1125861
Изобретение относится к пороипсовой
еталлургии, в частности к пресс фор
ам для прессования металлического
орошка.
Цель изобретения - увеличение вы- 5 хода годных изделий.
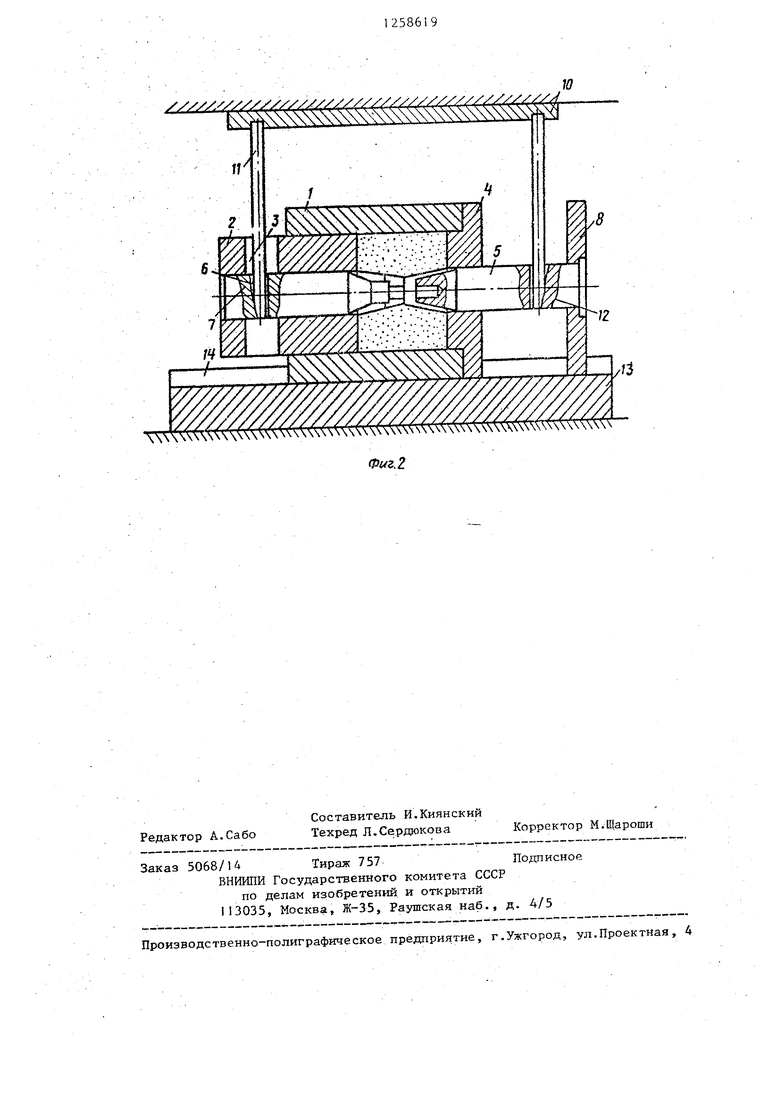
На фиг.1 показана схема прессформы в момент прессования; на фиг.2- то же, в момент распрессовки.
Пресс-форма состоит из матритды 1, в которой установлены пуансон 2, имеющий в боковой поверхности дополнительные отверстия 3, промежуточное кольцо .4, стержень 5, выполненный - из двух частей, каждая из которых 5 снабжена отверстием ( 6 ) с наклонной поверхностью 7, подкладки 8, фиксатора 9, вьтолненного в вШ1,е вилки и размещенного между промежуточным кольцом 4 и подкладкой 8, рас-- . прессовочного приспособления 10, выполненного в виде П -образного элемента, боковые стойки 11 которого Проходят через дополнительные отверстия 3 пуансона 2 и выполнены со.скосами 12, имеющими возможность взаимодействия с наклонными поверхностями 7 пазов 6, и подставки 3 с призматическим пазом 14.
Пресс-форма работает следующим 30 образом,
В формующую полость А пресс-формы, образованную матрицей 1, .промежуточным кольцом 4,, коническими поверхностями обеих частей стержня, засы- 35 пается порошкообразная смесь, После этого вставляется пуансон 2 и произ- водится прессование. После снятия давления пресс-форма поворачивает9а .
ся на 90° и устанавливается в призматический паз 1 подставки 13. Фиксатор 9, выполненный в В1ще вилки, удаляется. В пазы 6 стержня 5 вставляются стойки 1 I 1 -образного элемента распрессовочного приспособления 10 К поперечной планке этого элемента (не noKa2.j;ia ) прикладывается давление . При Э том стойки 1 своими скосами I 2, перемещаясь по наклонным .поверхностям 7 пазов 6, вьшолненных в обеик частях стержня 5, вызывают одновременное перемещение частей стержня 5 в горизонтальном направлении. Таким образом происходит размыкание Частей стержня и оддювременное освобождение. внутре; Л1ей поверхности спрее сованной волок: .; представляющей собой три пересекающиеся боковые поверхности усеченных конусов, два из i которых имеют общее верхнее основание. Реализация тг-ругих напряжений происходит по всей внутренней поверхности одиоБременно, благодаря чему отсутствуют напряжения среза, обуславливающие появление расслой1гых трещин.
При прессовании ггзгртии волок i(100 шт) иэ твердого cnoiaaa sapки ВКЗ ГОСТ 3888-74 , кимеющего зка- чительные упругие последействия в известной пресс-форме, количество бракованных пзделий составляло 20 Ш1 . а при мрессоБйнии этого же количества волок из того хе порошка в предлагаемой пресс-форме J е изакованиымн о;саза лись 4 шт, следоиательнс, процент брака уменьшился (т.е. выход годных изделий увеличился) на 80%.
Ю
8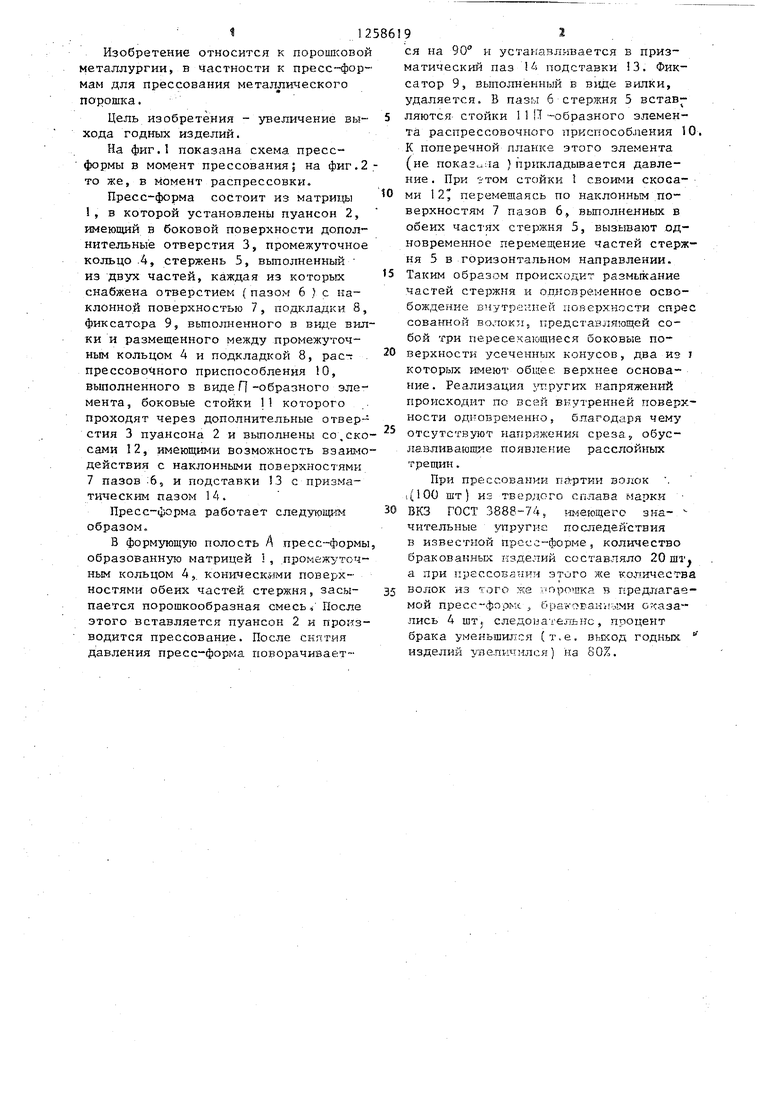
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1252048A1 |
| Пресс-форма | 1986 |
|
SU1329912A1 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| Пресс-форма для прессования изделий из порошков | 1990 |
|
SU1704918A1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1080929A1 |
| Пресс-форма для прессования порошков | 1978 |
|
SU791460A1 |
| Пресс-форма для прессования изделий с кольцевым пазом | 1986 |
|
SU1360900A1 |
| Универсальный блок для прессования | 1986 |
|
SU1419904A1 |

Редактор A.Сабо
Составитель И.Киянский Техред Л.Сердюкова
Заказ 5068/14 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Шароши
| Бондарекко В.П | |||
| , Фрейдина Г.ЬЭ | |||
| , Мендельсон В.С Прессование заготовок из ТБердосплавньк смесей | |||
| Киев | |||
| Техника, 1974, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Либеисон Г | |||
| А., Панов B.C | |||
| Оборудование цехов порошковой металлур- | |||
| гий | |||
| М | |||
| ; Мета.гь гургия | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
