Изобретение относится к порошковой металлургии , в частности к пресс формам для прессования изделий из порошка.
Цель изобретения - повышение производительности процесса изготовления твердосплавных волок и экономия твердого сплава.
На фиг.1 изображена пресс-форма в момент прессования; на фиг.2 - то же в момент выпрессовки верхней части стержня.
Пресс-форма состоит из матрицы 1 , в которой установлены пуансон 2, промежуточное кольцо 3, стержень 4, выполненный из двух частей, в нижней 5 из которых имеется сквозное отверстие, центрирующее верхнюю 6 часть стержня 4 и служащее также для размещения в нем выталкивателя- 7, имеющего основание 8, подкладки 9 ограничителя 10, вилки 11, расположенной между основанием 8 выталкивателя 7 и подкладкой 9.
Нижняя часть 5 стержня 4 имеет формующие коническую и цилиндрическую поверхности, а верхняя 6 часть - только дополнительную коническую формующую поверхность, сопрягающуюся с цилиндрической поверхностью нижней части стержня по линии плоскости разъема. Выталкиватель установлен по отношению к верхней части стержня с зазором, величина которого менее толщины вилки на 2-3 мм. Указанное ограничение выбрано исходя из конструктивных соображений, так как обычно этой величины достаточно для того, чтобы верхняя часть стержня свободно извлекалась из пресс- формы .
Пресс-форма работает следующим образом,
В формующую полость А пресс-формы образованную матрицей I, промежуточным кольцом 3, верхней 6 и нижней 5 частями стержня 4 засыпается порошкообразная смесь. После зтого вставляется пуансон 2 и производится прессование. После снятия давления
5
0
5
0
5
0
5
извлекается вилка 11. При вторичном приложении давления выталкиватель 7, перемещаясь в вертикальном направлении, выпрессопывает верхнюю 6 часть стержня 4.
Дальнейшая распрессовка производится по обычной схеме в два этапа. На первом этапе пресс-форму устанавливают на подставочное кольцо и нижнюю часть стержня вместе с подкладкой выпрессовывают с помощью выталкивателя. На втором этапе пресс-форму переворачивают и устанавливают пуансоном на подставку. Затем на матрицу надевают распрессовочное кольцо и прикладывают к нему давление пресса. В результате происходит стаскивание матрицы с заготовки, которая остается на пуансоне.
Выполнение стержня с дополнительной конической поверхностью позволяет формовать как входной, так и выходной конус волоки. Однако вы- прессовка такого стержня становится возможной только в том случае, если он является разъемным, причем линия плоскости разъема должна совпадать с линией сопряжения цилиндрической и конической формующих поверхностей стержня. В целях обеспечения выпрессовки такого стержня предусмотрено наличие в его нижней части отверстия, в котором установлен выталкиватель. Для того, чтобы выталкиватель не вытолкнул верхнюю часть стержня еще в процессе прессования волоки, он устанавливается по отношению к этой части с зазором, а между его основанием и подкладкой размещается вилка.
Спрессованные в предлагаемой пресс-форме волоки имеют форму, близкую к форме окончательно обработанных изделий, что позволяет назначать минимальные припуски на шлифовку, равные 6,1-0,2 мм. Это дает возможность увеличить производительность труда при изготовлении волок на 20%, а также снизить расход твердого сплава.
Фиг 2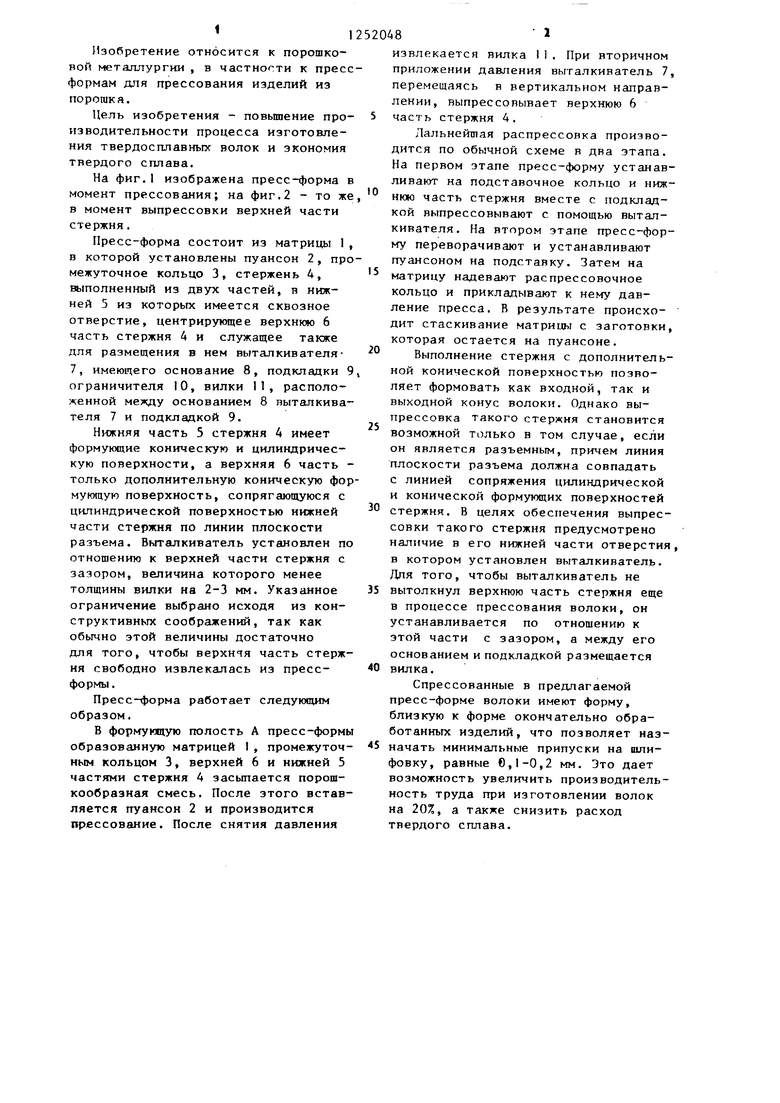
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1986 |
|
SU1329912A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Пресс-форма для формования изделий из порошка | 1989 |
|
SU1673270A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1258619A1 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| Пресс-форма для прессования изделий с кольцевым пазом | 1986 |
|
SU1360900A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |

| Бондаренко В.П | |||
| и др | |||
| Проектирование пресс-формы для изделий из твердых сплавов.- Киев: Наукова Думка , 1983, с.t74, рис.80 а | |||
| Бондаренко В.П | |||
| и др | |||
| Прессование заготовок иа твердосплавных смесей.- Киев: Техника, 1974, с.63. |
