиболее высокое качество изделий получается при соотношениях от 0,5:1 др 4-5;К
Пример. Берут порошки титана марки ТХТ и меди марки ПМС разного гранулометрического состава, засыпают их в пресс-формы с различными соотношениями глубины поднутрений на пуансонах, с различными типами центральных стержней и различными соотношениями размеров переходов от торца стержня к боковой поверхности; прессуют изделия диаметром 30 и высотой 50 мм и спекают при оптимальной температуре соответственно в вакууме и диссоциированном аммиаке. По способу- прототипу изготавливают изделия таких же размеров и из тех же порошков Изготовленные по способу-прототипу изделия спекают при тех же температурах и в тех же атмосферах; что и по предлягаемому. Готовые изделия, изготовленные обойми способами, контролируют внешним осмот-ром на наличие трещин, разрывов и осыпей, а методом вихре- вых токов - распределение пористости по высоте и толщине изделия, которые оценивают коэффициентами вариации соответственно и vr,- типовым приспособлением с индикатором часового ти- па и ценой деления 0,01 мм контролируют диаметр и высоту изделия, а также разброс значений диаметров по высоте, оцениваемый в абсолютных з наче- ниях d,и другой параметр - нёкруг- лость (0).
Как показывают испытания, предлагаемый способ позволяет повысить качество изделия типа стакан по cpafi- нению с прототипом путем обеспечения ровных наружной и внутренней поверхностей, постоянной толщины стенок и дна, отсутствия трещин и разрывов на них, равномерной плотности по высоте и толщине. Для изделий полученных по предлагаемому способу, вариация значений пористости по высоте и толщине меньше соответственно в 1,9-2,8 и 2,3-5,6 раза, разброс диаметров по высоте - в 3,85-5,84 раза, а отклоне- ние от круглости - в 2,3-3,5 раза по сравнению с прототипом. ,
Формула изобретения
1. Способ получения порошковых из- делий типа стакан, преимущественно пористых, включающий засыпку порошка в полость, образованную матрицей,
центральным стержнем,- верхним ,и нижним пуансонами, прессование порошка верхним пуансоном при перемещении центрального стержня в направлении прессования и выпрессовку изделия, отличающийся тем, что,- с целью повышения качества изделий за . счет равномерного распределения плотности по объему и устранения трещин и разрывов, перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование порошка верхним пуансоном ведут при свободном перемещении стержня, после прессования порошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют : порошок нижним пуансоном до величины 0,8-0,95 давления прессования верхним пуансоном, а выпрессовку изделия осуществляют на стержне вниз.
2.Способ по п.1,- отличающийся тем, что центральный стержень выполняют в виде стакана, толщина стенок и дна которого составляет 1-4 толщины стенок и дна изделия,3.Способ по п.2, отличающийся тем, что верхний и нижний пуансоны выполняют с поднутрениями, обращенными к порошку, а центральный стержень выполняют с переходом от торца к боковой поверхности, эквидистантным поднутрению верхнего пуансона, причем глубина поднутрений составляет 1,2-11,0 среднего диаметра частиц порошка, а величина перехода 3-20 среднего диаметра частиц порошка.
/// /// /// /// /// 7j/ //S /// 77
6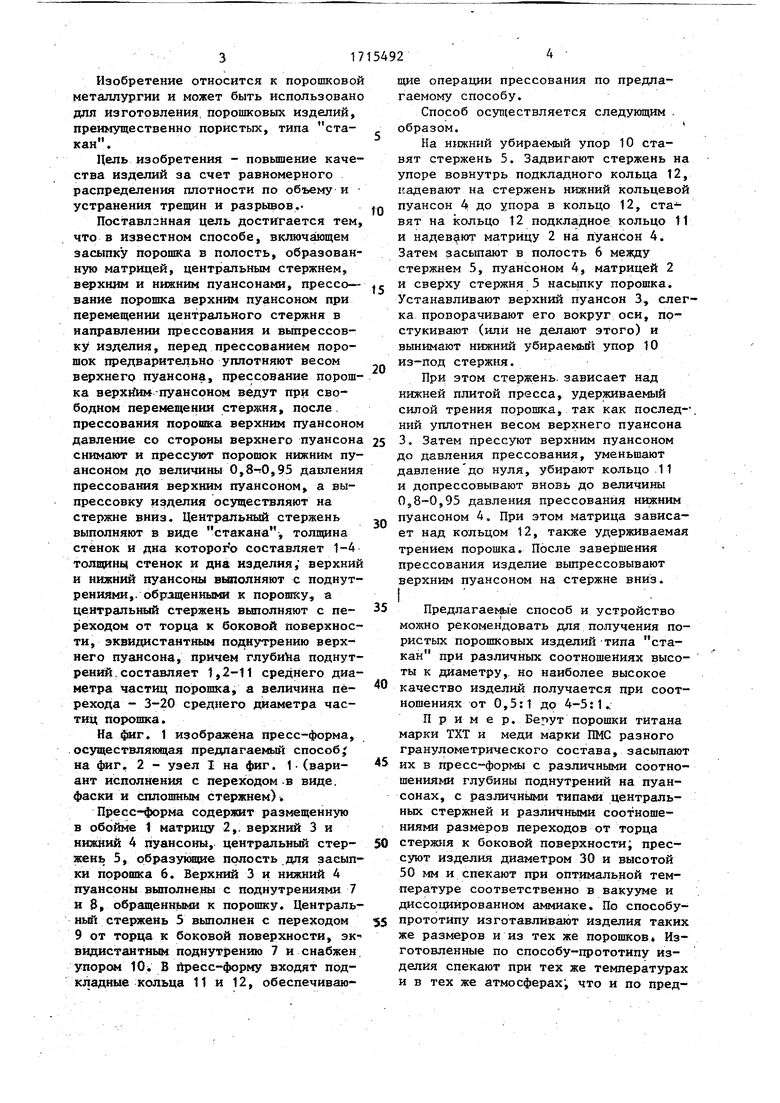
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА | 1991 |
|
RU2009023C1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ТОНКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 1996 |
|
RU2100185C1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2022 |
|
RU2797226C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |

Изобретение относится к способам получения порошковых изделий типа стакан. Цель изобретения ч-, повыше- ние качества изделий за счет равномерного распределения плотности по объему и устранения трещин и разрывов. Перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование порошка верхним пуансоном ведут при свободном перемещении стержня, после прессования по- : рошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют порошок нижним пуансоном до величины 0,8-0,95 давления прессова- , ния верхним пуансоном, а выпрессовку изделия осуществляют на стержне вниз. Центральный стержень выполняют в виде стакана, толщина стенок и дна которого связана соотношением с толщиной стенок изделия и.переходом к боковой поверхности. Пуансоны выполняют с поднутрениями, обращенными к порошку, глубина которых связана соотношением со средним диаметром частиц порошка. 2 э.п. ф-лы, 2 ил. V) §
tuz.1 w 2
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Попильский Р.Я | |||
| и Ливийский Ю.Е | |||
| Прессование порошковых керамических масс, М.: Металлургия, 1983, с | |||
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
